焊接接头,指两个或两个以上零件要用焊接组合的接点。或指两个或两个以上零件用焊接方法连接的接头,包括焊缝、熔合区和热影响区。
2011-11-30 14:03:16 4098
4098 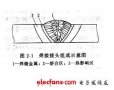
光纤熔接损耗主要是由光纤自身的传输损耗和光纤熔接接头处的熔接损耗组成。由于光纤接续质量影响光纤线路传输损耗的客限、光纤线路无中继放大传输距离等参数,因此要尽可能降低降低光纤熔接接头损耗,以确保光纤CATV信号的传输质量。
2014-12-23 10:25:245393 ; GB/T 2649-1989 焊接接头机械性能试验取样方法27、  
2009-09-15 08:13:28
的稳定燃烧的电弧,使焊条和焊件熔化,从而获得牢固的焊接接头。属气-渣联合保护。主要特点:操作灵活;待焊接头装配要求低;可焊金属材料广;焊接生产率低;焊缝质量依赖性强(依赖于焊工的操作技能及现场发挥
2017-10-23 09:39:35
`所谓一体焊,是指焊接过程中,将焊接接头在高温等的作用下至熔化状态。由于被焊工件是紧密贴在一起的,在温度场、重力等的作用下,不加压力,两个工件熔化的融液会发生混合现象。待温度降低后,熔化部分凝结,整个个工件就被牢固的焊在一起,完成焊接的方法`
2018-09-01 14:32:57
`您好!我司主要卡套接头、过渡接头、快速接头、不锈钢球阀、高压球阀、仪表阀组、管夹、无缝钢管、不锈钢金属软管、焊接接头。`
2014-06-29 22:20:10
实际焊接电路板时GND和0v都是直接接在电源负极上吗?应该怎么焊接,求说详细一点,谢谢了。
2012-10-23 18:56:19
``所谓一体焊,是指焊接过程中,将焊接接头在高温等的作用下至熔化状态。由于被焊工件是紧密贴在一起的,在温度场、重力等的作用下,不加压力,两个工件熔化的融液会发生混合现象。待温度降低后,熔化部分凝结,整个个工件就被牢固的焊在一起,完成焊接的方法。``
2018-08-31 17:44:01
后质量的目视检查,减少对Dage x射线筛选的依赖; 将与PCB板的保持强度大约提高至典型BGA的三倍,降低了焊接接头上的应力,提高了合规性并降低应用成本; 降低工艺时间,减少返工和二次处理
2018-08-30 16:22:23
、殷包钢导线分裂导线。导线材料:铜编织线、铜编织带、镀锡铜编织线、镀锡铜编织带、铜绞线。工序及应用:紫铜编织带软连接是铜编织带作为导体,两端选用铜管,铜管表面镀锡处置,接头标准按客户需要出产,再通过
2018-08-29 16:51:53
`1.焊接应力与变形由于焊接过程是局部加热,不可避免地产生内应力和变形。若加热时产生较大拉伸应力,会导致焊接裂纹或开裂。焊后的残余应力对结构的强度、刚度、稳定性以及尺寸精度都有较大的影响。2.焊接接头
2018-09-04 10:03:16
擦拭,除了薄薄的一层焊料之外,其他的都要擦掉。这将有助于使尖端持续更长的时间,也将加快热传递。镀锡焊接技巧16.如果您希望使焊接接头持续更长的时间(如果是电线) ,然后擦一些硅胶糊在接头和幻灯片热收缩管
2022-03-31 10:13:25
具有一定连接强度的接头。整个焊接过程焊接时间短,只有零点几秒到几秒,加上机械作业时间在内不超10s,焊接区域的温度在零点几秒的时间内从室温升到焊接塑料的粘流态温度以上;同时焊接只是在焊接接触面的局部
2018-09-10 15:24:20
分为大小头、套管接头、异径接头、90°弯头、45°弯头、三通接头、异径三通接头、四通接头、异径四通接头、活接头(阀门转换就接头)、法兰、管卡......
