不锈钢薄板,就会领略出这活儿到底有多带劲了。电路实为互补式自激震荡,有两个电位器分别调整输出控制脉冲的脉冲宽度与脉冲周期。当输出端接通氩弧焊的控制开关,即可以用指定的焊接强度与指定的自动重复周期对工件进行精准焊接。波形显示控制表现得规整、精准、稳定。不输给专业的大好几千块的在卖控制器
2017-04-27 10:51:43
使用英飞凌先进的8位单片机和功率器件,实现了氩弧焊机的数字化控制,具有控制方式先进,效率高,使用简单方便,设计新颖等诸多优点。并且可根据客户具体需要提供整体、电控板等多种商业模式。项目合作模式:1、免费
2018-12-03 14:20:00
氩弧焊机不打火
2017-07-28 17:54:59
氩弧焊的高压引弧电压是直流还是高频交流?
2022-02-25 23:52:10
焊丝是作为填充金属或同时作为导电用的金属丝焊接材料。在气焊和钨极气体保护电弧焊时,焊丝用作填充金属;在埋弧焊、电渣焊和其他熔化极气体保护电弧焊时,焊丝既是填充金属,同时也是导电电极。焊丝的表面不涂
2017-05-24 09:16:06
FIB如何恢复加密熔丝?修改加密线路的方法是什么?
2021-10-22 06:09:57
`采用T2铜箔,经分丝成各种宽度,通过高分子扩散焊或氩弧焊工艺进行熔压焊接,整体或表面可镀银镀锡处理。铜箔材质:T2无氧铜镀层:表面镀锡或镀银处理接触面:接触面长度可按安装要求设计。钻孔:标准设计无
2018-05-31 11:41:13
我用arduino控制氩弧焊,现在arduino受氩弧焊干扰严重,焊10次 就可能有一次死机,我在氩弧焊进线端加装了滤波器和隔离变压器,现在还是无法解决干扰问题,怀疑是不是氩弧焊的起弧控制线问题,我
2020-08-11 19:09:32
想找一份不锈钢冷焊机的电路图.这和氩弧焊机电路图有什么区别.
2016-12-16 14:54:30
焊接速度,国外研究开发了多种方法。其中由单电极单焊炬发展采用多电极多焊炬的焊接方法在生产中应用。70年代德国首先采用多焊炬沿焊缝方向直线排列,形成长形热流分布,明显提高焊速。一般采用三电极焊炬的氩弧焊
2009-05-24 14:31:01
请问不锈钢冷焊机和氩弧焊机的区别?电路图有什么不同?
2016-12-16 14:51:42
`变压器安装铜带软连接 大电流铜箔软连接雅杰铜软连接 材质:T2铜箔及铜排 工艺:氩弧焊接 铜箔软连接采用T2铜箔,经分丝成各种宽度,通过高分子扩散焊或氩弧焊工艺进行熔压焊接,整体或表面可镀银镀锡
2020-08-06 10:42:20
`铜箔软连接采用T2铜箔,经分丝成各种宽度,通过高分子扩散焊或氩弧焊工艺进行熔压焊接,整体或表面可镀银镀锡处理。用途:广泛用于发电机、变压器、开关、母线槽、工业电炉、整流设备、电解冶炼设备、焊接设备
2018-08-02 18:27:20
较小功率脉冲YAG激光做较小零件填丝焊接的工艺参数对焊接热影响区及焊缝成形的影响。 激光填料焊接原理 激光填料焊接是指在焊缝中预先填入特定焊接材料后,用激光照射熔化或在激光照射的同时填入焊接材料以
2018-11-22 15:59:34
`材质T2铜箔及铜排 工艺焊接 铜箔软连接采用T2铜箔,经分丝成各种宽度,通过高分子扩散焊或氩弧焊工艺进行熔压焊接,整体或表面可镀银镀锡处理。 铜箔材质T2无氧铜 镀层表面镀锡或镀银处理 接触面
2020-08-06 14:52:02
`东莞市雅杰电子材料有限公司铜箔材质:T2无氧铜特性:导电性强,承受电流大,电阻值小,经久耐用铜箔软连接采用T2铜箔,经分丝成各种宽度,通过高分子扩散焊或氩弧焊工艺进行熔压焊接,整体或表面可镀银镀锡
2018-10-30 08:46:44
有没有氩弧焊机图集可以下载
2011-10-19 22:41:51
想做一个类似于氩弧焊的电路,高压引弧,电弧1-2mm就可以了,然后是大电流输出,15a以内,通过调节占空比调节输出电流大小。给一个触发信号,先是高压引弧电路放电,然后低压部分放出一个大电流脉冲
2014-11-27 19:04:35
