 德赢Vwin官网
App
德赢Vwin官网
App


线缆行业目前主要是工业类线束加工和消费类线缆加工为主,其中消费类的高频高速由于升级换代的频率较快,所以在工业线束面前看似更有难度,实际上工业类线束加工也是非常有品控要求的类目,其生产制造过程需要严苛而又恰当的步骤,材料选用,工序安排等众多细节和因素都决定着线束加工出现的品质状况,因此线束的生产加工步骤的每一步必须高度重视而且细腻,接下来我们一起去看看线束加工的基础步骤是如何的。
线束工艺基本流程之来料外观检验
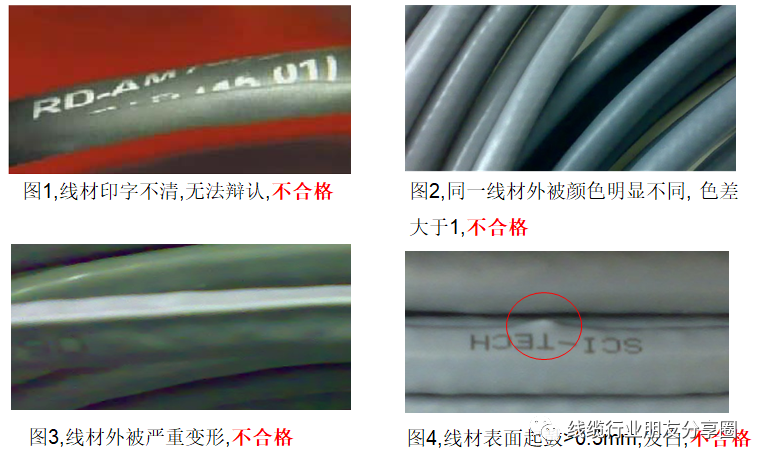
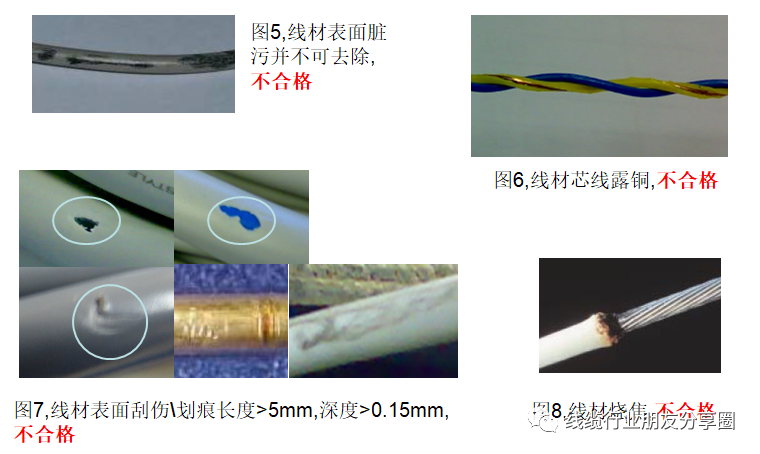
线束产品加工过程中产品外观不良会造成整个产品不良,为了防止不良品的流出,对于线束加工外观检验必须严格按照检测规范执行,对于线束加工主要的原材料之线材及端子外观检验就非常重要,常见来料不良状况列举如下八种,供大家参考!
