 归纳电动机控制的一般原则
归纳电动机控制的一般原则
对电动机控制的一般原则,归纳起来有:行程控制原则、时间控制原则、速度控制原则和电流控制原则。
一、行程控制原则
根据生产机械运动部件的行程或位置,利用位置开关来控制电动机的工作状态称为行程控制原则。行程控制原则是生产机械电气自动化中应用最多和作用原理最简单的一种方式。
二、时间控制原则
利用时间继电器按一定时间间隔来控制电动机的工作状态称为时间控制原则。如:在电动机的降压启动、制动及变速过程中,利用时间继电器按一定的时间间隔改变线路的接线方式,以自动完成电动机的各种控制要求。在这里,换接时间的控制信号由时间继电器发出,换接时间的长短则根据生产工艺要求或者电动机的启动、制动和变速过程的持续时间来整定时间继电器的动作时间。
三、速度控制原则
根据电动机的速度变化,利用速度继电器等电器来控制电动机的工作状态称为速度控制原则。反映速度变化的电器有多种,直接测量速度的电器有:速度继电器、小型测速发电机;间接测量电动机速度的,对于直流电动机用其感应电动势来反映,通过电压继电器来控制;对于交流绕线式异步电动机可用转子频率来反映,通过频率继电器来控制。如图4.3 1所示的电动机低速脉动控制线路属于速度控制。
其工作原理如下:

图4.31 电动机低速脉动控制线路
先合上电源开关QS,当按下启动控制按钮SB1时,中间继电器KA1、接触器KM得电动作,电动机启动运转。当电动机转速上升到速度继电器SR的动作转速时,SR常闭触头分断,使KM失电,电动机断电。而当电动机转速自然下降到速度继电器SR的复位转速时,SR常闭触头又恢复闭合,使KM又得电,电动机又再次启动。这样不断重复,实现了电动机低速下的脉动旋转。
四、电流控制原则
根据电动机主回路电流的大小,利用电流继电器来控制电动机的工作状态称为电流控制原则。如图4.3 2所示机床横梁夹紧机构的自动控制线路就是按电流原则来控制的。它是按行程控制原则和电流控制原则组成的。其中位置开关SQ用于夹紧与放松的检查,而电流继电器KA用于根据电动机电流大小来检查夹紧力的大小。
其工作原理如下:先合上电源开关QS,横梁在放松状态下,夹紧机构的螺母滑块3移到左端的极限位置,此时位置开关SQ处于被压状态,触头SQ1—1闭合,SQ1—2分断。这时按下夹紧按钮SB1,接触器KM1线圈得电,其触头动作,夹紧电动机M启动正转,通过减速机构驱动滑块右移,在电动机启动瞬间,大的启动电流会使电流继电器KA动作,其常闭触头断开,但因SQ1—1常开触头因受压闭合,所以KA触头的断开并不影响KM1得电动作。当滑块右移一段距离后,位置开关SQ复位,但这时电动机已启动完毕,KA的常闭触头已恢复闭合,KM1线圈经KA常闭触头、KM1常开触头仍保持得电,滑块继续右移,致使杠杆1、2转动,开始夹紧过程。随着夹紧力的增大,电动机定子绕组的电流也相应增加,当增加到电流继电器KA的整定电流时,KA动作,其常闭触头断开,KM1线圈失电触头复位,电动机停转,夹紧即自动停止。
需要放松时,按下放松按钮SB2,接触器线圈KM2得电其触头动作,电动机M反转,滑块3左移,同时杠杆1、2回转,夹紧机构自动放松。直到滑块3左移压动位置开关SQ后,SQ1—2分断,KM2线圈失电,触头复位,电动机自动停转,放松结束。
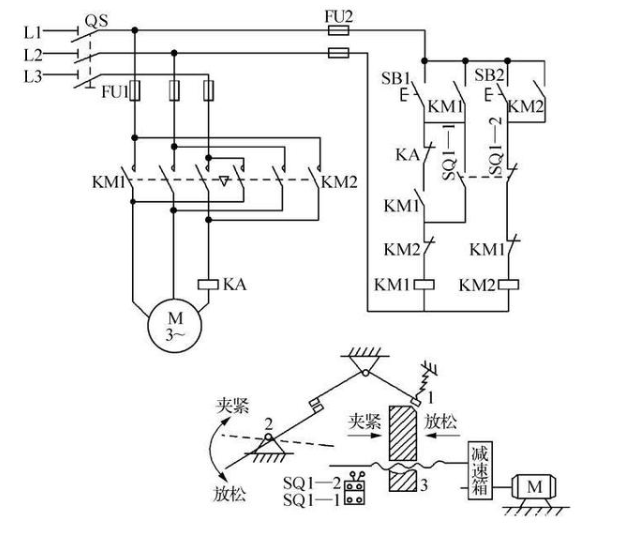
图4.32 机床横梁夹紧机构的自动控制线
如图4.3 2所示夹紧控制线路中,与KA常闭触头串接的KM1常开辅助触头有两个作用:一是避免夹紧动作完成以后,再按下SB1时,KM1再次得电动作;二是当位置开关SQ的位置调整不当时,可避免电动机的反复启动造成KM1主触头烧毛或熔焊的现象。假设未串接KM1常开触头,当按下SB1时,KM1得电动作,电动机正转,驱动滑块右移。若SQ位置调整不当,滑块3虽已移出SQ,SQ触头复位,SQ1—1断开,但电动机主电路启动电流尚未降到KA的释放值,则KA的常闭触头仍断开,导致KM1失电,而这时夹紧机构并未夹紧,为使夹紧机构继续工作,必须再按下SB1,使KM1线圈又得电动作,而启动电动机又会使KA动作,电动机又停止,需再次按下SB1,直至夹紧机构夹紧。如此反复启动,电动机启动电流过大就会引起KM1主触头烧毛或熔焊现象。而有了KM1常开触头,若出现SQ位置调整不当,当滑块移出SQ停止后,再次按下SB1时,由于KM1常开触头分断,KM1无法得电动作,只有调整好SQ位置后,方可重新启动电动机。
- 继电器
+关注
关注
132文章
5210浏览量
147380 - 电动机
+关注
关注
73文章
4017浏览量
95082 - 控制信号
+关注
关注
0文章
148浏览量
11907
发布评论请先登录
相关推荐



 工商网监
工商网监
评论