热熔化母材和填充焊丝(也可不加填充焊丝),形成焊缝的焊接方法。焊接过程中电极不熔化。主要特点:适应能力强(电弧稳定,不会产生飞溅);焊接生产率低(钨极承载电流能力较差(防钨极熔化和蒸发,防焊缝夹钨
2017-10-23 09:39:35
跟大家说一下:大家应该都知道因为覆铜板上的铜箔表面会氧化,焊锡在高温下也会氧化,如果不用助焊剂去除氧化层,就会出现虚焊现象,不能保证得到可靠的欧姆连接。锡焊丝用松香(树脂)焊剂为主要助焊剂,早些时候
2021-11-20 15:31:01
`铜箔软连接采用T2铜箔,经分丝成各种宽度,通过高分子扩散焊或氩弧焊工艺进行熔压焊接,整体或表面可镀银镀锡处理。特性:产品质量好,导电性强,承受电流大,电阻值小,经久耐用等特点。用途:广泛应用于冶金
2018-08-04 17:07:35
` 耐磨堆焊药芯焊丝焊接采用CO2作为保护气体,其焊接效率高,焊接质量好,工程成本低,在工件制造与维修过程中得到了广泛应用,但是,我们也不能忽略耐磨药芯焊丝在焊接中产生的各种缺陷,如冷裂纹、热裂纹
2018-09-26 17:16:52
自动氩弧焊防干扰一些措施电源方面主要问题应该在电源方面,适当考虑屏蔽措施。1、合理接地:就是电源地线的安排,单独走线,一点接地。2、单独供电:对易受干扰的部分,采取单独供电。3、加强隔离:各个电源
2021-09-01 06:51:57
自恢复保险丝。自恢复保险丝是过流保护产品,那么他的质量是怎么用的?有什么测试的方法?自恢复保险丝测试的方法有:1:拿样品测试,看他的阻值是否在规格书范围内;2:调跟样品的电流一样测试,如果保持在
2017-04-19 14:33:02
请问自动氩弧焊防干扰的措施有哪些?
2021-11-01 06:21:29
`铜箔软连接采用T2铜箔,经分丝成各种宽度,通过高分子扩散焊或氩弧焊工艺进行熔压焊接,整体或表面可镀银镀锡处理。铜箔材质:T2无氧铜镀层:表面镀锡或镀银处理接触面:接触面长度可按安装要求设计。钻孔
2018-08-13 15:08:55
是用一条或者多条铜编带焊接而成,编织带可是裸铜或者镀镍。具体的焊接产品可根据实际需要来进行焊接。铜箔软连接采用T2铜箔,经分丝成各种宽度,通过高分子扩散焊或氩弧焊工艺进行熔压焊接,整体或表面可镀银镀锡
2018-10-30 10:08:14
`铜箔软连接采用T2铜箔,经分丝成各种宽度,通过高分子扩散焊或氩弧焊工艺进行熔压焊接,整体或表面可镀银镀锡处理。铜箔材质:T2无氧铜镀层:表面镀锡或镀银处理接触面:接触面长度可按安装要求设计。钻孔
2018-08-25 14:14:33
和力学性能等。常采用化学清洗和机械清理两种方法。1)化学清洗 化学清洗效率高,质量稳定,适用于清理焊丝及尺寸不大、成批生产的工件。可用浸洗法和擦洗法两种。可用丙酮、汽油、煤油等有机溶剂表面去油,用40
2009-05-05 09:01:49
`铜箔软连接采用T2铜箔,经分丝成各种宽度,通过高分子扩散焊或氩弧焊工艺进行熔压焊接,整体或表面可镀银镀锡处理。铜箔材质:T2无氧铜镀层:表面镀锡或镀银处理接触面:接触面长度可按安装要求设计。钻孔
2018-08-13 15:11:28
WSM160、200、315、400、500系列逆变式直流脉冲氩弧焊机
焊机简介……………………………………………………………………4
装箱附件……………………………………
2008-05-26 22:41:38 679
679 焊条、焊丝、焊剂消耗估算表
2009-02-13 14:14:3643 【执行标准】灼热丝试验仪是 IEC60695-2-10 :2000 ~ IEC60695-2-13 :2000《灼热丝 / 热线,基本试验方法,灼热丝试验装置和通用试验程序》和 UL 746A
2022-11-21 11:10:05
焊丝层绕机是焊丝生产的关键设备之一,其控制的好坏直接影响到焊丝的质量。目前的层绕机多采用零度角排线,可靠性低。采用角度控制的排线
2009-09-08 08:34:4919 为了满足市场需要,研制了+,%-#’" 直流脉冲氩弧焊机,并对该焊机的电路组成及工作原理进行了介绍,对./0 脉宽调制技术做了较详细的分析。实践表明,该焊机满足设计要求,具有