2020-03-13 09:01:23
线软连接。大家都知道,我们常见的铜线软连接两端都是采用无缝铜管压接的。李女士的图片是无铜管的,但是端头又显得特别平整结实。今天就隆重介绍下这种产品。该工艺是无接头焊接工艺,将铜编织线包紧后进行焊接
2018-08-31 17:52:20
大家能够购买安全系数比较高的防水的接头。 第一点,防水的接头的性价比比较高。其实防水的接头和普通的接头相比,价格提高得并不是很多,所以也就是说,我们用了与普通的接头差不多的价格,却买到了一个安全性
2017-03-14 11:20:52
本文介绍7大型压缩机主轴的焊接接头设计及修复要点,给出7主轴焊接位置、坡口型式、预热方法及温度、层间温度、热处理方法及温度范围,证明了用焊接方法修复压缩机主轴其质
2009-05-20 15:06:33 13
13 船舶焊接接头弯曲试验方法 CB T 3351-2005
2009-05-28 01:15:0016 钢质管道焊接及验收规范 SY/T 4103-2006:4 焊接一般规定5 焊接工艺评定6 焊工资格7 焊接接头的设计和准备8 焊缝的检查与试验9 无损探伤验收标准lO 缺陷的
2009-09-15 08:34:1321 介绍了一种能够在现场测定P91钢的横波声速和衰减系数的简单精确的快速方法,在不增加试块制作成本的前提下,利用所测的声特性数据,对仪器进行调整、对探伤距离- 波幅(DAC)曲线
2009-11-23 16:14:4912 将电弧同时作为热源与超声发射源的电弧超声技术应用于低温钢的焊接过程,选取16MnDR和09MnNiDR进行电弧超声焊接试验,通过对比分析焊缝区的金相组织和焊接接头的冲击韧性,结合
2009-12-26 15:03:1614 采用钨极氩弧焊的方法对φ0.7 mm的65Mn钢丝进行了焊接试验研究。研究表明:当焊接电流为10 A时可以得到外形完美的柱状焊接接头,但接头非常脆硬。采用加热温度280℃,保温10 min的
2009-12-28 16:23:5117 空分冷箱内铝合金管道对接接头的焊接质量决定了冷箱及设备的安全运行,本文结合空分铝合金管道焊接中常见的缺陷特点,简述铝合金管道焊接缺陷的产生和预防措施,编制合理
2009-12-28 16:29:5413 该文以可靠性理论为基础,研究制定了电厂锅炉蛇形管焊接接头的加速寿命试验的方法和规范。通过对大量新制的15CrMo摩擦焊接头具有加速寿命意义的高温内压爆破持久试验,和对
2010-01-14 15:07:0531 通常采用打磨焊趾的方法来改善焊接接头的疲劳强度,而使用超声波冲击焊趾来提高焊接接头及结构的疲劳强度,是一种国际上刚刚出现的新方法。本文研制成功了一种基于压电陶
2010-01-26 15:00:3218 通过分析换热器管板与管子连接接头的接头型式及相关要素,提出了制造过程中的控制环节、控制方法。
2010-01-26 15:24:5016 研究了铁路钢结构桥梁用14MnNbq钢双细丝双弧埋弧焊接多种母材与焊材匹配的对、角接接头的性能和组织状况,较为深入地分析了接头性能与组织的关系。结果表明,采用双细丝双弧
