热式的则为45W,焊大变压器的接线、金属底板上的接地干线,则采用内热式50W、外热式75W。你可以对比一下你用的
烙铁头是不是功率太大了。2、
烙铁头质量偏差的
原因,如果是市场上那种劣质的
烙铁头就经常
2011-09-15 11:34:57
面积大,粗端子,焊垫大的情况适用。 0.5C, 1C、 1.5CF 等
烙铁头非常精细,适用于焊接细小元件,或修正表面焊接时产生之锡桥,锡柱等。如果焊接只需少量
焊锡的话,使用只在斜面有镀锡的CF 型
烙铁头比较
2011-09-24 15:46:58
少量
焊锡的话,使用只在斜面有镀锡的CF型
烙铁头比较适合。 2C/2CF, 3C/3CF型
烙铁头,适合焊接电阻,二极管之类的元件,齿距较大之SOP及QFP也可以使用 4C/4CF,适用于粗大之端子,电路板
2014-03-12 23:15:15
烙铁头保养方法1.选用合适的锡线 焊接时应该使用63%—37%铅含量的焊料,并经常以锡层保护焊
铁头。除此之外,也应该尽量选用较粗的锡线进行焊接工作,因为较粗的锡线对焊
铁头有较好的保护。2.保持焊
2008-05-23 16:13:10
科技有限公司集 白光900无铅
烙铁头、快克
烙铁头、威乐
烙铁头、机器人
烙铁头、非标烙头、t12
烙铁头、936恒温
烙铁头生产销售批发、OEM代加工,ODM定制于一体的供应商、厂家直销价格,是深圳
自动
焊锡
机
烙铁头研究企业,现招代理,欢迎订购加盟龙鼎盛
烙铁头。
2016-01-09 16:42:43
本人快要毕业了,毕业设计题:
烙铁头温度控制的设计。求助好心人介绍一些相关的资料,网站、论坛等,非常感谢。
2011-12-27 16:22:42
本帖最后由 eehome 于 2013-1-5 10:00 编辑
烙铁头的工艺流程
烙铁头在使用的时候经常会有,
发黑,氧化,穿孔等问题,还有的客户咨询有没有不
发黑的
烙铁头,我觉得要是大家知道了
2012-11-23 16:23:47
,
烙铁头减少
发黑,
烙铁头减少氧化,
烙铁头少穿孔,先要知道一下几个方面!1.因为电镀的关系,请不要用刀锉或磨削
烙铁头;2.建议第一次加热时采用新鲜的
焊锡涂覆在
烙铁头上,以便去除包在上面的氧化物;3.焊接
2012-11-20 11:30:22
,拉直是生产
烙铁头的开始,一定要拉的很直,否则对产品的质量有很重要的影响2,切断,根据产品的长度断料3,头部车削,车的时候一定要注意均匀4,抛光,去油,振动抛光
机抛光,去除车削的头部毛刺5,镀铁,这是
2012-11-24 14:54:41
斜面部份有镀锡层,焊接时只有斜面部份才上锡。适用焊接面积大、粗端子、焊点大的情况。微型号
烙铁头非常精细,适用于焊接细小元件,或修正表面焊接时产生的锡桥、锡柱等。如果焊接只需少量
焊锡的话,使用只在斜面
2017-07-27 09:49:45
)较方便
办法为准备烧焊瓶(soldering salt),需要时加水于瓶中和氯化锌(zn cl2)结合得少许焊剂。 需要工具1
烙铁头2加热炉3焊剂4锡或软焊料5旧锉刀6氯化錏(NH4CL)程序1将
烙铁头
2011-10-17 11:17:40
焊锡丝的焊接效果的好坏,电
烙铁的选择很重要。因为
焊锡丝的上锡主要是靠
烙铁头的温度使其融化以达到最终焊接的目的。 1.
