 德赢Vwin官网 App
德赢Vwin官网 App

摘要:在分析CO2焊接过程控制特点的基础上,设计了恒流型IGBT逆变电源。在不同的熔滴过渡形式下,提出了弧长和短路频率智能模糊控制方案。试验证明,采用该技术有助于克服CO2焊接存在的不足,可以更好地实现电弧状态的控制。
关键词:逆变电源模糊控制CO2焊接
An Inverter- type Power Supply and Fuzzy Control forCO2 Arc Welding
Abstract:Based on the foundation of analysis of CO2 welding process,a constant current (CC)IGBT inverter is developed.In case of different droplet- transfer forms,fuzzy control schemes of arc length and short- circuit frequency are put forwords.It is indicated by experiments that the existing shortcomings of CO2 weldingcanbe overcome,and are states controlledmore easily.
Keywords:Inverter- type power supply Fuzzy control CO2 welding
CO2焊是一种重要的焊接方法,具有高效率、低成本的特点。传统的CO2焊接质量受到焊接电源和控制方法的局限,存在飞溅大、成型差和焊接参数需要调节等缺点。近年来,随着弧焊逆变器和微处理器技术等的进步,为提高焊接质量奠定了基础,开发了新的CO2焊接控制方法。目前已经出现了多种方案,但是其效果仍有局限,应用较为困难[1~3]。如何合理地设计CO2焊逆变器和发展控制技术,是目前面临的主要问题。本文对此进行了探讨,提出了技术方案,在电源恒流外特性控制基础上,采用了具有自学习能力的模糊控制,获得了较好的试验效果。
1简单恒压型CO2焊接电源的缺点
对于普通的CO2焊接,大都采用变压器抽头调节的平特性焊机,或恒压控制和晶闸管焊机,配合等速送丝系统进行焊接。虽然可获得一定的弧长自调节能力,但飞溅大、成型差,工艺效果不好。
分析其原因,这是与CO2焊接的物理过程有关。CO2焊接有自由过渡和短路过渡两种形式,且以短路过渡为常用。对于自由过渡,恒压型电源对焊丝的熔滴过渡具有较强的排斥作用,造成其偏向和飞溅,难于应用。对于短路过渡包括短路与燃弧两个状态,恒压型电源通过在主电路串入电感来限制短路电流和提高燃弧能量,但难以很好兼顾。
电弧负载经历着空载、短路和燃弧状态的变化,并且都是正常的工作状态。在短路时,对于电源和负载来说,必然要以控制电流为目标。而在燃弧时,对自动或半自动的CO2焊,需要更合适的弧长控制方法。短路过渡则希望有合适的短路过渡频率,以改善过程稳定性。显然,恒压型电源不符合熔滴过渡过程要求。
2恒流型逆变电源的特点
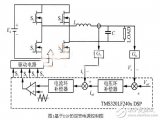
基于上述分析,本文采用恒流型技术方案,设计了CO2焊接逆变电源。该电源采用IGBT器件和单端正激电路,工作频率20kHz。电路原理如图1所示。电源具有恒流闭环控制系统和可控的电子电抗器特性,以满足CO2焊接过程的电流控制。通过输出状态判断,进行了变结构控制。当电源空载和轻载时,进行脉宽控制,以提高电源的可靠性。当短路时,焊接电流切换为峰值,保证重新燃弧;当弧长波动过大时,又切换为小电流维弧,在相对较大的送丝速度的作用下,恢复弧长。
当给定电流与送丝速度在一定范围时,电弧稳定而无短路过程,即自由过渡。当送丝速度较大时,将产生不断的燃弧、短路过程,即短路过渡。调节送丝速度,可得到不同的熔滴过渡形式,并改变电弧电压工作点和短路过渡频率。由于阶梯特性很强的门限控制和约束作用,具有一定的自适应特点。与平特性电源比较,避免了平特性对熔滴过渡的排斥作用,使电弧柔顺,飞溅小。电流和送丝速度独立调节,两者的配合可以控制电弧状态和焊缝成型。但是,这种方法仍存在明显不足:当送丝速度和焊枪高度波动时,效果不尽理想,表现在两方面,即自由过渡的电弧弧长变化,短路过渡时短路频率变化,从而影响过程稳定性和焊接质量。

图1恒流型焊接逆变电源

(a)20A,100μs/格

(b)20A,5ms/格
图2输出电流动态过程
3智能模糊控制系统
为了解决恒流型电源的不足,引入微机控制和模糊控制技术。系统可相应地进行自由或短路不同控制方案。自由过渡的控制较为简单,其目标即维持合适的电弧电压来保证稳定弧长。短路过渡除了对短路过程的电流和燃弧电压控制外,还要进行短路频率控制。
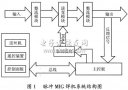
图3中的低成本单片机系统可代替模拟电子电路的简单切换,即采用“微机+vwin ”的方式,实时调整焊接电流和动特性。该设计接口容易,简单可靠,具有更好的可控性。通过工艺试验,在不同的工作状态下,建立了开环条件下送丝速度与焊接电流的适用范围关系,以及与动态性关系。在此基础上,实施适智能控制方案。