2010-01-29 13:37:0310 1)1Cr18Ni9Ti 不锈钢φ133×11mm 大管水平固定全位置对接接头主要用于核电设备及某些化工设备中需要耐热耐酸的管道中,焊接难度较高,对焊接接头质量要求很高,内表面要求成形良好
2010-02-01 16:01:538 热塑管燃气管道电熔焊接头超声检测与评价
本文介绍应用超声波成像设备对燃气热塑性管件电熔焊接头进行无损探伤的方法。
2010-03-20 10:28:349 基于指数曲线模型的沉降修正系数推求摘要: 海堤工程地基沉降修正系数的正确选取, 关系到利用分层总和法计算地基沉降量的精度. 依据某围垦工程原位监测数
2010-04-24 09:39:229 鲁尔圆锥接头多功能测试仪|鲁尔接头鲁尔圆锥接头多功能测试仪是一种用于检测金属管道连接接头的仪器,它采用超声波脉冲传播时间差测试方法,测量管道连接接头的位移变化,从而确定连接接头的质量和使用可靠性
2023-10-11 17:12:03
应用有限元分析方法,针对平板对接接头横向拉伸试验,打底焊道为高强匹配、填充焊道为低强匹配焊接接头在外载荷作用下的接头强度进行数值模拟和试验研究,并将数值模拟
2010-09-01 15:14:100 一般企业在使用投影仪等设备时,其VGA接头大多需要人工焊接,接头多,难焊是VGA的焊接的两个难头,弄不好要么没信号,要么出现色差,下面我把如何焊接VGA头的方法介绍
2010-09-13 16:08:300 vga接头焊接方法
2007-12-28 21:59:0745295 扇入系数系数,扇入系数是什么意思
扇入系数NI: 门电路允许的输入端的数目,称为该门电路的扇入系数。一般NI≤5,最多不超过8。实
2010-03-08 11:07:402052 点焊通常采用搭接接头和折边接头(图11-9)接头可以由两个或两个以上等厚度或不等厚度的工件组成。在设计点焊结构时,必须考虑电极的可达性,即电极必须能方便地抵达工
2010-08-29 10:41:341619 
Molex公司扩展其CMC连接器系列,推出一款引脚兼容的154电路连接头,以及32和112电路焊接头
2011-05-05 08:52:502318 焊接接头的主要基本形式有四种:对接接头、T型接头、角接接头和搭接接头。焊接接头分类的原则仅根据焊接接头在容器所处的位置而不是按焊接接头的结构形式分类
2011-11-30 14:13:048424 Molex日前扩展其CMC产品线,新推出一款接脚兼容的154电路连接头,以及32及112电路焊接头。
2011-12-31 09:58:151215 2012-03-15 14:20:157 用超声波探伤对并联环钎焊接头进行质量评价_陈俊晔
2017-01-02 15:36:120 本文主要介绍了小波去噪阈值如何选取_小波阈值分析。小波去噪过程就是利用小波分解将图像信号分解到各尺度中,然后把每一尺度中属于噪声的小波系数去掉,保留并增强属于信号的小波系数,最后利用小波逆变换将处理
2018-01-10 09:08:4757528 