焊锡丝要有好的焊接效果必须选择最合适的
烙铁头焊接。 根据电路板的设计不同和不同产
2016-11-04 21:36:05
怎样使用
自动
焊锡
机成了延长
自动
焊锡
机寿命成为一大难题,下面
焊锡
机厂家浩盛泰为您阐述。 1.选择适当的温度 过高的温度会减弱
焊锡
机
烙铁头的功能、加其氧化,相对缩短使用寿命。在能够工作的情况下,尽量
2016-08-06 09:27:53
秒钟之内即可到达300度。卡套式设计的
烙铁头可快速更换并且方便容易
烙铁形式多样化,可快速解决高难度
焊锡工艺 .
自动化
焊锡设备可以快速回温
烙铁头高精度的热电耦位于
烙铁最前端,所以能感测到
烙铁前端温度
2012-08-02 11:24:18
使用高精度
焊锡机器人的时候,对不同的焊点和型材,挑选
烙铁头必须十分严格,不同规格的
烙铁头对
焊锡影响也十分大。
烙铁的大小,包括了
烙铁头的大小及型式,电压与瓦特数的规定以及热度等,为了使工作顺利必须加以适当
2017-05-09 13:55:33
`由于工作
原因,本人经常接触到各种线路板,现在遇到最多的是贴片和老式分立元件并用的线路板,本人所用936
烙铁头只有刀型和尖头对于拆除贴片电阻电容颇为无奈,于是本人决定自己动手打造一支属于自己的936
2018-04-06 22:21:11
朋友说我买的可是好
烙铁头哦!到底是神马
原因那?那怎么才能有长寿
烙铁头哪?下面我将从选择
烙铁头,使用前,中,后三个方面来说一下合理使用
烙铁头,让你的
烙铁头变的更给力,。细节一
烙铁头选择A 择正确
2011-09-26 11:35:12
不同的
烙铁头咀型 。其次从焊点大大小来选择
烙铁头i) 焊点之大小:跟据焊点之大小选择合适的
烙铁头能使工作更顺利。
烙铁头太小,温度不够。太大,会有大量的
焊锡溶化,锡量控制困难。ii)焊点密集程度:在较密集
2011-09-08 13:01:48
作为助焊剂。 3、
焊锡
机使用前要上锡,具体方法是:将电
烙铁烧热,待刚刚能熔化
焊锡时,涂上助焊剂,再用
焊锡均匀地涂在
烙铁头上,使
烙铁头均匀的吃上一层锡。 4、
焊锡
机焊接方法,把焊盘和组件
2012-07-04 10:51:03
关于
烙铁头(咀)的一般选择方法和原则
2018-07-16 16:05:28
外热式
烙铁头是传统电
烙铁焊接所使用的
烙铁头,现在使用的比较少了,有时用电
烙铁要选外热式电
烙铁头还真不知道怎么配套才合适。下面给出部分外热式
烙铁头的一般规格,可以参考!功率来分,有小功率的
烙铁头
2013-08-03 10:04:11
烙铁头全面通过了SGS认证具有:环保、长寿命、高温焊、上下锡流畅、发热效果良好、尽寸精准的特点。请各位前辈补充。谢谢!