2009-12-05 15:49:56169 钨极氩弧焊的工艺参数主要有焊接电流种类及极性、焊接电流、钨极直径及端部形状、保护气体流量等,对于自动钨极氩弧焊还包括焊接速度和送丝速度。
2009-12-21 15:58:0721 根据连铸辊高温段的工矿条件,对比进口焊丝,研制了连铸辊堆焊用药芯焊丝414N,并对研制的药芯焊丝进行了性能测试,通过对比,可以看出,研制的414N药芯焊丝完全可以替代进口
2009-12-26 14:48:5211 熔化极气体保护电弧焊都是利用短路引弧法进行引弧,钨极氩弧焊大都采用非接触引弧法,但也有采用短路引弧法。下面以熔化极气体保护焊为例说明短路引弧法的原理。
2010-01-26 14:47:4226 焊丝层绕机是焊丝生产的关键设备之一,其控制的好坏直接影响到焊丝的质量。目前的层绕机多采用零度角排线,可靠性低。采用角度控制的排线系统实现了自动层绕与平稳换向。角
2010-07-14 15:29:4417 讨论了一种用于氩弧焊机的电源系统。该系统解决了现有焊接电源存在的引弧困难、电流控制精度低等问题;电源随工控机控制的给定焊接电流参数而变化,提高了设备的自动化程
2009-05-06 20:46:00 2702
2702 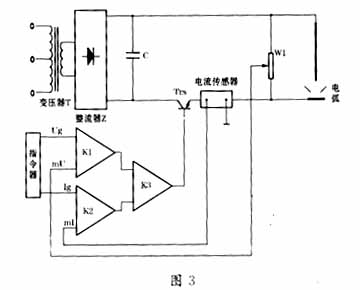
氩弧焊工艺参数及对焊缝成形的影响
一、 实验目的1. 详细了解TIG焊设备的组成及其操作过程;2. 了解铝合金焊接时电弧的阴极雾化作用;3. 了解工艺参数对焊
2009-05-14 23:52:298666 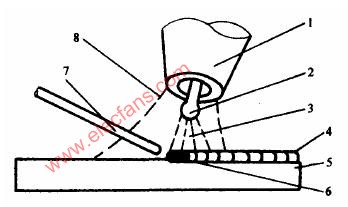
基于PLC的焊丝自动排线技术的研究
焊丝层绕机是焊丝生产的关键设备之一,其控制的好坏直接影响到焊丝的质量。目前的层绕机多采
2009-06-13 16:15:182463 WSM-160逆变氩弧焊机原理图纸 详细介绍了焊机各部分的工作原理
2011-02-11 14:56:201477 详细介绍了逆变式直流脉冲钨极氩弧焊机图纸 介绍了焊机的使用注意事项 安装说明及各部分的原理,故障处理及应用操作方法
2011-02-11 14:58:301027 钨极氩弧焊是采用钨棒作为电极,利用氩气作为保护气体进行焊接的一种气体保护焊方法,如下图所示。通过钨极与工件之间产生电弧,利用从焊枪喷嘴中喷出的氩气流在电弧区形成严
2011-06-18 17:42:490 WSE交直流氩弧焊机使用说明书.pdf
2022-01-04 14:59:19105 氩弧焊基础知识--------氩弧焊机工作原理
2015-11-30 15:58:5830 氩弧焊机原理图
2017-03-25 10:08:5944 钨极氩弧焊原理、工艺、产品介绍
2017-11-02 17:19:471 氩弧焊机是使用氩弧焊的机器,采用高压击穿的起弧方式。氩弧焊即钨极惰性气体保护弧焊,指用工业钨或活性钨作不熔化电极,惰性气体(氩气)作保护的焊接方法,简称TIG。一般用于6~lOmm的薄板焊接及厚板单面焊双面成形的封底焊。
2018-03-31 10:38:0055608 
氩气保护可隔绝空气中氧气、氮气、氢气等对电弧和熔池产生的不良影响,减少合金元素的烧损,以得到致密、无飞溅、质量高的焊接接头。
2019-07-03 16:29:4515909 氩弧焊,是使用氩气作为保护气体的一种焊接技术。又称氩气体保护焊。就是在电弧焊的周围通上氩气保护气体,将空气隔离在焊区之外,防止焊区的氧化。
2019-07-03 16:35:4072704 钨极氩弧焊的焊接电流通常是根据工件的材质、厚度和接头的空间位置来选择的,焊接电流增加时,熔深增大,焊缝的宽度和余高稍有增加,但增加很少,焊接电流过大或过小都会使焊缝成形不良或产生焊接缺陷。
2019-07-03 16:44:2126583 焊接熔池温度比钨极氩弧焊机低三分之二。冷焊机的焊接时间得到精确控制,大电流焊接焊后的母材温度也只有几十度,用手是可以触摸的。