端子外观检查

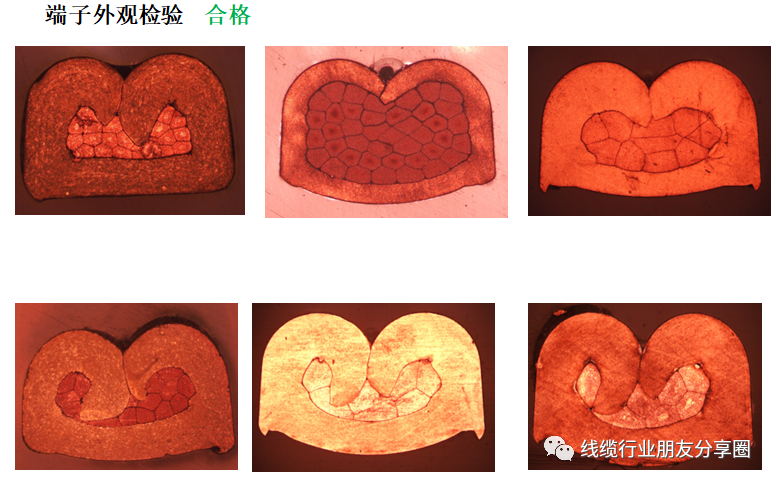
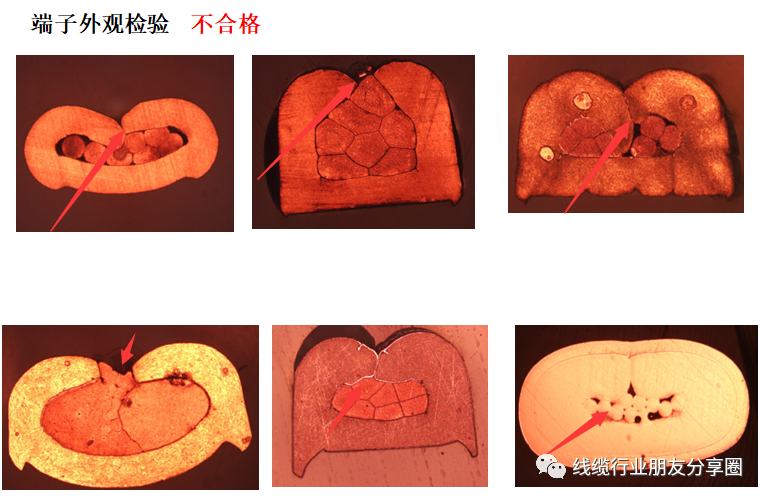
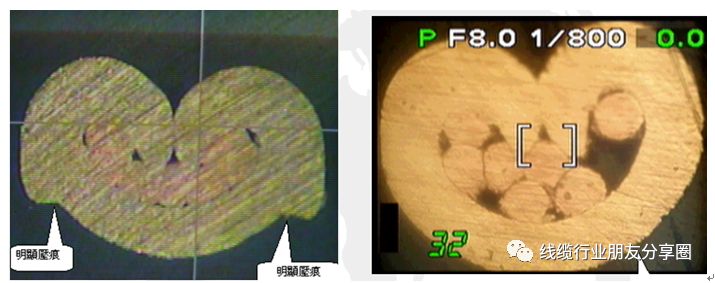
举例分析:良品压着区背面有明显压痕,不良品压着区背面成光滑弧线无明显压痕
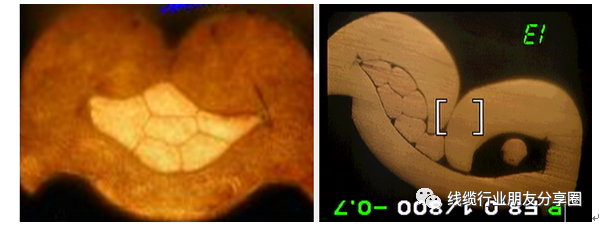
举例分析:良品7根导体相互挤压变形, 压着紧密不良品1根芯线偏单边
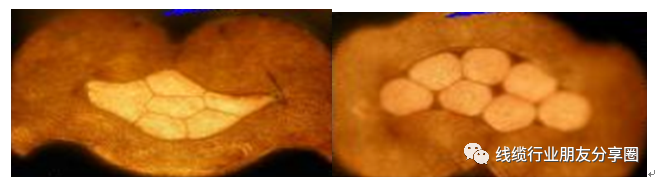
良品7根导体相互挤压变形,压着紧密,无间隙不良品7根导体相互压着,但有间隙
线束工艺基本流程之剥皮
剥皮就是用全自动裁线机器设备将电缆线按加工工艺规定的规格剪裁进行,将裁好的线缆梳理齐整放到指定位置,并贴上标志。剥皮的重要性不言而喻,最主要的三点要求如下,
①剥皮的尺寸须在客户要求的公差范围内;
②不可剥断线缆里面的导体铜丝;
③切剥口须平整圆滑;
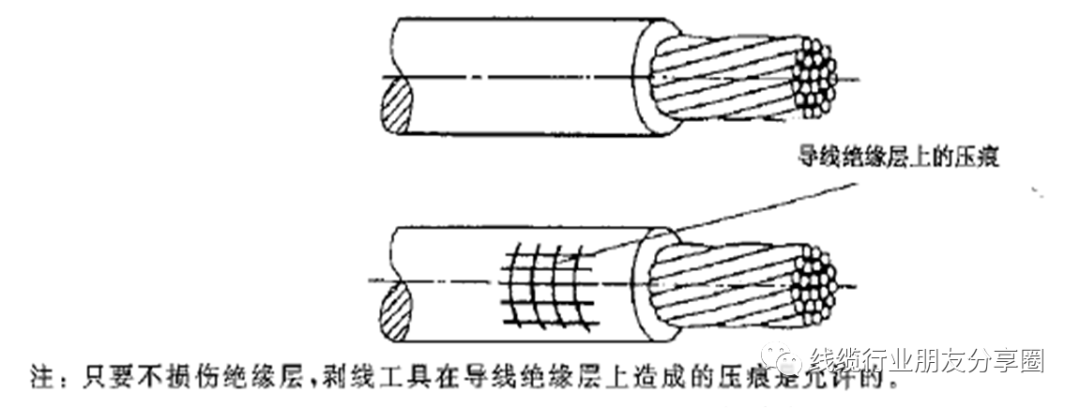