2011-09-19 11:39:52
是
烙铁头太脏 或是
烙铁头质量不好!可以用挫搓一下
烙铁头的接触面或是换一个质量好紫铜
烙铁头; 在焊接过程中,可根据
焊锡的烟雾大小来判断,烟雾少代表纯度高! 焊接过之后可以根据焊点的光泽度来进行鉴定。如果
2016-09-28 21:33:57
应用范围与D型
烙铁头相似,例如焊接面积大,粗端子,焊垫大的情况适用。 0.5C, 1C、 1.5CF 等
烙铁头非常精细,适用于焊接细小元件,或修正表面焊接时产生之锡桥,锡柱等。如果焊接只需少量
焊锡的话
2012-02-23 16:15:09
一段,中点对折弯成
烙铁头,除在中点镀锡外,还在距中点两边50~60mm处镀锡,通电加热,当工作端达到熔锡温度时,接触较大焊件,此时工作端温度迅速下降至
焊锡熔点以下,但其它两点镀锡处仍能熔化
焊锡(铜丝越细
2009-10-21 09:40:43
作时 以下焊接的顺序可以使
烙铁头得到
焊锡的保护及减低氧化速度。 3.进行焊接工作后 先把温度调到约250°C,然后清洁
烙铁头,再加上一层新锡作保护。(如果使用非控温焊铁,先把电源切断,让
烙铁头温度
2017-07-17 11:19:55
(重量比)中作为助焊剂。 3、
焊锡
机使用前要上锡,具体方法是:将电
烙铁烧热,待刚刚能熔化
焊锡时,涂上助焊剂,再用
焊锡均匀地涂在
烙铁头上,使
烙铁头均匀的吃上一层锡。
自动
焊锡
机 4、
焊锡
机焊接方法,把焊
2012-07-18 11:45:32
无铅
烙铁不上锡常见
原因: 1.选择温度过高,
烙铁头表面附着的锡快速融解挥发,产生剧烈氧化; 2.使用不正确或是有缺陷的清洁方法; 3.使用不纯的
焊锡或焊丝中助焊剂中断; 4.当工作温度超过
2017-08-08 10:09:41
一点出来,如果温度,太低,碰到松香汽化缓慢,加
焊锡丝不能马 上熔化,则可将
烙铁头发热芯中移一点进去.直至加
焊锡即可立即熔化, 在短时间(15~20 秒)中不会氧化为好,注意,30W 电
烙铁的
烙铁头留在发
2017-10-18 09:37:30
马上变成金紫色(氧化)则可将
烙铁头从发 热芯中移一点出来,如果温度,太低,碰到松香汽化缓慢,加
焊锡丝不能马 上熔化,则可将
烙铁头发热芯中移一点进去.直至加
焊锡即可立即熔化, 在短时间(15~20 秒)中
2017-09-11 09:09:43
打光亮,通电烧热,蘸上松香后用
烙铁头刃面接触
焊锡丝,使
烙铁头上均匀地镀上一层锡。这样做,可以便于焊接和防止
烙铁头表面氧化。旧的
烙铁头如严重氧化而
发黑,可用钢挫挫去表层氧化物,使其露出金属光泽后,重新
2013-11-14 13:20:57
清洁养护电
烙铁头广大电子焊接的使用者平时不是很重视对电
烙铁头的保养和维护。其实电
烙铁是电子电器工作人员必备的也是最常用的工具之一,加以爱护特别是对电
烙铁头的爱护是很有必要的,不能等到电
烙铁头脏得实在
2011-10-18 15:02:59
来说大都离不开
烙铁头,其基本作用就是通过自己的热传导给焊料(通常是指锡丝)供热,使其熔化,从而使两个工件焊接起来,看起来很简单的东西,但却要发热快,经得住高温,耐腐蚀,焊接流畅,寿命长的特点。到底是怎么样
2011-09-21 08:43:43
,变黑,等情况也。很不给力,只要做焊接的朋友都会有过这样的经历,有木有!有的朋友说我买的可是好
烙铁头哦!到底是神马
原因那?那怎么才能有长寿
烙铁头哪?下面我将从选择
烙铁头,使用前,中,后三个方面来说一下
2011-09-26 12:15:45
本帖最后由 szgreen 于 2011-9-15 11:30 编辑