2019-07-04 15:21:5637605 非熔化极氩弧焊是电弧在非熔化极(通常是钨极)和工件之间燃烧,在焊接电弧周围流过一种不和金属起化学反应的惰性气体(常用氩气),形成一个保护气罩,使钨极端头,电弧和熔池及已处于高温的金属不与空气接触,能防止氧化和吸收有害气体。从而形成致密的焊接接头,其力学性能非常好。
2019-07-08 14:18:2919297 氩弧焊机在工厂、野外施工和民用方面应用十分广泛,也是我们经常接触到的三大类型焊机之一。
2019-07-08 14:22:1470663 高频引弧是非接触引弧方法一种,可以减少引弧使用的钨极的磨损,有利于氩弧焊的持续进行。即:采用高压击穿的引弧方式,先在电极针(钨针)与工件间加以高频高压。引弧时,使钨极末端与被焊表面之间保持一定的小间隙,然后,接通高频振荡器脉冲引弧电路,使间隙击穿放电而引燃电弧。
2019-07-08 14:29:5633984 基层的焊接推荐采用手工电弧焊、埋弧焊、及二氧化碳气体保护焊。复层和过度层的焊接,采用钨极氩弧焊和手工电弧焊,也可采用能确保焊接质量的其他焊接方法。
2019-08-05 11:49:2637121 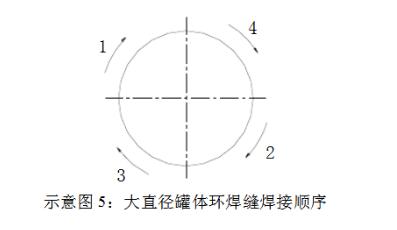
TIG焊接(钨极氩弧焊)是以纯Ar作为保护气体,以钨极作为电极的一种焊接方法。TIG焊丝以一定长度(通常lm)的直条状供货所。
2019-11-05 10:37:2124831 钨极氩弧焊时常被称为TIG焊,是一种在非消耗性电极和工作物之间产生热量的电弧焊接方式;电极棒、溶池、电弧和工作物临近受热区域都是由气体状态的保护隔绝大气混入,此保护是由气体或混合气体流供应,必须是能提供全保护,因为甚至很微量的空气混入也会污染焊道。
2019-11-15 11:33:2813602 直流氩弧焊焊接过程电流始终不变,脉冲氩弧焊焊接过程中焊接电流有基值和峰值两个电流交替变化。
2019-11-15 11:42:5815456 焊丝是作为填充金属或同时作为导电用的金属丝焊接材料。在气焊和钨极气体保护电弧焊时,焊丝用作填充金属;在埋弧焊、电渣焊和其他熔化极气体保护电弧焊时,焊丝既是填充金属,同时也是导电电极。焊丝的表面不涂防氧化作用的焊剂。
2019-11-15 14:31:4022714 熔化极氩弧焊的基本操作与CO2气体保护焊基本相似,操作时可参照CO2气体保护焊的操作进行。
2019-11-16 11:50:5723882 氩弧焊接装置由直流焊接电源、高频振荡器、焊枪、对焊电源、工夹具等5部分组成。
2020-03-15 16:52:003489 氩弧焊,是使用氩气作为保护气体的一种焊接技术。又称氩气体保护焊。就是在电弧焊的周围通上氩气保护气体,将空气隔离在焊区之外,防止焊区的氧化。
2020-08-26 13:46:1451493 本文主要阐述了氩弧焊焊接手法与技巧。
2020-08-26 13:57:2025811 电焊、氩弧焊都是电弧焊的一种,都能达到将工件固定联结的功效。两者的区别主要表现在以下几方面。
2020-08-26 14:01:4022982 本文主要阐述了氩弧焊的危害及防护措施。
2020-08-26 14:14:198936 本文主要阐述了氩弧焊的工作原理,另外还介绍了氩弧焊的优点和缺点。
2020-08-26 14:21:4317089 本文首先阐述了氩弧焊的焊丝材质,其次介绍了氩弧焊焊丝类型,最后分析了了氩弧焊点焊技巧。
2020-08-26 14:27:0715362 本文主要阐述了电弧焊的种类及电弧焊和氩弧焊的区别。
2020-08-27 10:45:2027115 引弧控制器内部短路。原因:杂质、粉尘、金属颗粒附着引起。焊接环境污染严重的场地,应每月用压缩空气清洁2次为好。
2021-03-01 15:45:2115638 氩弧焊机的使用应执行JGJ33—2001第12.1节、第12.3节、和12.4节的规定。
2021-03-03 14:56:3433845 焊接和喷漆是装修过程中的常用方式,焊接有两种方式,一种就是氩弧焊,还有一种是二保焊,两者之间有没有什么区别?