图3微机控制焊接逆变电源
3.1自由过渡的弧长控制
根据开环试验粗选的焊接送丝速度与电流,系统在焊接中因扰动导致弧长不稳定,通过焊接电压反馈和模糊控制调节,控制器采用单片机构成和实现。
设燃弧电压偏差为E,燃弧电压偏差变化率为EC,焊接电流调整量为△I,选取其论域、模糊语言变量,按照正态分布确定隶属函数。燃弧电压偏差考虑了熔滴尺寸造成的波动,有助于克服电弧暴躁。根据经验确定规则,然后按照FUZZY推理合成规则计算出模糊关系矩阵,选用加权平均法解模糊,构成控制系统查询表。它实时处理速度快,反映了模糊控制并行处理、适应性强的特点。
E={NB、NM、MS、NO、PO、PS、PM、PB}
EC={NB、NM、NS、0、PS、PM、PB}
△I={NB、NM、NS、0、PS、PM、PB}
基本模糊器设计有主观性,要根据试验来确定,且不是唯一的,以达到较满意的控制效果为目标。由于电压的偏差考虑了瞬时熔滴过渡,是符合实际特点的。同时,软件设定了电压门限,当偏差过大时电流下降到维弧电流,当接近短路时则进行短路控制。

图4 弧长模糊控制原理
3.2短路过渡的过程控制
短路过渡的控制可分为两个层次,一是仅对短路过程本身的控制,二是通过短路频率控制保证稳定性。这里首先讨论短路过程控制。
短路过渡是短路和燃弧的交替过程。短路期间实际上是控制电流上升,燃弧期间才是控制弧长,即电弧电压控制。与传统控制方法相比,这是分时控制。短路期间的电流控制原理可根据电弧物理状态而进行,但实际上由于逆变器短路时间常数(L/Rsc)大,因此尚难得到理想效果。为了简化设计,采用了短路后电流不变,延时(1ms)后控制电流上升率。在燃弧期间,通过电弧电压反馈和模糊控制,调整电流来控制弧长,方案与上相同。
但是,由于焊接过程的随机性,仅对短路过程本身控制还不够。在给定的弧压控制下,扰动将引起短路频率变化。因此,还需引入短路过渡的频率控制。
3.3短路过渡的频率控制
以短路频率给定为目标,实际短路频率偏差E,偏差变化率EC,用单片机实现模糊控制器,控制量为燃弧电压给定值△U。然后,在上述弧压控制过程中,实现逆变器的电流调整。这是一种间接控制。考虑这一控制的低频特点,约0.25s进行一次修正,计算量较少。为了便于灵活调整,未采用固定的模糊控制表,而是采用了具有修正因子的控制器。
△Ug=αEi+(1-α)ECi
其中0 <α <1, i取 遍 所 有 量 化 等 级 。
这种方法不仅简单灵活,而且有明显的物理意义。它模仿了人工操作手动控制的思维特点,修正因子的大小表示对偏差和偏差变化率所加的权重。同时,反映了人工思维过程的连续性和瞬时单值性特点,而且可避免控制规则可能的不平滑性。修正因子的大小可通过多次试验和离线调整选择。
考虑到电弧过程的影响因素复杂和时变特点,上述完全根据试验建立的模糊控制系统应该引入一定的适应能力。当误差较大时,系统控制量应加大比例成分、减少微分分量以提高响应速度,即应取较大的α。否则相反。根据这一想法,在对修正因子有一定约束的条件下,采用线性插值的方法,调整控制因子。
α=[(αH-αL)Ei/m]+αL
αH、αL分别为α的最大和最小取值,m为量化等级数。
可看出,该方法避免了复杂的计算过程,只需经过简单的比较及加减法即可,便于单片机实现。在上述公式中,通过实时修正控制因子,达到自学习目的。
3.4双旋钮自适应调节方式
在焊机面板上,设定两个电位器。一个为名义平均电流,设定送丝速度。另一个为名义平均电压,设置电弧状态,当自由过渡时是弧长(弧压),当短路过渡时是频率。其大小决定自由过渡或短路过渡焊接模式,从而选取不同的控制参数和策略方法。查表确定焊接电流初值,通过智能控制,调整焊接电流,实现对电弧和熔滴过渡的控制。
与普通CO2的一元化控制不同,该系统可由操作者选择,实现了电弧状态可控,而不是局限于某一状态,同时又实现了智能化的自适应控制。可称之为“双旋钮自适应调节”。
4试验结果
采用这种自行研制的IGBT逆变电源进行了CO2气体保护焊接,焊丝为直径0.8mm的H08Mn2Si覆铜焊丝,分别采用了200A拉丝焊枪和S86A推丝式送丝机进行焊接试验。
模糊控制的自由过渡,提高了弧长稳定性,同时电弧柔顺,焊接过程几乎无飞溅,成型良好。在平焊位置,具有最好效果。智能模糊控制的短路过渡,飞溅较自由过渡略有增加,但过程稳定。可控短路频率约80Hz。在较低频率,半自动焊能获得最佳效果,可以获得细密的焊缝而无粗大波纹。高频时焊缝熔深小、堆高大、需相应提高焊接速度。
如图6所示,为恒流CO2逆变电源的短路过渡电流波形,其中(a)、(b)分别为智能模糊控制前后的波形。

图5短路频率模糊控制

(a)

(b)
图6CO2逆变电源焊接电流波形
5结论
在分析了CO2焊接过程控制特点的基础上,设计了恒流型IGBT逆变电源,并进而提出了弧长和短路频率智能模糊控制方案。试验表明,采用该技术,有助于克服CO2焊接存在的飞溅大、成型差和参数调节问题,可以更好地实现电弧状态的控制。








 工商网监
工商网监
评论