剥皮正确图示
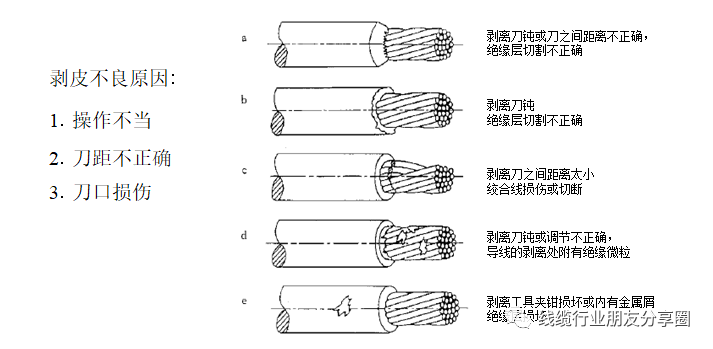
剥皮不正确图示
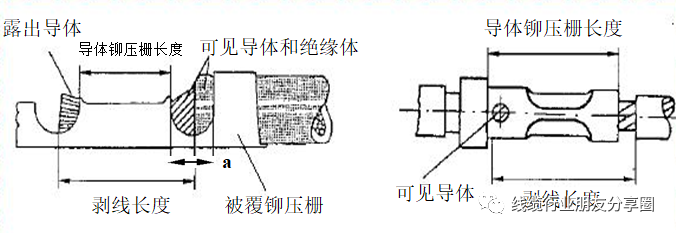
业界一般参考的剥皮尺寸控制
剥皮尺寸=导体铆压栅长度 +1/2a +0.5mm(线规:0.3mm2 以下)
剥皮尺寸=导体铆压栅长度 +1mm (线规:0.3—1mm2 )
剥皮尺寸=导体铆压栅长度 +2mm (最大线规:10mm2 )
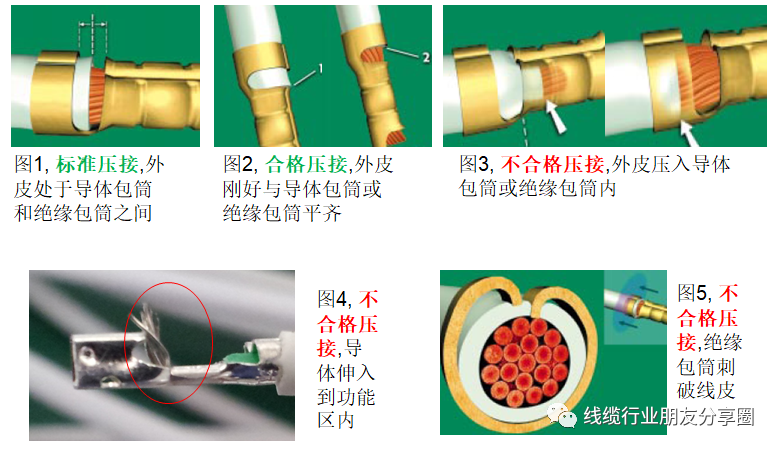
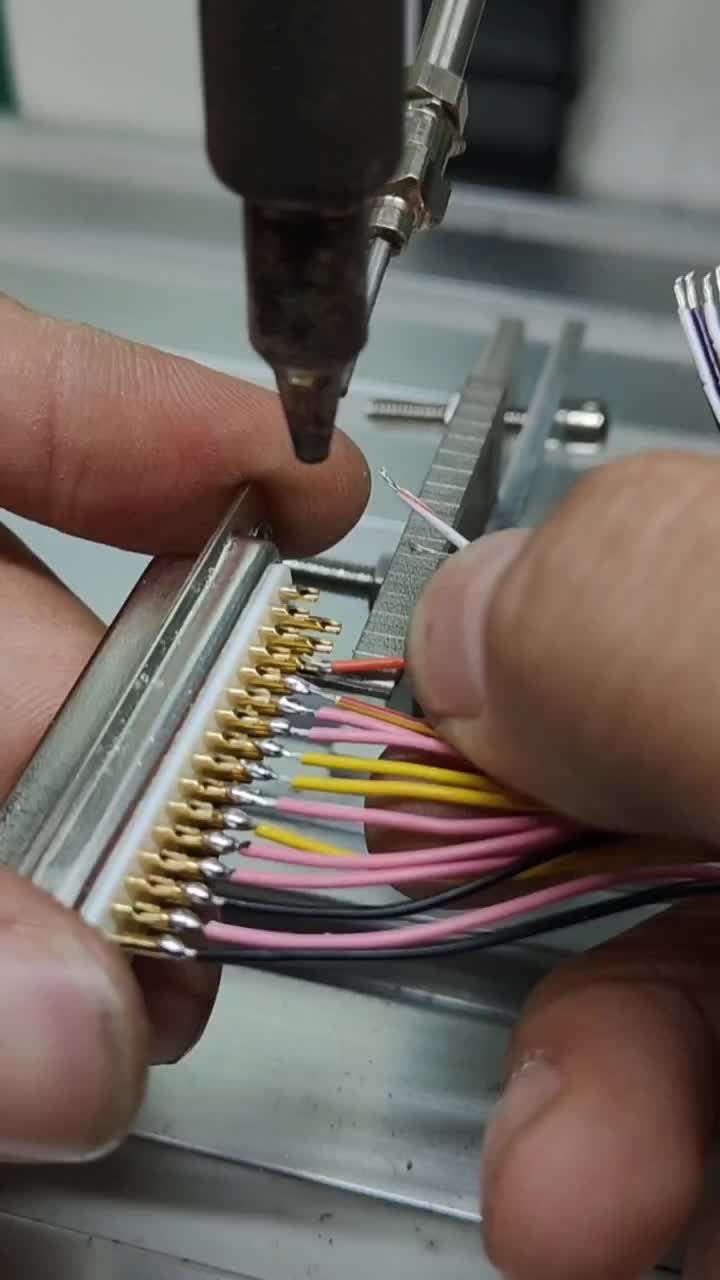
线束工艺基本流程之铆压端子
铆压端子是线束加工里面最核心的工序,产品的质量好坏控制都在此工序为主,打端子业界目前主要是两种工艺,一种是铆压,一种是焊接,产品加工采用铆接或焊接,这个不能一概而论,主要取决于对接头的要求,接头加工条件,以选择合适的加工工艺。一般来说,压接的设备、施工要求可能简单一点,对材料本身的强度影响可能会小一点,成批加工效率会高一点,但在仅需要处理一个线材与端子的连接时(例如更换某设备中一根连接线)导线与端子之间用焊接可能会方便得多。