烙铁头氧化不挂锡是维修工作中常见的情况,传统的处理方法是在松香里放一小块锡,
烙铁升温后将
烙铁头放在这块锡中慢慢“养
2011-09-15 11:25:42
的接地干线,则采用内热式50W、外热式75W。你可以对比一下你用的
烙铁头是不是功率太大了。2
烙铁头太差的
原因,如过是市场上那种很便宜的
烙铁头就经常会出现这样的问题。
解决办法先准备一刀片和新的
焊锡丝,要
2011-09-13 11:28:53
烙铁头不沾锡
原因分析,及
烙铁头保养!造成
烙铁头不沾锡的
原因,
烙铁头主要有下列数点,请尽可能避免:(1)温度过高,超过400℃时易使沾锡面氧化。(2)使用时未将沾锡面全部加锡。(3)在焊接时助焊剂过少
2013-07-13 15:18:54
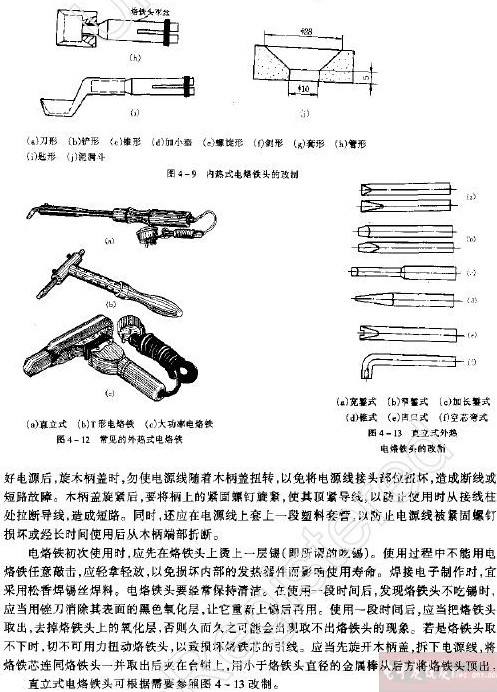
内热式电
烙铁头的改制
2009-08-17 11:43:26
 1555
1555
影响
烙铁头寿命的
原因1.
烙铁头是否经常保养。 2.焊接设定温度。温度越高,
烙铁头使
2010-02-27 12:10:29
1025
烙铁头被腐蚀的
原因
烙铁头镀层一般是铁镍铬锡,铁镀层是
烙铁头质量的关键所在在高温下,铁和锡会生成一种合金
2010-02-27 12:11:09
2414
烙铁头由哪些材料组成
烙铁头是主要有铜、铁、镍、鉻、锡四种金属材料组成的。 铜——作为导热体,是
烙铁头的主要成分
2010-02-27 12:11:45
5056
为什么
烙铁头总是往上跑锡 有客户反应在使用时
烙铁头往上跑锡是什么
原因? 回答这个问题前,我让大家
2010-02-27 12:12:26
3989
无铅
烙铁头的温度测量 手工无铅焊接的温度非常重要,是影响无铅
烙铁头的使用寿命的关键指标,也是影响焊点质量重要指标;故对
2010-02-27 12:13:44
1976
烙铁头的使用寿命 我们谈无铅
烙铁咀的使用寿命,先得说说无铅和有铅锡熔点问题。有铅锡(俗称63锡)的熔点是 183℃,无铅锡的熔点一般是217℃。以前
2010-02-27 12:16:50
3255
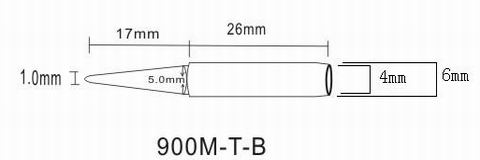
900M-T-B
烙铁头介绍 900M-T-B
烙铁头适用于所有936焊台特点:B型
烙铁头无方向性,整个
烙铁头前端均可进行焊接
2010-02-27 12:19:27
1928
烙铁头型号的选择
烙铁头的选择:
烙铁头尺寸很多,但归纳起来就就四种:尖形、扁形、马蹄形和刀型。选择正确的
烙铁头尺寸
2010-02-27 12:20:18
5035
为什么380℃
烙铁头不上锡 380℃
烙铁头不上锡,是绝对不可能的。 那为什么有客户反应用936焊台在380℃进行
2010-02-27 12:22:04
2801
烙铁头无铅焊接要注意的问题 一、 无铅
焊锡问题点: 熔点高(比Sn、Pb
焊锡高30-40度)、锡丝不容易融化
2010-02-27 12:22:41
1241
怎么对
烙铁头进行的正确维护及延长寿命 应用无铅焊接后,
烙铁头寿命会大幅缩短! 如何对
烙铁头进行的正确维护及延长寿命? 一
2010-02-27 12:30:25
1519
烙铁头型号的选择
烙铁头的选择:
烙铁头尺寸很多,但归纳起来就就四种:尖形、扁形、马蹄形和刀型。选择正确的
烙铁头尺寸
2010-02-27 12:32:09
2339
各种型号
烙铁头使用范围 I 型: 特点:
烙铁头尖端幼细。 应用范围: 适合精细之焊接,或焊接空间狭小之情况,也可