本文主要介绍了小波阈值去噪的基本原理以及小波去噪阈值如何选取?阈值的确定在去噪过程中至关重要,目前使用的阈值可以分为全局阈值和局部适应阈值两类。其中,全局阈值是对各层所有的小波系数或同一层内不同方向
2018-01-10 09:46:5067422 
能量密度高、自适应性强、对接头装配精度要求低、成本较低等优点,同时也是航空航天领域普遍采用适合铝合金的焊接技术。但由于等离子弧随着焊接工艺和规范参数的改变而变化较大,获得良好焊接接头的合理焊接参数范围较窄、焊缝成型以及稳定性较差。为此,要实现对穿孔等离子弧焊焊
2018-01-23 14:01:494 铝锂合金因具有低密度、高的比强度和比刚度、耐腐蚀以及良好的焊接性等优异的综合性能,已成为航空航天领域发展迅速的轻量化结构材料。许多航空航天结构件制造过程中,采用焊接工艺可以减轻重量,提高结构件连接
2018-01-29 15:24:240 采用焊接的加工工艺制造,焊接完成后,焊接接头表面会形成一定的余高,而焊后焊缝余高的存在将影响铝合金焊接接头的使用性能。铝合金焊缝打磨主要针对焊缝余高和焊缝接头的打磨,利用良好的打磨工艺除去余高以及焊接残留物,使焊缝具有良好的表面
2018-04-17 16:03:190 处理的焊接接头进行了硬度性能检测。结果表明:喷丸、喷砂表面强化处理会提高焊接接头表面的硬度,其中经钢丸强化处理的接头表面硬度值最高。喷丸、喷砂表面强化处理可以在焊接接头表面引入残余压应力,降低有效拉应力,从而延长疲劳裂纹的
2018-04-19 09:58:170 我国国土面积辽阔,气候环境多样,高速列车无论是在生产过程还是在运行过程中均要经受复杂气候变化的考验。在铝合金车体MIG焊接过程中,环境温度、温度、风速等均对焊接接头的微观组织、常规力学性能以及疲劳
2018-04-19 11:05:280 以清除氧化物和从工件粘连着的金属,激光焊接薄金属搭接接头时并不接触工件,再者,光束还可进入常规 焊难以焊及的区域,焊接速度快。
2018-07-04 09:03:0013985 (1)工艺焊接性和使用焊接性焊接性包括两个含义:一是接合性能,就是一定的材料在给定的焊接工艺条件下对形成焊接缺陷的敏感性;二是使用性能,指一定的材料在规定的焊接工艺条件下所形成的焊接接头适应使用要求
2019-04-22 14:14:2010439 相信大家对于激光焊接机并不陌生,目前就是激光焊接头都有分光式多点激光焊接头,多头激光焊接头,激光条形光斑焊接头。分光式激光焊接头主要使用在半导体多引脚芯片焊接。
2019-04-24 15:56:4218542 焊接接头的不完整性称为焊接缺欠,主要有焊接裂纹、未焊透、夹渣、气孔和焊缝外观缺欠等。这些缺欠会减少焊缝截面积,降低承载能力,产生应力集中,引起裂纹;降低疲劳强度,易引起焊件破裂导致脆断。其中危害最大的是焊接裂纹和气孔。
2019-05-14 16:48:2423143 垂直或倾斜位置开坡口的接头必须从下向上焊接,对不开坡口的薄板对接和立角焊可采用向下焊接;平、横、仰对接接头可采用左向焊接法。