银触点铆合端子铆接是一种常见的机械联接方法,在冲压等金属二次加工中较为常用,在电子导电触点与簧片联接一般采用旋铆。传统的旋铆一般都由操作工在旋铆机上手工装配后旋铆完成,这种工艺不但生产效率低,而且旋铆质量不稳定。冲压所采用的模内铆接方式,实现簧片在多工位级进模中成形的同时,利用自动控制技术实现导电触点由模外的自动送进和精密定位并压铆成形,不仅可以提高生产效率,而且铆接质量稳定.模内银触点铆合端子铆接的工艺步骤:触点级进模冲制动簧片→动簧片酸洗→铆触点→动簧触点组件弯曲.由于该产品生产批量大,为了提高生产效率,稳定产品质量,降低生产成本,制定的新工艺路线为:级进模带料生产动簧片条料→条料清洗→条料铆触点及成形.模内银触点铆合端子铆接的技术要求:要实现好模内铆接,对模具零件加工精度要求极高,需用油割,PG,JG等高精密加工设备;同时需振动盘与模具配合自动铆合;而且对铆接的银触点及弹片间隙及段差要求很高。
业界一般参考的铆压标准和要求
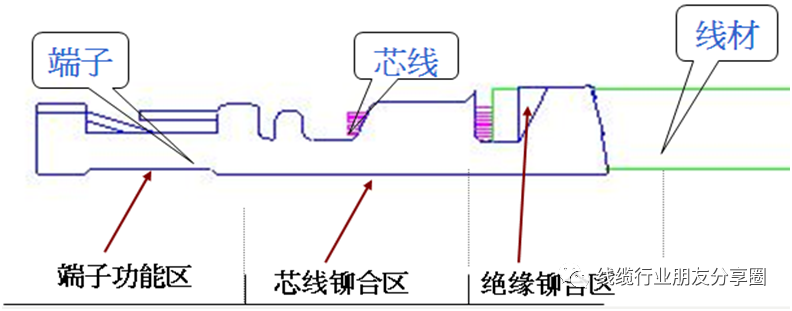