2010-02-27 12:34:34
3689
各类白光900系列电
烙铁头的说明及型号规格
2016-05-23 17:03:42
 0
0
常用的焊接工具,我们使用20W内热式电
烙铁。新
烙铁使用前,应用细砂纸将
烙铁头打光亮,通电烧热,蘸上松香后用
烙铁头刃面接触
焊锡丝,使
烙铁头上均匀地镀上一层锡。这样做,可以便于焊接和防止
烙铁头表面氧化。旧的
烙铁头如严重氧化而
发黑,可用钢挫挫去表层氧化物,使其露出金属光泽后,重新镀锡,才能使用。
2017-12-13 17:25:29
208661
门形
烙铁头的自制方法,soldering iron 关键字:门形
烙铁头的自制方法 门形
烙铁头的自制方法 作者:苏玉莲 片状
2018-09-20 18:53:23
803
一种避免电
烙铁头发生”凹陷”的方法,Electric iron 关键字:避免电
烙铁头发生”凹陷”的方法 一种避免电
烙铁头发生”凹陷
2018-09-20 18:53:57
827
首先就是外热式的
烙铁头:它就是利用
烙铁头、以及芯还有外壳、再加上木柄与电源引线还有插头等这些组成。对于这个
烙铁头是安置在
烙铁芯的里面的,因此叫做外热式的
烙铁头。
2019-03-12 16:10:03
28476
烙铁头为电
烙铁的配套产品,其为一体合成。
烙铁头、
烙铁咀、焊咀同为一种产品,是电
烙铁、电焊台的配套产品,主要材料为铜属于易耗品。
2019-03-12 16:12:18
30924
电
烙铁头不上锡是因为
烙铁头表面温度高,与空气接触极易氧化,一旦形成氧化层就很难上锡了,所以我们遇到这种情况只需要用刀片将氧化层轻轻的刮掉,然后再使用细砂纸打磨一下,待露出干净的上锡面后通电加热,再使用
焊锡丝将
烙铁头均匀的涂抹一遍,使
烙铁头被锡包裹住就不容易氧化了。下面给大家分享一下电
烙铁的使用注意事项。
2019-09-07 10:26:01
43238
烙铁头一般采用紫铜材料制造。为保护在焊接的高温条件下不被氧化生锈,常将
烙铁头进行电镀处理,一般镀铁镍合金,
烙铁头前端一般采用镀铁处理。有的
烙铁头还采用不易氧化的合金材料制成。
2020-03-24 11:27:25
12429
使用内热式电
烙铁焊接印刷线路板时,可使用凹口
烙铁头和空芯
烙铁头。使用这两种
烙铁头可使焊接更为方便,但这两种
烙铁头的修整比较麻烦。
2020-04-08 09:23:59
15098
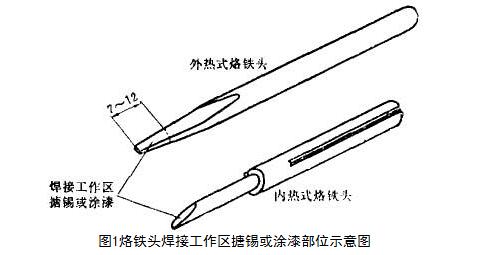
为了使
烙铁头具有良好的挂锡性能,在镀防护镀层(铬)之前,首先应在
烙铁头的焊接工作区进行搪锡或涂漆,可以采用耐酸绝缘漆或可剥氯丁橡胶漆等进行。
2020-04-09 09:07:18
10692
烙铁头的寿命是根据焊点次数来决定的,而保证起寿命长短则与头部的镀层厚度决定的。
2020-04-09 09:19:34
4692
焊锡熔化后,应将
烙铁头根据焊点形状稍加移动,使
焊锡均匀布满焊点,并渗入被焊面的缝隙。
焊锡丝熔化适量后,应迅速拿开
焊锡丝。
2020-04-09 09:23:03
3822
马达所需
焊锡工序专业设计的
烙铁头,由于焊点加锡量和所加工产品都比较小,对
烙铁头的尺寸加工要求很高,公差较小。焊马达等倾斜角可在40度左右。两个被焊件能在相同的时间里达到相同的温度,被视为加热理想状态。
2020-05-07 11:27:27
3817
在使用一段时间之后,这个鉻层就会被抹掉的,一但这个鉻层被抹掉之后就会引起锡往上跑的。所以说
烙铁头往上跑的
原因跟鉻层是有直接关系的。这个在
