 电火花加工放电状态
电火花加工放电状态
电火花加工放电状态
放电状态指电火花加工中放电间隙内每一个脉冲放电时的基本状态。一般分为五种放电状态,如下图所示。
1)开路(空载脉冲)
放电间隙没有击穿,间隙上有大于50V的电压,但间隙内没有电流流过,为空载状态。
2)火花放电(工作脉冲,或称有效脉冲)
间隙内绝缘性能良好,工作液介质被击穿后能有效地抛出、蚀除金属。其波形特点是:电压上有、和波形上有高频振荡的小锯齿。
3)短路(短路脉冲)
放电间隙直接短路,这是由于伺服进给系统瞬时进给过多或放电间隙中有电蚀产物搭接所致。间隙短路时电流较大,但间隙两端的电压很小,没有蚀除加工作用。
4)电弧放电(稳定电弧放电)
由于排屑不良,放电点集中在某一局部而不分散,局部热量积累,温度升高,恶性循环,此时火花放电就成为电弧放电。由于放电点固定在某一点或某一局部.因此称为稳定电弧,常使电极表面积炭、烧伤。电弧放电的波形特点是和高频振荡的小锯齿基本消失。
5)过渡电弧放电(不稳定电弧放电,或称不稳定火花放电)
过渡电弧放电是正常火花放电与稳定电弧放电的过渡状态,是稳定电弧放电的前兆。波形特点是击穿延时很小或接近于零,仅成为一尖刺,电压电流表上的高频分量变低或成为稀疏的锯齿形。
电火花加工介绍
电火花加工中的电蚀现象早在19世纪末就被人们发现,如插头、开关启闭时产生的电火花对接触表面会产生损害。20世纪早期苏联的拉扎林科在研究开关触点遭受火花放电腐蚀损坏的现象和原因时,发现电火花的瞬时高温会使局部金属熔化、气化而被蚀除掉,从而开创和发明了电火花加工方法,并于1943年利用电蚀原理研制出世界上第一台实用化的电火花加工-装置,才真正将电蚀现象运用到实际生产加工中。中国在20世纪50年代初期开始研究电火花设备,并于60年代初研制出第一台靠模仿形电火花线切割机床。
电火花加工是一种利用电能和热能进行加工的新工艺,俗称放电加工。电火花加工与一般切削加工的区别在于,电火花加工时工具与工件并不接触,而是靠工具与工件间不断产生的脉冲性火花放电,利用放电时产生局部、瞬时的高温把金属材料逐步蚀除下来。由于在放电过程中有可见火花产生,故称电火花加工。
-
脉冲
+关注
关注
20文章
889浏览量
95618 -
电火花
+关注
关注
0文章
29浏览量
12442
发布评论请先 登录
相关推荐
ATA-61520功率放大器在电火花加工中的应用
金刚石磨轮的电火花成形磨削加工
基于单片机控制的电火花加工电源
电弧放电特点及危害_电火花放电和电弧放电的区别详解
如何采用单片机实现电火花机床中的设计
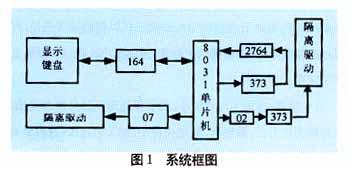
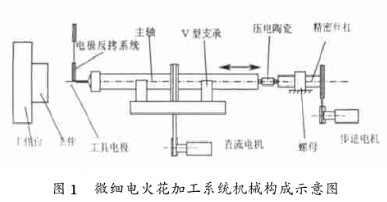
微细电火花加工的组成特点与系统设计
电火花加工的三个条件_电火花加工的四个过程
电火花加工的加工特性_电火花加工的工艺参数
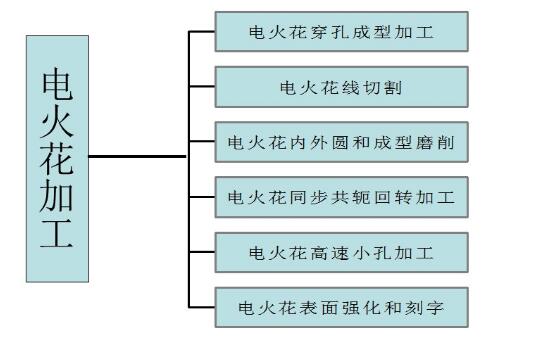
电火花加工有哪些类型
电火花加工实验
功率放大器在电火花加工中的作用有哪些
高压放大器在电火花加工中的作用是什么





 工商网监
工商网监
评论