2021-03-03 15:11:0537169 电焊、氩弧焊是一种弧焊,可以实现工件固定连接的效果。两者之间的主要区别是焊接过程中不同形式的保护。
2021-03-03 15:22:2233217 氩弧焊,是使用氩气作为保护性气体的一种焊接技术。氩弧焊对人体的危害主要表现为以下几个方面。
2021-03-03 15:25:0811152 氩弧焊技术是在普通电弧焊的原理的基础上,利用氩气对金属焊材的保护,通过高电流使焊材在被焊基材上融化成液态形成溶池,使被焊金属和焊材达到冶金结合的一种焊接技术,由于在高温熔融焊接中不断送上氩气,使焊材不能和空气中的氧气接触,从而防止了焊材的氧化,因此可以焊接铜、铝、合金钢等有色金属。
2021-03-03 16:59:2311894 大家都知道在SMT加工行业里,我们不仅需要锡膏在焊接的时候也需要焊丝。在我们购买锡丝后入库前,首先当然就是鉴定锡丝的质量如何?锡丝质量的好坏直接影响焊接的质量!接下来就由长科顺为大家分享一下鉴定焊丝
2021-03-06 10:42:444779 氩弧焊引弧电路板介绍说明。
2021-04-06 09:13:078 锐龙焊机维修手册(氩弧焊系列)
2022-01-12 10:13:1715 氩弧焊是一个逆变电源技术,高压小电流转低压大电流恒功率转换。