焊锡中很常见。爬锡、跑锡指的是已经过了
烙铁头镀锡层,在其他部位也已经能粘上锡。
2020-05-11 11:34:34
16895
电
烙铁头用紫铜材料的
原因是基于下述
原因:作为
烙铁头的材料的选用第一就是
烙铁头的材料的分子要与
焊锡的分子有亲和性能,这样在焊
铁头被加热后能够沾上
焊锡,便于焊接操作;第二,
烙铁头的材料的热比容
2020-05-11 11:34:36
23339
若是新购的电
烙铁,或是新更换的
烙铁头,使用前应先吃锡(上锡)。
烙铁头吃锡后就容易粘锡,容易焊接,同时能够保证
烙铁头不被氧化。目前,市面上
烙铁头的材料有两种,普通头是选用铜材作为基体;长寿头是对
烙铁头进行了电镀,即在紫铜表面镀以纯铁或镍,其寿命比普通头高二十倍左右,且不易变形。
烙铁头吃锡步骤如下。
2020-05-14 11:22:22
14547
自动
焊锡机在使用过程中有时候会出现
发黑的一些情况,往往很多人不重视,导致对焊线的效率还是有一定影响的。这是什么
原因造成的呢?
2020-05-14 11:22:30
9353
我们使用
烙铁头的时,会遇到电
烙铁焊东西的时候锡不掉下去而是变成一坨附在
烙铁头上,如果不处理会影响电
烙铁的使用效率。
2020-05-14 11:22:17
21707
烙铁通电后温度高达250摄氏度以上,不用时应放在
烙铁架上,但较长时间不用时应切断电源,防止高温“烧死”
烙铁头(被氧化)。要防止电
烙铁烫坏其他元器件,尤其是电源线,若其绝缘层被
烙铁烧坏而不注意便容易引发安全事故。结果把
烙铁头烧黑烧脱。
2020-05-15 11:38:50
15093
铁:
烙铁头镀层中的铁起防腐蚀作用,它是影响
烙铁头使用寿命的关键因素。性能好的
烙铁头镀铁层晶体结构细而密,耐腐蚀效果好,使用寿命长,下锡效果好。
烙铁头中铁镀层的厚度直接影响到电
烙铁的性能,铁镀层薄电
烙铁
2020-05-15 11:29:07
15138
烙铁头尺寸很多,但归纳起来就就四种:尖形、扁形、马蹄形和刀型。选择正确的
烙铁头尺寸和形状是非常重要的,选择合适的
烙铁头能使工作更有效率及增加
烙铁头之耐用度。
2020-05-18 11:18:19
9386
烙铁头分焊台
烙铁头和单支电
烙铁头
烙铁头,焊台无铅
烙铁头和恒温
烙铁头都是内热式
烙铁头、外热式
烙铁头,焊台品牌很多,焊台功率也很多,这些焊台的
烙铁头大多是不能通用的,即使同一个品牌也不是每个都可以通用
2020-05-18 11:18:22
37585
烙铁的温度不能过高,温度过高
烙铁头就
发黑不上锡,俗称烧死了,所以
烙铁温度到一定程度要断电,当然如果是恒温
烙铁就方便了。
2020-05-19 11:33:26
12938
自动
焊锡机作为最近几年才兴起的高新技术,很多人购买之后却不能很好的使用它,导致其寿命大大缩短不说还有可能使其工作量都上不来,下面我们就给大家分享一下使
烙铁头是怎么
焊锡的,怎样让其保持良好的锡量和流畅性的关键。
2020-05-19 11:22:18
3531
烙铁头使用氧化最让人头疼的,那就是因为
烙铁头在持续高温、缺少包袱锡的情况下发生了氧化,变黑了,不沾锡,热传导变差很难融掉工件表面的锡层。但是这层氧化很难去除。很多人用利器或砂纸等“刮”
烙铁头,虽一时效果不错但却大大的损害了
烙铁头的使用寿命;
2020-05-19 11:33:21
31134
自动
焊锡机的
焊锡工作主要是通过
烙铁头来完成的,那么其重要性便不言而喻,但是其出问题的次数也是经常看到,经常得不到解决觉得莫名其妙,其实通常情况下我们只需要注意以下几点便可以保持一个良好的工作效率,下面为大家总结了几个方法:
