 回流焊设备中浸润参数的温度与时间设置
回流焊设备中浸润参数的温度与时间设置
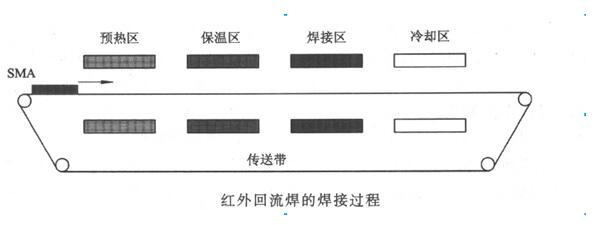
在SMT加工中最常用的一个设备就是回流焊,讲到回流焊就需要了解这个设备的浸润区。浸润区也称为回流焊的预热区,是SMT贴片的温度曲线形状设置的关键,是不同焊膏、不同产品温度曲线的差异所在。
其作用主要有三个:使焊剂中的溶剂挥发,使焊剂活化并去除被焊接金属表面氧化物,减小焊接时PCBA各部位的温差。
浸润区参数的设置,除了考虑PCBA的温度均匀性外,焊剂的有效性也是个重要考虑因素。助焊剂从100℃起就具有比较明显的活性,温度越高,反应越快,如150℃时的反应速度比100℃时高出一个数量级。
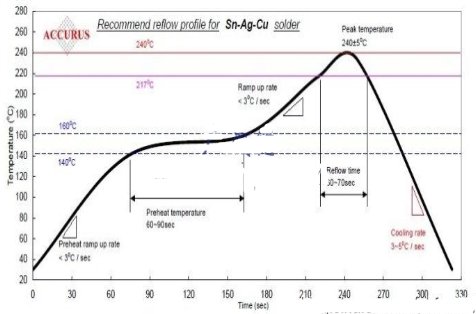
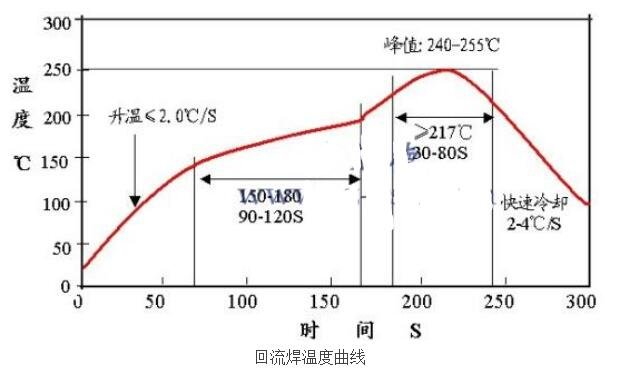
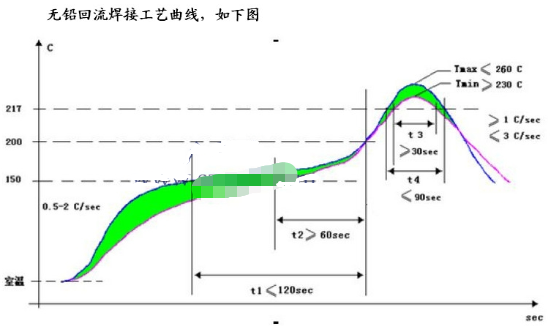
去除被焊接表面的氧化物的过程主要发生在150℃到焊膏开始熔化这段时间,是助焊剂的主反应区。因此,控制焊剂活性的有效性就是需要监控150℃到焊膏熔化这段时间。对于SAC305焊膏,浸润参数的设置如下:
(1)浸润开始温度(Tma),通常按150℃来设置(对于有铅工艺,按100℃设置)。
(2)浸润结束温度(Tmx),通常按200℃来设置(对于有铅工艺,按150℃设置)。
(3)浸润时间(T),一般在60~1208。只要PCBA在进入再流焊阶段前达到基本的热平衡即可,在此前提下,时间越短越好。
为什么选择150℃这个温度呢?因为一般的阻封器件的铸模温度在150~160℃,那么在此温度下塑封的QFP、BGA等器件可以认为是无变形的。这种情况下,元器件电极与焊膏没有分离,一定程度上可以有效地隔离热风对电极下焊膏焊粉的氧化对于PCBA而言,从进入再流焊接炉到焊锡粉熔化,称为预热段。我们之所以把预热段划分为升温区和浸润区,主要是为了更好地控制焊剂助焊功能一一焊点熔化之前持续有效的助焊能力和防再氧化能力对于有铅焊接工艺或混装工艺,由于浸洞温度比较低,器件的变形还不是很明显,浸润时间对焊剂活性的影响也比较小,因此,可以不做重点的监控,通常把100~150℃之间的时间作为SMT贴片加工工艺监控项即可。经验表明,对于有铅工艺,这个时间窗ロ比较大,一般的焊膏不超过3min都是可以的。
推荐阅读://m.hzfubeitong.com/article/1067739.html
责任编辑:gt
-
smt
+关注
关注
40文章
2899浏览量
69194 -
PCBA
+关注
关注
23文章
1520浏览量
51441 -
回流焊
+关注
关注
14文章
467浏览量
16744
发布评论请先 登录
相关推荐
回流焊设备四大温区作用详解
回流焊原理以及工艺
回流焊具体是怎样的呢?回流焊的原理是什么?
回流焊的温度曲线怎么设置
国内回流焊设备排名
红外回流焊介绍_红外回流焊加热原理
回流焊几个温区_回流焊各温区温度和时间设置





 工商网监
工商网监
评论