2019-07-05 16:13:2238954 焊缝尺寸增加,变形随之增大,但是过小的焊缝尺寸将降低结构的承载能力,并使焊接接头的冷却速度加快,热影响区硬度增高,容易产生裂纹等缺陷,因此应在满足结构承载能力和保证焊接质量的前提下,随着板的厚度来选取工艺上可能选用的最小的焊缝尺寸。
2019-08-05 15:20:2913897 切割LED非常容易。该卷具有指定的点以切割每3个LED。在切片的地方,LED也会成为焊接接头。
2019-08-20 11:09:032843 
焊接裂纹是焊接件中最常见的一种严重缺陷。在焊接应力及其他致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏而形成的新界面所产生的缝隙。
2019-10-25 10:14:069851 焊接接头形式:对接接头、角接接头及T字形接头、搭接接头。
2019-11-20 10:28:5939740 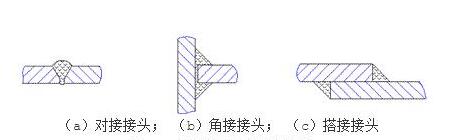
1、两个级别的检验 焊接接头的材相切片检验通常在两个级别的检验中进行 宏观: 使用体视显微镜实现至多 50 倍的放大率。 微观检验通常在穿过焊接接头的未镶嵌截面上进行,并且涉及切割和粗/精细研磨技术
2020-03-17 09:16:15928 严格控制焊接接头上的热输入量‚选择合适的焊接方法和工艺参数(主要有焊接电流、电弧电压、焊接速度)。
2019-12-27 10:01:1010951 再热裂纹是指一些含有钒、铬、钼、硼等合金元素的低合金高强度钢、耐热钢的焊接接头,在加热过程中(如消除应力退火、多层多道焊及高温工作等),发生在热影响区的粗晶区,沿原奥氏体晶界开裂的裂纹,也有称其为消除应力退火裂纹(SR裂纹)。
2020-02-05 07:36:112899 焊前把铸件预热到600~700℃,焊接过程保持在400℃以上,焊后缓慢冷却至室温。采用热焊法可有效减小焊接接头的温差,从而减小应力,同时还可以改善铸件的塑性,防止出现白口组织和裂纹。
2020-02-05 09:15:2215297 钎料是形成钎焊接头的填充金属,钎焊接头的质量在很大程度上取决钎料。钎料应该具有合适的熔点、良好的润湿性和填缝能力,能与母材相互扩散,还应具有一定的力学性能和物理化学性能,以满足接头的使用性能要求。
2020-04-27 11:59:024550 最基本的接头连接器是一种快速有效的连接两根导线末端而无需焊接的设备。虽然接头连接器的焊接具有一些优点,但是时间和成本可能过高。
2020-05-21 10:20:041000 Raychem压接头可适用于连接实心电缆线或铜编织线:铜、铝或两者之间合金材料。不管是连接30AWG实心铜漆包线或是4/0铝绞线,Raychem选取压接、刺破式连接(IDC)或可手动式连接或是选用
2020-07-28 09:53:25344 由于各种加工和清洗工艺可能会残留润滑油、切削油等影响产品表面清洁度的污染物,所以激光焊接前必须对零部件进行除油和清洗工序,否则影响热熔填充金属的流动能力和在焊接接头中形成碳化相,从而降低接头的耐腐蚀性和机械性能。