端子功能区:
A: 端子必须保持直的状态,不可弯曲变形;
B: 公母实配部位不可弯曲变形,张开或框口内缩
C: 与胶芯或外壳配合的倒刺或定位装置不可变形
芯线铆合区
A: 开放式铆合区;B: 闭合式铆合区;C: 铜轴隔离线或编织线铆合区
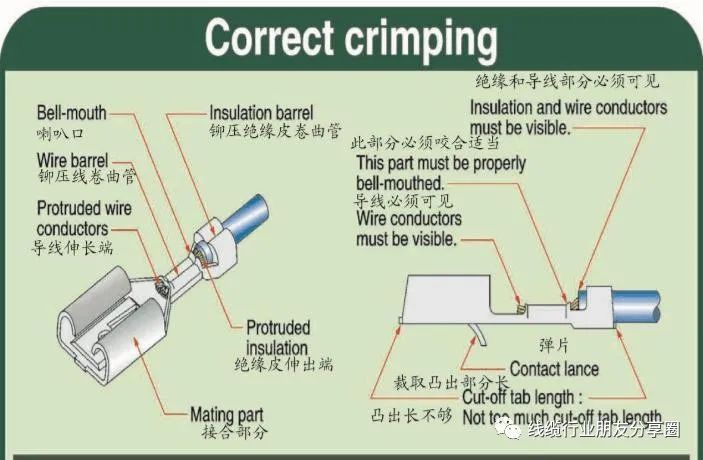
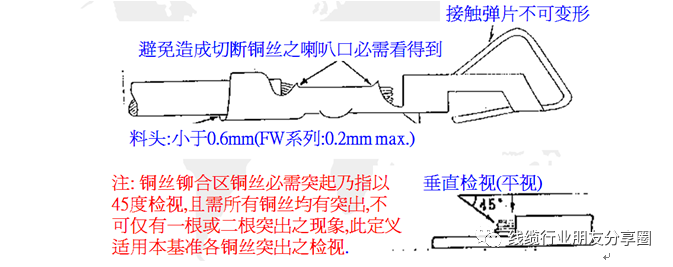
总体要求
除特殊规定外,铆合区铆合后芯线露出长度不可超过1.6mm
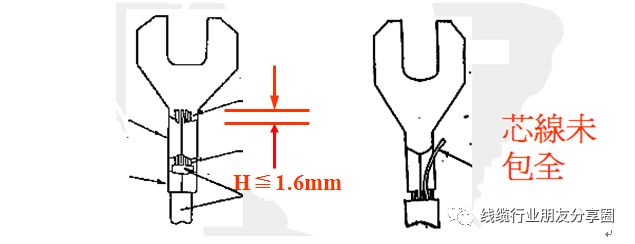
B,铆合后所有芯线必需包于芯线铆合区壁内(左图为不良品)
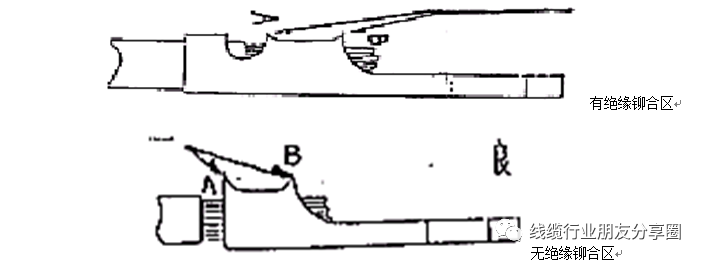
C,喇叭口为必须,但A点一定要有,以免芯线铆断, 如果B点没有可允收。
D.铆合后芯线断股现象超过附表所列之规格要求

铆合状态检验须同时满足以下四项Spec方可认为所打端子为良品:
A.端子 spec (C/H,C/W,I/H,I/W); B.端子对线材保持力; C.电线绝缘皮摇摆测试; D.外观检查