2022-04-27 15:59:370 药芯焊丝电弧焊是利用药芯焊丝与工件之间的电弧进行加热的一种焊接方法,英文名称的简写为FCAW。在电弧热量的作用下,焊丝金属及工件被连接部位发生熔化,形成熔池,电弧前移后熔池尾部结晶形成焊缝。
2022-12-22 11:10:153092 弧焊机器人系统是由机器人本体、自动送丝装置、焊接电源、焊枪、变位机和工装夹具等组成的;主要有气体保护电弧焊、钨极氩弧焊和等离子电弧焊三种焊接方法。
2023-03-16 09:50:011962 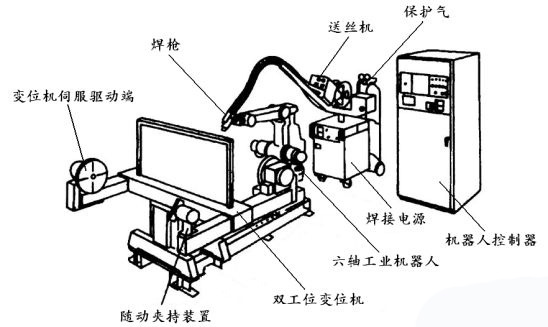
氩弧焊机器人的技术参数有哪些?主要包括焊接速度、手腕额定负载、轴数、臂展以及本体重量和重复定位精度。
2023-03-21 09:51:231275 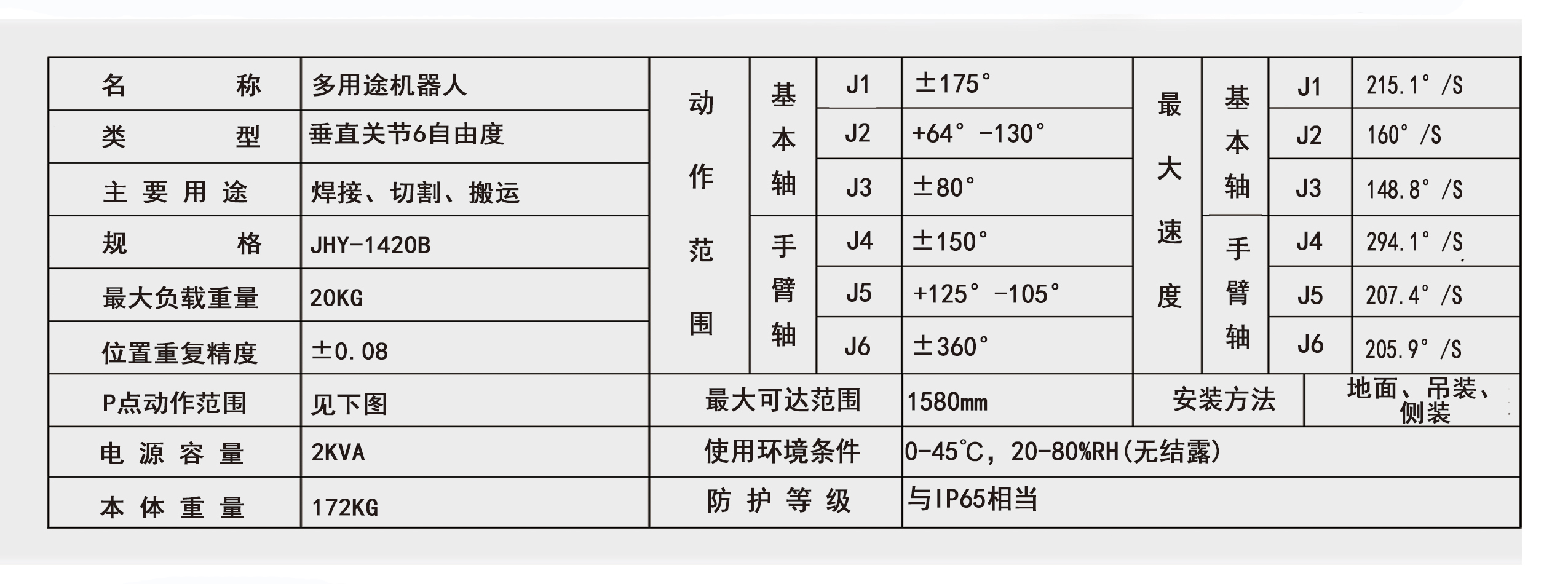
焊接机器人熔化极氩弧焊的焊接参数主要有焊接电流、电弧电压、焊接速度、焊丝伸出长度、焊丝倾角、焊丝直径、保护气体的种类及其流量等。
2023-03-21 11:15:151952 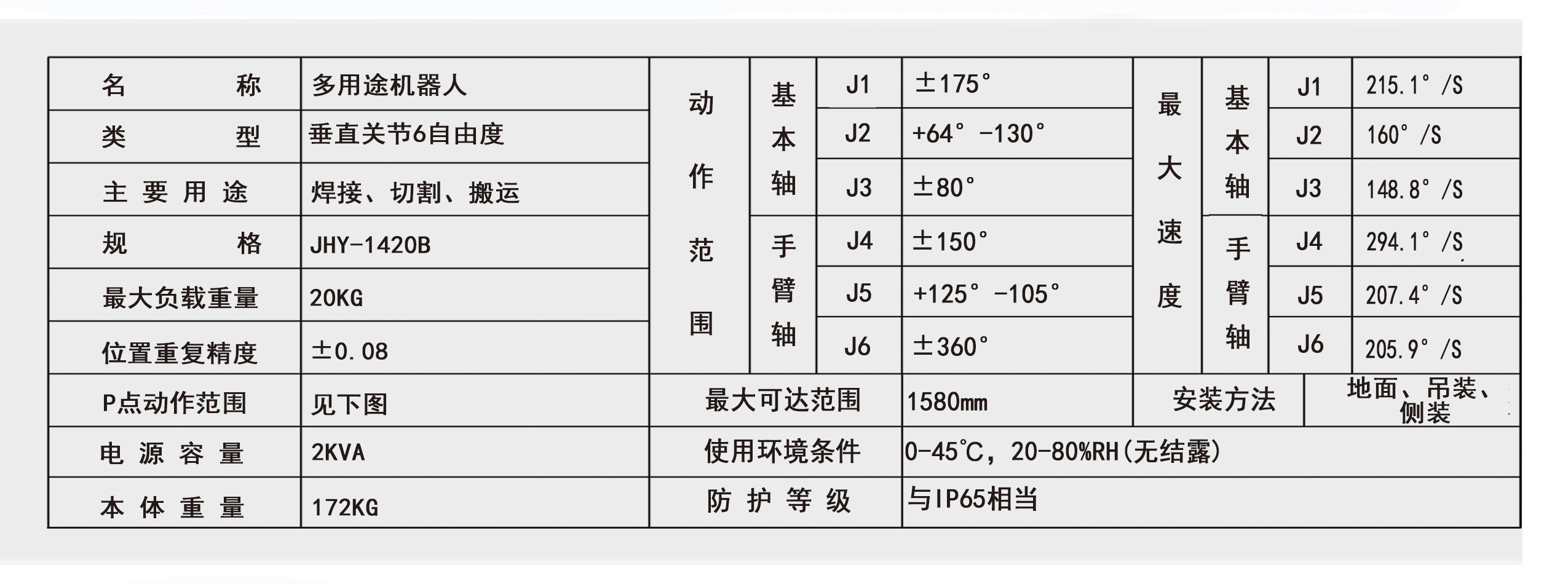
无锡金红鹰总结:弧焊机器人的焊接方法主要有气体保护电弧焊、钨极氩弧焊和等离子电弧焊三种,气体保护电弧焊是使用氩气、二氧化碳等气体作为焊接区域保护气体的焊接方法;钨极氩弧焊是用钨棒作为电极加上氩气进行保护的焊接方法;等离子电弧焊是利用等离子弧高能量密度束流作为焊接热源的熔焊方法。