2020-12-25 10:57:30481 缝焊机的焊件组装成搭接接头或对接接头,放置在两个滚轮电极之间,滚轮电极受焊件压紧,连续脉冲送出,形成连续焊缝电阻焊接方法或缝悍。是点焊的演变。
2021-03-01 16:45:367614 大家好,由于很多网友会在焊接电池接头的时候,不知道怎么操作,所以下面斯特科技给大家分享一下如何正确焊接,以及一些需要注意的地方。
2021-07-22 10:33:3817874 1. 焊接结构疲劳失效的原因 焊接结构疲劳失效的原因主要有以下几个方面: ① 客观上讲,焊接接头的静载承受能力一般并不低于母材;而承受交变动载荷时,其承受能力却远低于母材,而且与焊接接头类型和焊接
2021-11-12 10:52:131297 连接层材料能够吸收超声波,提高焊接接头材料的软化和熔融程度,能够焊接取向材料以及不同类型的高分子材料。 取向聚丙烯在超声波焊接过程中使用了熔融指数为0.03~30的五种连接层材料,使用低熔融指数
2021-12-14 17:25:33437 计为自动化生产的磁变送器的组成部件中,有一个长度约50mm管状结构的三通接头,在管的一端有攻牙,中间开有用于焊接转接头的孔(如图一)。这种开在正中间的孔,在焊接转接头后通常会因焊接温度较高,导致一端
2022-05-07 09:14:40778 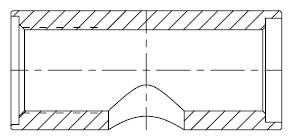
船舶焊接接头维氏硬度实验方法,力学实验,拉力试验机
2022-05-11 14:28:540 因此,必须通过相应的实验即焊接工艺评定加以验证焊接工艺正确性和合理性,焊接工艺评定和还能够在保证焊接接头质量的前提下尽可能提高焊接生产效率和最大限度的降低生产成本,获取最大的经济效益。
2022-07-22 15:02:183279 焊接接头设计是超声波焊接的重要方面,其指的是数量为两个或两个以上的零件需要用到焊接组合的接点,包括焊缝、熔合区和热影响区。
2022-09-01 16:54:11557 焊缝熔化区与热影响区组织演化;激光焊接接头缺陷的形成、焊接残余应力与变形产生等。下面介绍激光焊接机在焊接不同金属材料的工艺。
2022-09-02 10:20:291439 清楚激光焊接都能焊接哪些材料,今天就给大家简单介绍下。 不锈钢:一般的情况下,不锈钢的焊接比常规的焊接更易于获得优质接头。激光焊接热影响区很小,减轻了不锈钢焊接时的过热现象和线膨胀系数大的不良影响,焊缝无气孔、
2022-09-09 14:59:091781 这些文章介绍了焊接接头疲劳行为相对于传统材料疲劳行为的特殊性,利用名义应力和结构应力方法评估焊接接头疲劳寿命的共性与区别,并且通过具体实例介绍了利用二维有限元模型计算结构应力的具体方法及预测寿命与实验寿命的对比。
2022-12-08 09:29:441594 连拓精密的螺纹快速连接接头(螺纹快速密封连接器),广泛应用于设备以及管路压力测试,液压泵阀、发动机以及油缸密封性测试,空调冷却系统,汽车卡钳和燃油管等,可以轻松封堵设备对外管口,或者进行密封连接的内螺纹快换接头。因为连拓精密的螺纹快速连接接头密封性强,操作与设计合理受到客户的欢迎。