2020-05-19 11:22:33
6046
烙铁头顶端温度应根据
焊锡的熔点而定。通常
烙铁头的顶端温度应比
焊锡熔点高30°~80°C,而且不应包括
烙铁头接触焊点时下降的温度。弯
烙铁头的电
烙铁用在正握法比较合适,多用于线路板垂直桌面情况下的焊接。
2020-06-01 11:41:39
4469
烙铁头
自动清洁器的清洁原理是里面配置耐高温滚动刷,需要清洁
烙铁咀时,机器插上电源,按住面板不锈钢板(即开关),机器立即工作。下面一起分享一下关于它的使用优势。
2020-06-01 11:17:10
3559
情况的出现,导致此情况出现的
原因除了
烙铁头本身的有点问题之外,还可能有几个其他方面的
原因,下面为大家介绍
自动
焊锡机
烙铁头不沾锡的
原因及
解决办法。
2020-06-01 11:23:10
7710
烙铁头没用多久就被氧化,氧化后的
烙铁头不方便焊接元件,不得已只能换掉,现在有了
烙铁头复活膏,既简单又经济,
烙铁头重获新生。有效去除焊嘴氧化层。并重新对焊嘴镀锡,达到焊嘴再生目的。能使各种因氧化烧黑的
烙铁头复活。
2020-06-01 11:23:12
22078
烙铁头穿孔,是一种腐蚀的现象,
烙铁头的原材料为铜材,表面镀有一层镀铁层,起保护作用,
烙铁头发生穿孔,就是指
烙铁头在高温下,铁发生氧化,温度越高,氧化的速度越快,所以,在保证焊接要求的前提下,应尽可能的使用低温进行焊接!良好的保养
烙铁头,培养好的
烙铁头使用习惯,
烙铁头穿孔的主要
原因在于
烙铁头的主要结构。
2020-06-02 10:18:43
12459
自动
焊锡机在使用前一定要把
烙铁头上的氧化物清洁干净,这样焊接时可以保持
烙铁头有一个很好的上锡状态。同时在焊接完成之后,也要在
烙铁头上加上一层新锡,这样就能使
烙铁头不至于氧化太快。清洗
烙铁头的时候,可用润湿的专用清洁海绵去擦掉
烙铁头上的助焊剂残留物和氧化物,或用刀片把这些东西给刮掉,再开始进行焊接。
2020-06-02 10:18:41
3235
D型
烙铁头又名(一字型
烙铁头、一字批咀型、扁头
烙铁头)一字铲头,顶端和一字螺丝刀一样的,相信使用早年大功率
烙铁的都不陌生。现在也有大小之分,小铲头也是有的。用批咀部分进行焊接,可根据需要选择不同大小
2020-06-02 10:01:39
3612
烙铁头带电故障的
原因除电源线错接在接地线接线柱上外,还有一个
原因就是当电源线从
烙铁心接线柱上脱落后,又碰到了接地线的螺钉上,从而造成
烙铁头带电。出现这种故障容易造成触电事故,并会损坏元器件。为防止电源线脱落,平时应检查电
烙铁手柄上的压线螺钉是否有松动和丢失,如有松动或丢失,应及时配好。
2020-07-08 10:06:12
9382
在使用电
烙铁进行焊接工作时,经常会遇到电
烙铁头氧化不吃锡的问题,引起
烙铁头不吃锡的
原因多种多样,但只要懂是总结经验,常见的
烙铁头不吃锡的
原因还是会找到的,另外对于
烙铁头不吃锡的处理方法,也是要掌握住的。
2020-10-28 10:27:15
31171

在拿到新
烙铁头时,装好、通电、加热、调温进入工作状态,在这个过程中有些使用者往往忽略了对新
烙铁头的保护。
2021-03-15 09:40:52
16674
电
烙铁用了太久。放置太久的电
烙铁或者被不怎么会用的人用过的电
烙铁都会氧化,轻则不够热,重则连锡都上不了,如果不知情况,硬用,还会让里头的发热丝报废,热散不出来。 那么,
烙铁头氧化了怎么处理,怎么使用
烙铁头才不会容易氧化呢?