2023-03-22 10:01:463011 
氩弧焊是一种常用的焊接方法,广泛应用于金属制造和修复领域。它的特点是焊接过程中采用惰性气体(通常是氩气)进行保护,以防止焊缝受到氧气和其他杂质的污染。氩弧焊具有焊缝质量高、焊接速度快和焊接变形
2023-05-23 14:36:33330 镁合金常见的焊接工艺有熔化焊和固相焊两大类。熔化焊主要有钨极氩弧焊、熔化极氩弧焊、电子束焊、激光焊等方法,固相焊主要是搅拌摩擦焊。其中,搅拌摩擦焊凭借焊前准备工作少、无需保护气体和焊材、可实现全位置焊接、焊件力学性能好、焊后应力变形小等优点已成为优先考虑的焊接方法。
2023-05-29 11:19:49573 
氩弧焊是一种常见的电弧焊接技术,广泛应用于航空航天、汽车制造、石油化工、造船等领域。氩弧焊通过在焊接区域周围注入保护性氩气,形成稳定的保护层,以防止焊缝被氧化。这种焊接技术可以实现高强度的焊接
2023-06-16 11:40:17284 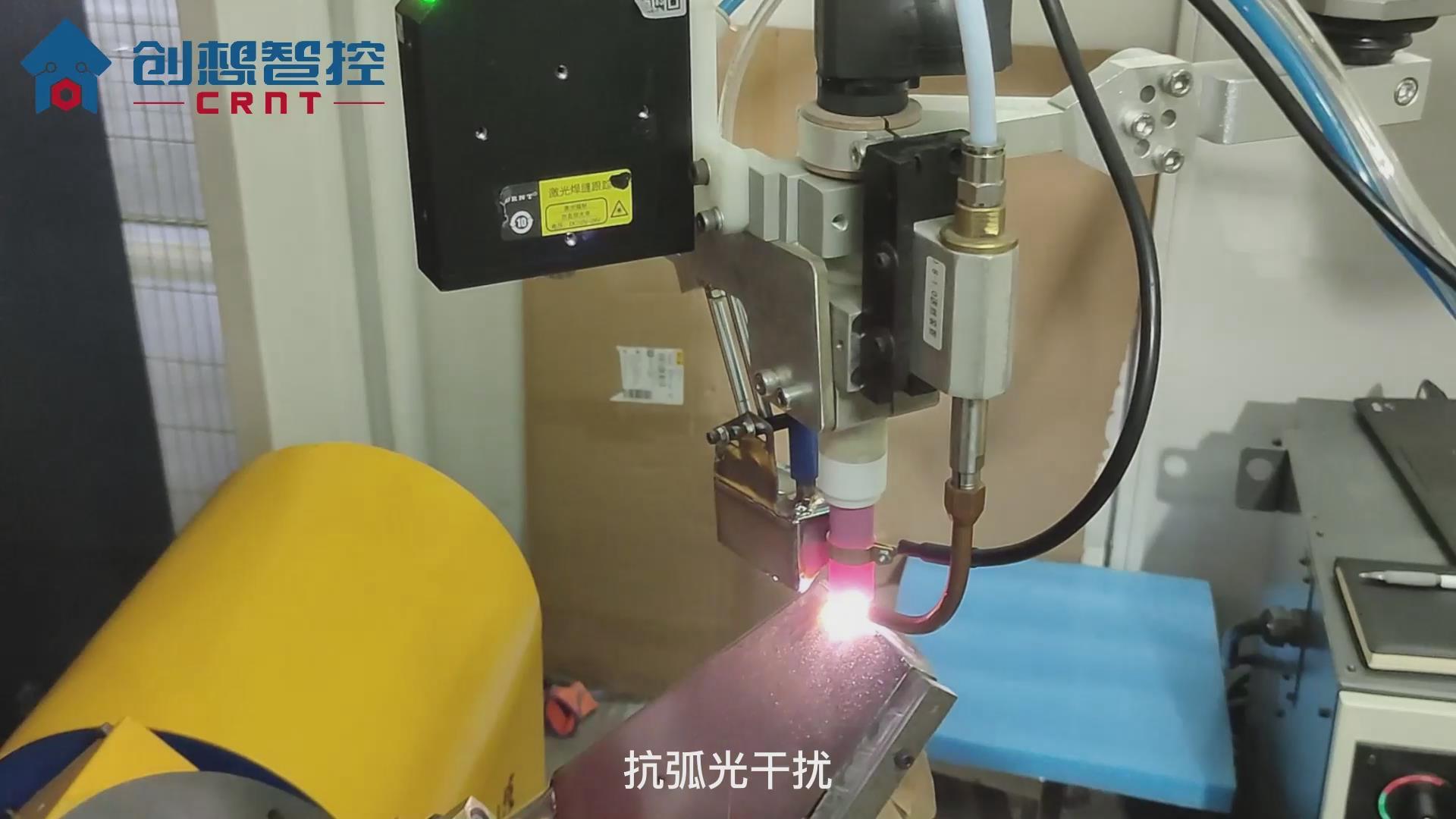
自动氩弧焊防干扰一些措施电源方面主要问题应该在电源方面,适当考虑屏蔽措施。1、合理接地:就是电源地线的安排,单独走线,一点接地。2、单独供电:对易受干扰的部分,采取单独供电。3、加强隔离:各个电源
2022-06-06 11:13:12779 