2023-01-03 14:32:361313 
严格来讲焊接机器人焊缝跟踪寻位系统由两部分组成:焊前通过焊缝寻位功能检测组对间隙是否合适,并精确达到需要焊接接头点;焊中实时跟踪焊缝及监控产品变形量。焊缝跟踪:指在焊接位置前方安装光学传感器进行
2022-02-22 17:53:491780 
高压汽车配件铜焊接头气密性测试仪器装置,汽车配件焊接接头是指两个或两个以上零件要用焊接组合的接点,或指两个或两个以上零件用焊接方法连接的接头,包括焊缝、熔合区和热影响区。焊接接头的机械性能决定
2021-11-30 10:39:22582 
1.铝合金激光自熔焊接激光自熔焊接是指以高能量密度激光束为热源,冲击到母材表面,使母材自身熔化,形成焊接接头的焊接方式。对于铝合金激光焊接来说,铝合金表面对激光的反射率高,焊接时需要较大的激光功率
2023-03-30 11:11:29594 
焊接机又有哪些区别你知道吗?面对市场上如此多功能的焊接头,你会选择吗?本篇,镭拓就给大家分享一下如何选择合适的手持式光纤激光焊接头。相信大家都知道手持式光纤激光焊接机
2023-07-04 13:34:45505 
光学BGA返修台的高精度焊接,首先要求设备具备较高的精度,这包括夹具的精度、振动抑制系统、焊锡系统等,这些配件可以保证焊接的精度和可靠性。 2. 焊接头设计 返修台焊接头的设计也是重要的,焊接头的形状要符合焊接的结构,可以更好的对BG
2023-07-05 11:39:05306 
厚度不同的两块钢板对接时,为避免截面急剧变化引起严重的应力集中,常把较厚的板边逐渐削薄,达到两接边处等厚。对接接头的静强度和疲劳强度比其他接头高。在交变、冲击载荷下或在低温高压容器中工作的联接,常优先采用对接接头的焊接。
2023-07-05 12:26:15270 焊接机是一种电气设备,能够在相对较低的直流电压下产生非常高的电流。这种高电流输出可用于创建预期的焊接电弧和焊接接头。焊接接头是通过焊机产生的大电流短路将焊条熔合在接头区域而形成的。
2023-07-11 14:49:12473 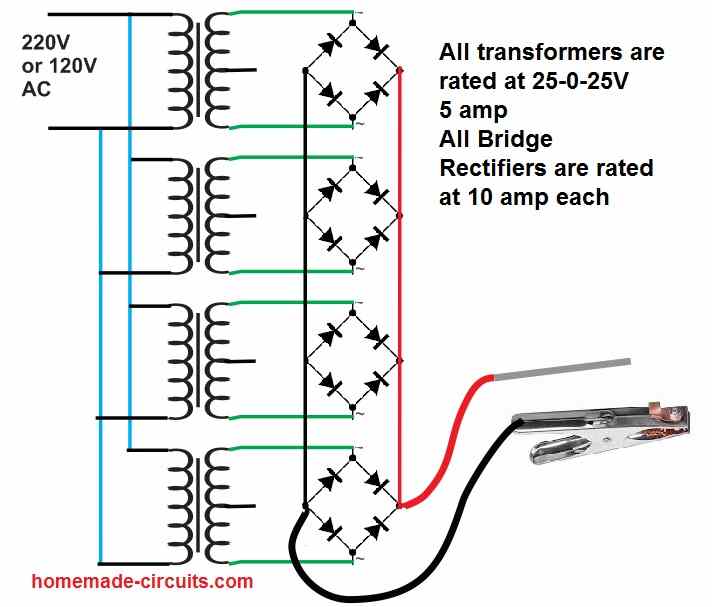
焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及坡口形式也不同。焊接接头型式有:对接接头、T形接头、角接接头及搭接接头等。
2023-07-11 15:57:071149 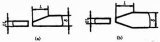
焊接接头系数Φ是指对接焊接接头强度与母材强度之比值,用以反映由于焊接缺陷和焊接残余应力等因素使焊接接头强度被削弱的程度,是焊接接头力学性能的综合反映。
2023-08-08 11:49:581863 。 锂电池极片超声波金属焊接机电源发生器焊接接头的形成机制主要有机械咬合和塑性变形,其是接头形成的重要因素。接头的焊接拉力、敷箔量、工件连接界面塑性变形的形貌、有效连接长度是决定接头焊接质量的主要因素。焊接