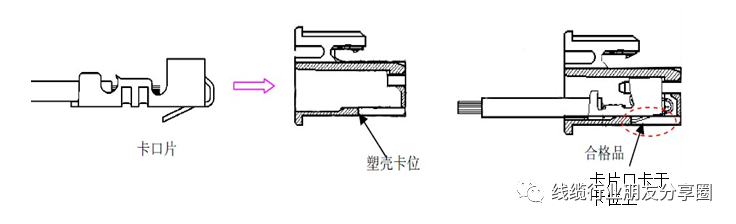
线束工艺基本流程之穿胶壳
将铆压好之端子卡口片方向与塑壳卡同向,再将端子平推入塑壳,当听到卡喀声后,再回轻拉线材,以确定端子正确卡入塑壳,无脱落则合格.注意依工程图要求组装,不可插错位。
穿胶壳工序自动化目前已经线束行业非常成熟的工艺,而且也是线束加工行业使用非常广泛的一种自动化加工设备,可实现自动穿胶壳、沾锡、打端、扭线等多功能。
线束工艺基本流程之量测控制
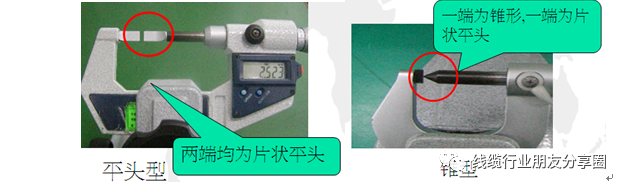
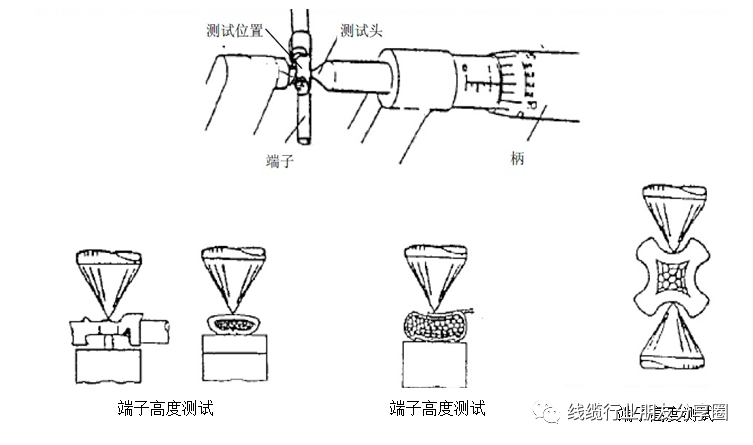
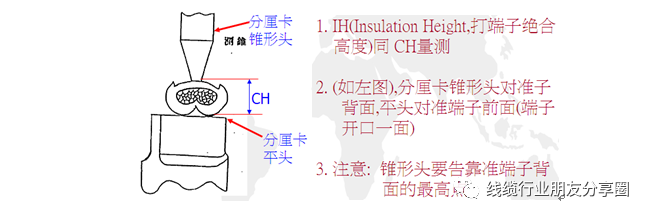
铆端高度测量:作为确保正常压着性能的管理方法,有必要进行铆端高度测定,设定高度虽然是在铆端机方面设定的,但就其测定却是在铆端之物上进行的,测试时使用铆端高度测定用仪器——千分尺,用其测定铆端体的“固定栅”和“挤压栅”的各中心部位,测试时需避开“挤压沟”,且确认用的线材应为生产使用之线材。