越来越多的用户使用氩弧焊机器人代替传统焊接,氩弧焊机器人采用六轴流线设计,能够减少在焊接过程中的阻力,具备智能焊接系统,能够根据不同工件实现灵活应变,示教器采用人机互动设计,方便上手操作,用户在使用氩弧焊机器人工作之前,需要根据自身的产品了解其技术参数。
2023-08-07 11:50:27388 无锡金红鹰氩弧焊接机器人采用良好的机械结构和控制系统,能够实现高精度的焊接操作。它可以准确控制焊接电弧的位置、速度和功率,以实现焊缝的准确焊接。
2023-09-04 09:32:47274 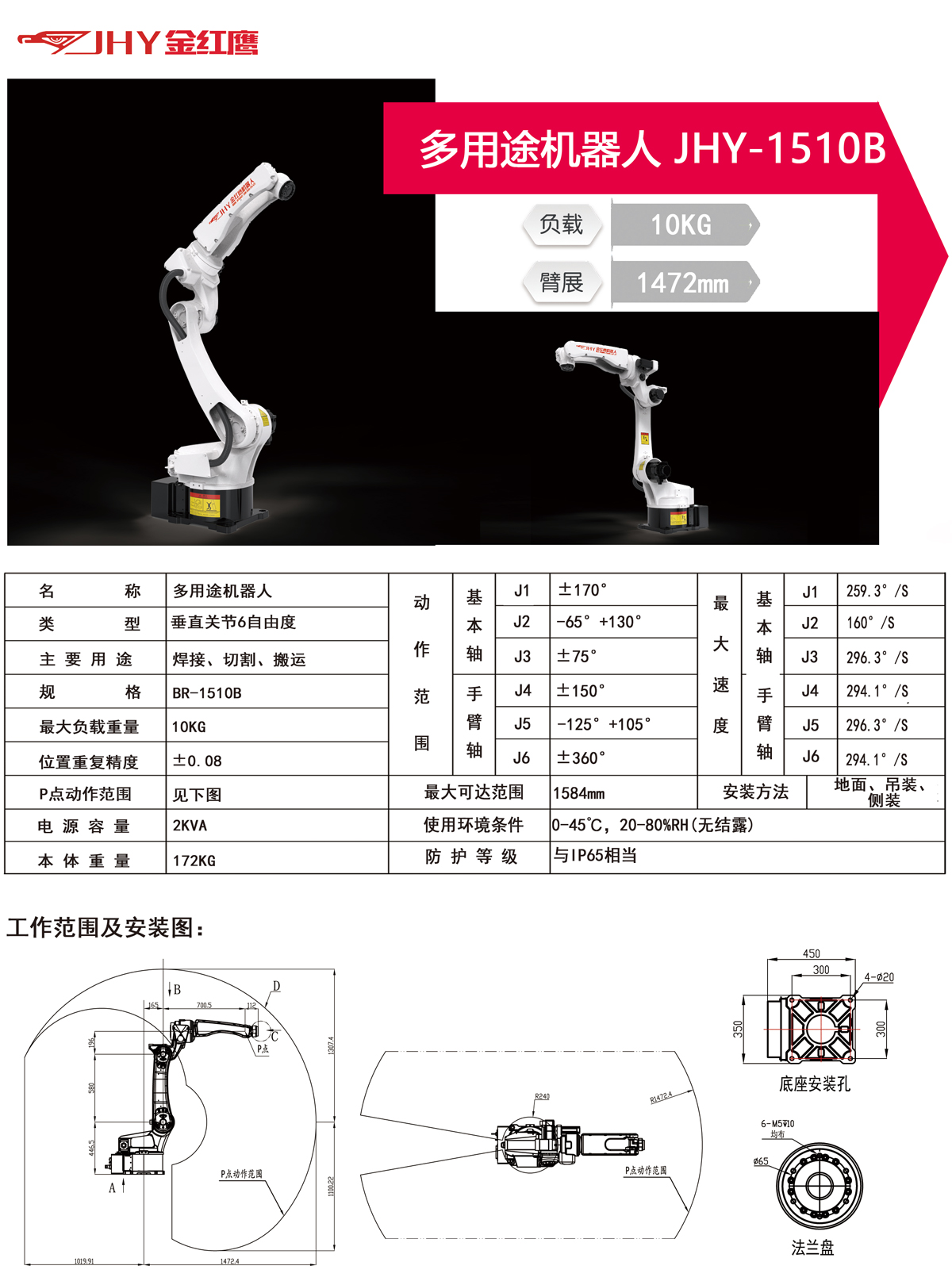
焊接方法
由于现场多数为不锈钢管道且大小不一,根据不锈钢的焊接特点,尽可能减小热输入量,故采用手工电弧焊、氩弧焊两种方法。
管径大于159 mm 的采用氩弧焊打底,手工电弧焊盖面。管径小于159 mm 的全用氩弧焊。焊机采用手工电弧焊/氩弧焊两用的WS7 一400 逆变式弧焊机。
2023-09-04 10:13:264543 
经验,结合近来在氩弧焊机中所遇到的干扰问题,探讨一下如何处理干扰。一.氩弧焊机产生的干扰源氩弧焊机采用高频引弧。引弧时,让钨极末端与焊接表面之间保持一定的小间隙,
2023-09-19 10:12:261681
 德赢Vwin官网
App
德赢Vwin官网
App









 工商网监
工商网监
评论