2023-08-21 10:21:21473 
激光焊接机能焊黄铜板吗?答案是可以的,许多反馈激光焊接设备很难在铜产品上进行焊接,这是因为铜作为一种导体的优良选择,具有很高的热传导性能,会快速地将热量从焊接接头处扩散,从而难以维持热平衡并进行可靠
2023-09-01 15:28:31475 
,从智能手机到电脑、医疗设备和汽车系统,无一例外都需要高质量的连接和可靠的电子接头。因此,在这一制造过程中,确保连接的拉力或保持力至关重要。 在本文中,科准测控小编将探讨焊接PCB接头的保持力测试,以及如何测试和操作步
2023-11-06 10:27:30252 
是什么?用户在执行焊接操作时要注意哪些问题呢?一起来看一看。焊接接线没焊好,有啥危害?电流不稳:易电流不稳,连接器可能就无法正常工作了。容易过热:接触电阻增加,连接器产热
2023-11-18 08:13:31225 焊接时,需要采取严格的气体保护才能获得性能良好的焊接接头。下面来看看激光焊接机焊接0.8mm钛合金的技术工艺。 激光焊接机焊接0.8mm钛合金的技术工艺: 一、准备阶段 在准备阶段,需要先准备好焊接所需的所有材料,包括0.8mm钛
2023-12-14 11:28:15264 
德赢Vwin官网
网站提供《光纤激光手持焊接头详细介绍.pdf》资料免费下载
2023-12-22 11:18:560 确定 工件形状和尺寸:焊接机器人在确定摆幅方向时通常会考虑工件的形状和尺寸。对于较大的工件,可能需要采用不同的摆幅方向来确保焊接覆盖全面,从而提高焊接效果。 焊接接头类型:不同类型的焊接接头可能需要不同的摆幅
2024-01-04 17:50:24212 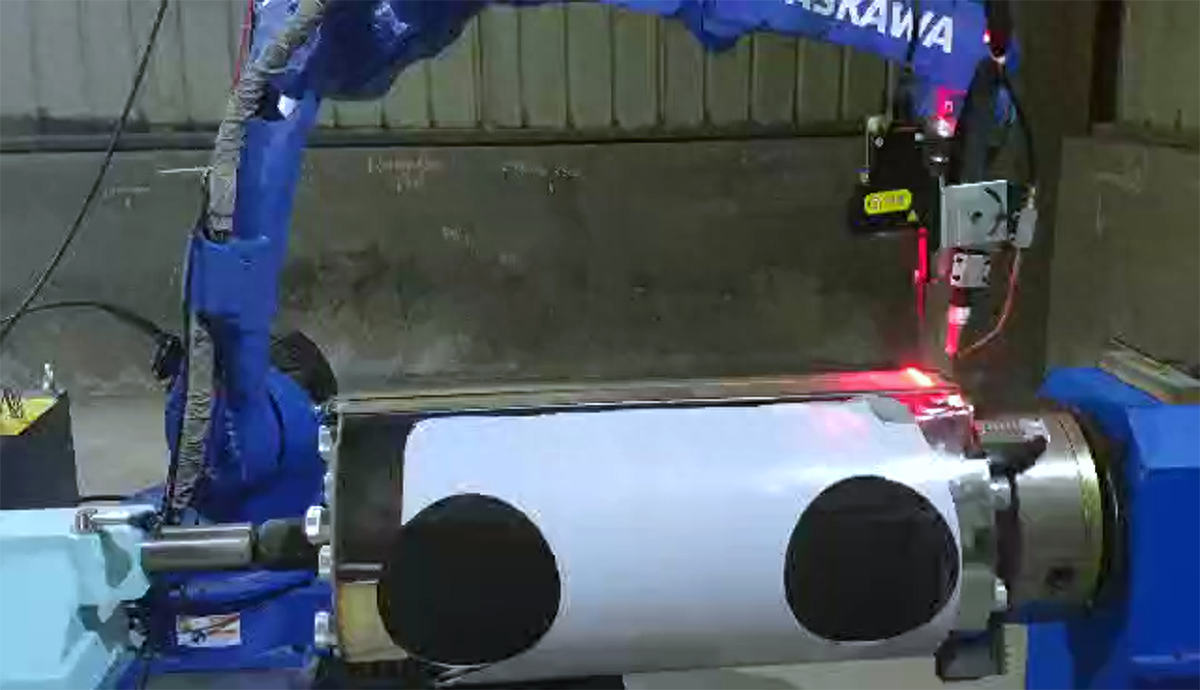
焊接工艺评定中,夏比V型缺口冲击试验是对焊接接头冲击韧性的评价,体现了焊接接头抵抗冲击破坏的能力,也是焊接接头综合性能的体现。
2024-01-08 14:07:37408 
有一些相似之处,但它们在设计和特性方面存在一些区别。以下是关于SMT接头和SMA接头的详细介绍。 1. 设计: SMT接头通常使用表面贴装技术,并通过焊接连接到PCB上。它的设计使得它能够在高速和高频率应用中提供较好的性能,并且非常适合于精密仪器
2024-01-08 15:55:36516 机在焊接0.9mm镍钴合金的技术工艺。 激光焊接技术原理主要是通过高能激光束照射在材料表面,使材料迅速熔化,形成液态熔池。随着激光的移动,熔池迅速冷却,形成焊接接头。在这个过程中,热量传递迅速且集中,使得焊接区域狭窄,热影响
2024-01-23 13:51:4881 
室外光缆到机房通常需要通过预端接接头来连接。 下面是一些一般性的步骤: 确认光缆的类型和规格,以及预端接头的类型和规格。 使用专业的剥光器剥掉光缆外皮的保护层,露出裸光纤。 清洁裸光纤,确保表面干净
2024-03-11 11:55:3252
 德赢Vwin官网
App
德赢Vwin官网
App













 工商网监
工商网监
评论