量测注意事项
量测仪器在校验有效期内
量测时要与量测面保持垂直,不能用大力挤压,轻轻靠在量测点后轻扭分厘卡尾端听到2~3次响声后即可读数
量测数据要逐一及时记录
以分厘卡量测,分厘卡的精度应为0.001mm
锥形头要找准端子背面的最高
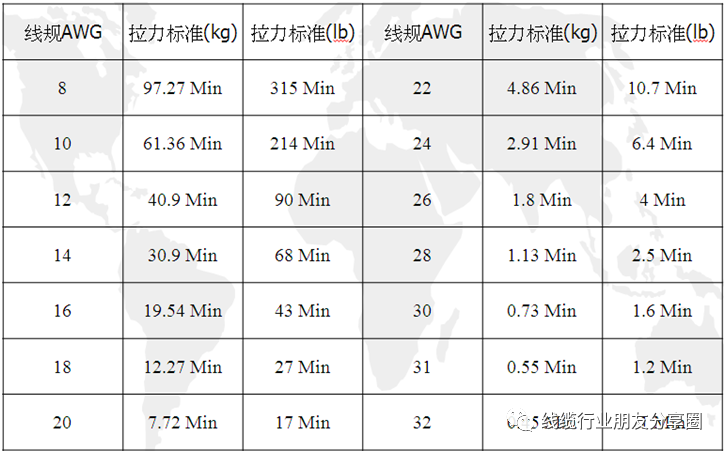
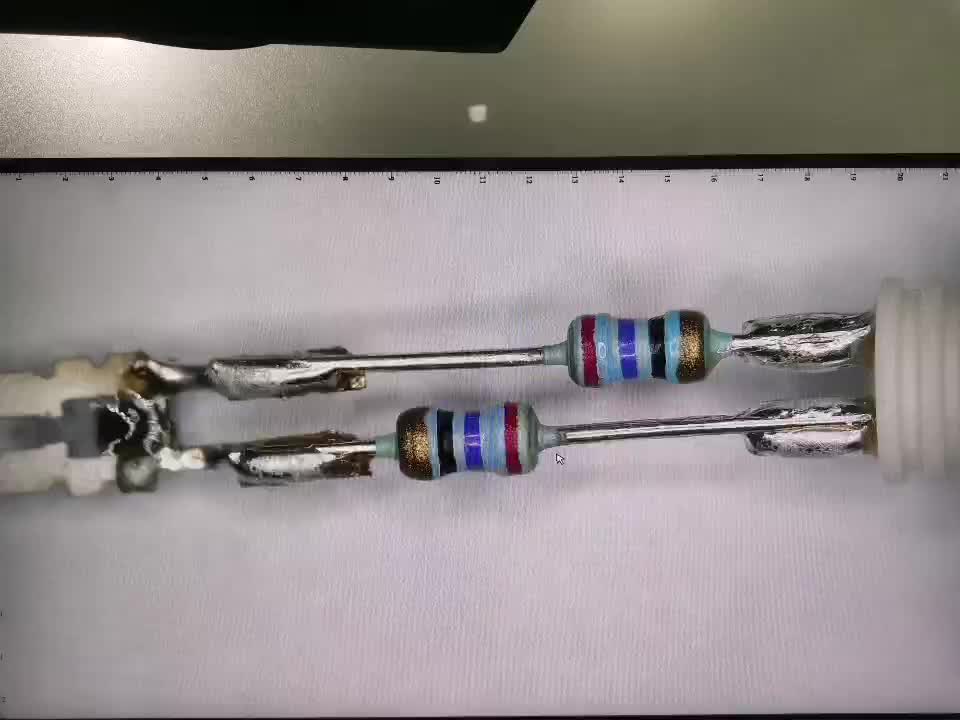
拉力测量:是为了进行铆压栅的铆端高度是否适宜之判断的一种确认项目,其确认方法为 拉扯被压着的端子与线材确认其破坏强度以及保证其强度, 无论铆端高度是多么恰如其分,仍有缺陷,故为弥补高度检测的缺陷,测拉力强度是必要的。
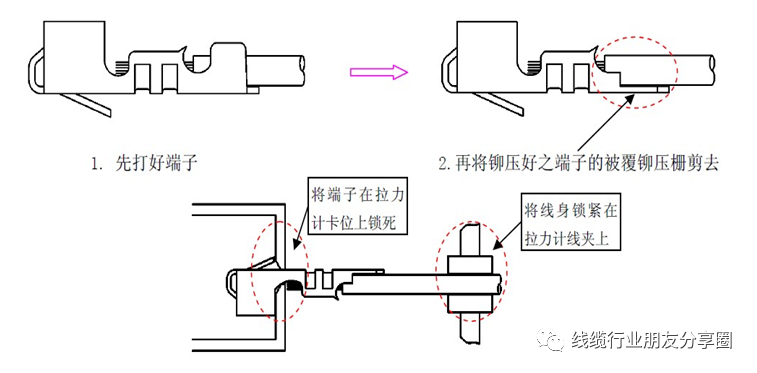
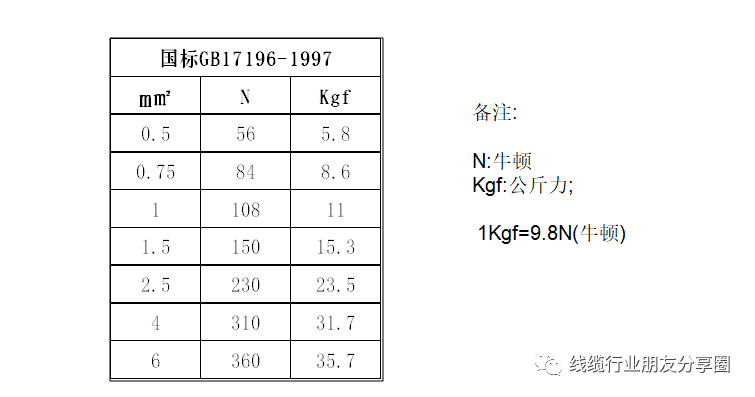
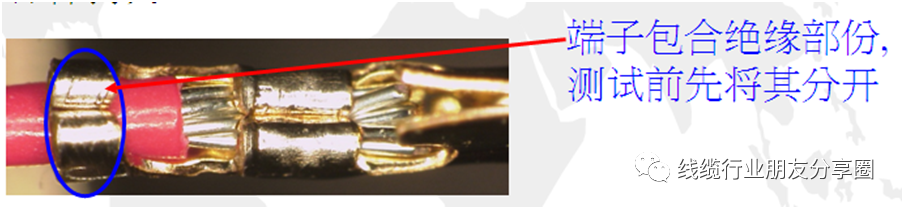
端子对线材保持力量测试,
依所测端子保持力规格,一般磅力计最小刻度为端子保持力规格公差的1/5 ~ 1/10,以精确获得量测结果.