2021-03-15 10:01:30
10766
烙铁头失效的
原因归根结底就是
烙铁头不上锡,不能进行焊接操作,导致
烙铁头失效的
原因有如下几点。
2021-03-15 10:10:10
6361
使用电
烙铁进行焊接作业时,经常会碰到
烙铁头不沾锡的情况,
烙铁头不沾锡,就无法进行焊接操作。如果使用不当经常更换
烙铁头也是一笔不小的开支。此类情况除去电
烙铁头自身的质量问题外,下文我将对
烙铁头不粘锡的
原因和
烙铁头不沾锡如何修复做具体解释:
2021-03-15 10:15:43
132234
德赢Vwin官网 网站提供《PCB
烙铁头T12设计.zip》资料免费下载
2022-08-15 10:04:40
22
德赢Vwin官网 网站提供《
自动
烙铁头清洁器arduCleaner开源分享.zip》资料免费下载
2022-11-24 14:34:25
0
一般情况,我们在进行
焊锡丝焊接得时候为什么经常会遇到
烙铁头不粘锡的现象,所以
焊锡时
烙铁头容易黑不沾锡怎么解决?其实造成不粘锡的缘故还是很多,只能从中去寻找这些问题从而去解决,下面由佳金源锡膏厂家
2021-11-25 16:09:17
4780

焊丝在焊接过程中不沾锡是手工焊接时的常见情况,造成焊丝不沾锡的
原因主要有三个方面,一是焊接焊头的
原因,二是操作过程不当,三是焊丝的
原因,今天锡膏厂家就为大家总结一下:1、未选择正确的
烙铁头焊接
2023-02-16 11:46:48
4060

焊锡丝焊接时不粘锡是手工
烙铁焊接时常见的现象,造成不粘锡的
原因主要有两大方面,一是
焊锡丝方面的
原因,另一方面是焊接时
烙铁及操作方法方面的
原因,下面由佳金源锡线厂家为大家总结如下:一、
烙铁头的温度设置
2023-07-10 16:10:12
3275

焊锡丝焊接时不粘锡是手工焊接中常见的现象。最近,很多客户问
焊锡丝不粘锡的
原因是什么。以下由佳金源锡线厂家总结如下:1、
焊锡丝表面一般涂有一层防粘涂层,用于防止
焊锡丝和
烙铁头等焊接工具粘在一起,这种
2023-10-14 16:05:53
1472
1、使用
自动
焊锡机进行焊接作业时,由于对零件的耐热性,安全作业的考虑,
焊锡机
烙铁头的设定温度一般希望在350度~380度以下;2、据
焊锡机
烙铁头的不同焊接作业的不同,选择最合适的机用
烙铁头是很重
2023-11-22 04:31:17
195
由于机械结构、功能、用途的不同,电
烙铁的主要用途是焊接元件和导线。我们在进行
焊锡丝焊接的时候经常会遇到
烙铁头不粘锡的现象,该怎么解决呢?其实造成不粘锡的缘故还是很多,只能从中去寻找这些问题从而
2024-01-22 17:37:05
491
 德赢Vwin官网 App
德赢Vwin官网 App






 工商网监
工商网监
评论