3. 量测时芯线应是被拉出端子或被拉断.若芯线拉断,其位置不可在芯线铆合区.
4. 测试速度: 1+/0.25 inch/min. (约 25+/-6 mm/分钟,参考 MIL-STD-1344A,method 2003.1)
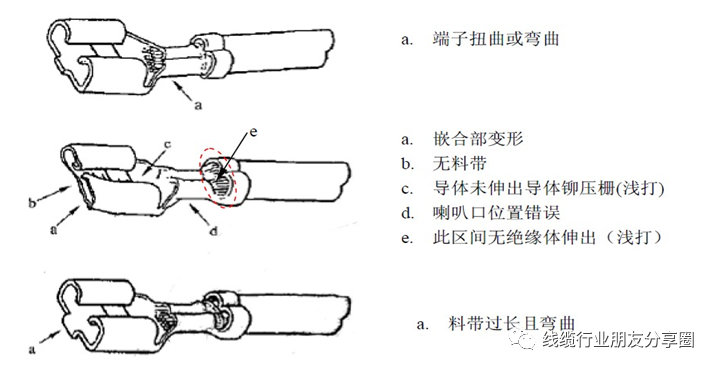
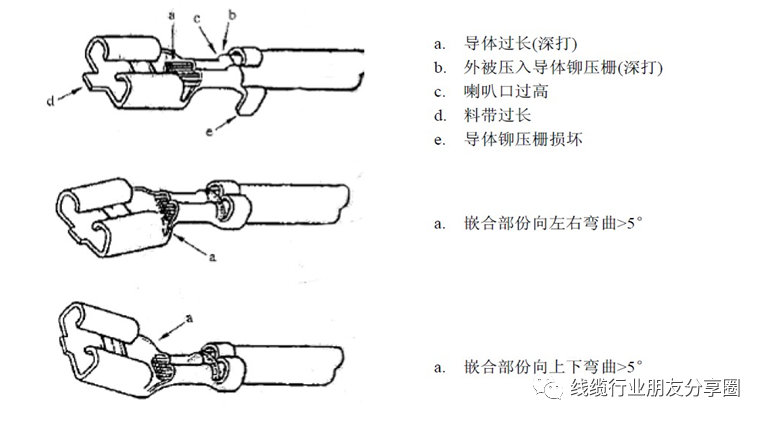
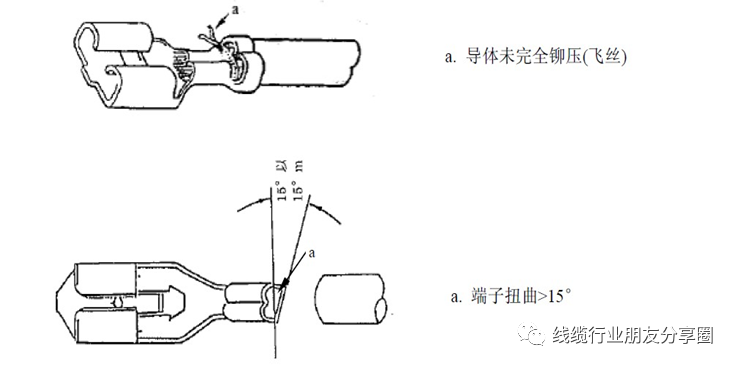
目测项目;以下为在目视检测中常见拒绝接收的部分
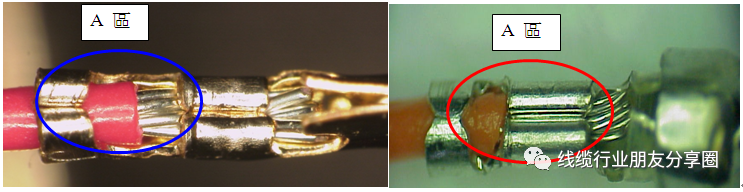
良品:剥绝缘皮整齐且绝缘体/A区长度=1/2
不良品:剥绝缘皮不整齐且绝缘体/A区长度>1/2
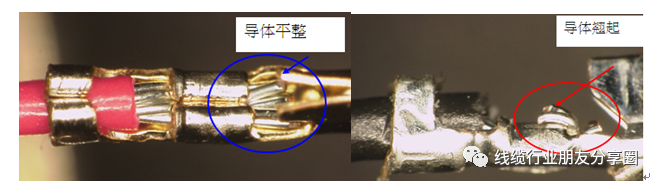
良品:B区导体平整,不翘起不良品: B区导体翘起
审核编辑:黄飞















 工商网监
工商网监
评论