 航空发动机被发达国家垄断的原因是什么
航空发动机被发达国家垄断的原因是什么
当我们还为航空在中国科技界的地位而奋争时,世界已悄然形成了一个远比飞机行业更严苛、更高度垄断、更严密技术封锁的全球航空发动机格局。 美英法德日等西方国家通过其寡头企业,垄断了世界航空发动机和燃气轮机(本文暂不涉及燃气轮机)市场。美英法寡头企业,包括其合资公司,占领了世界航空发动机市场的70%,而在新机市场上的价值份额更高达90%。全世界能造飞机的公司十数家,而独立的航空发动机供应商只有几家。美、俄两国的航空发动机底蕴深厚,但俄罗斯这只“老虎”一打盹,就被西方远远甩在身后,尤其在民用航空发动机方面,俄罗斯在世界市场几无份额。 世界大型民用航空发动机美国通用电气(GE)↓
美国普拉特·惠特尼(PW)↓
英国的罗尔斯·罗伊斯(RR)↓
以及这三家公司同法国赛峰集团(Safran)相互间合资成立的: 斯奈克玛国际CFMI(Safran/GE)↓
IAE(RR/PW)↓
EA(GE/PW)↓
这些企业具有独立研制航空发动机整机的能力,几乎控制了全球大型民用航空发动机的核心技术研发、总装集成、销售及客户服务等全产业链。 军用和小型航发领域法国斯奈克玛(Snecma)↓
美国霍尼韦尔(Honeywell)↓
德国MTU↓
意大利Avio↓
俄罗斯土星↓
俄罗斯礼炮公司↓
它们具有较完整的生产能力,除了各自领域的整机研发与市场能力外,还是为顶级企业提供大部件和核心机部件的一级供应商。 再下一级的供应商日本三菱重工↓
日本川崎重工↓
日本石川岛播磨重工↓
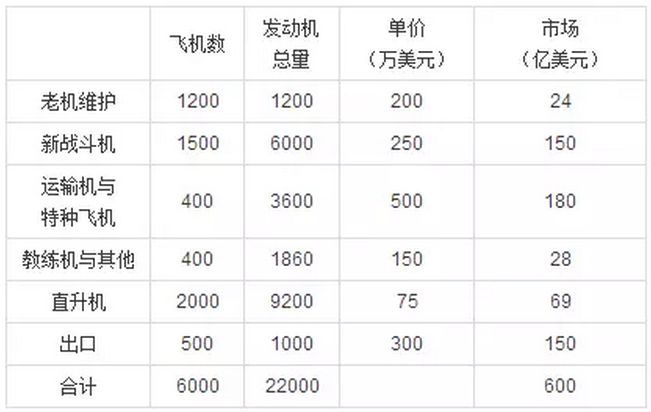
韩国三星科技公司以日韩企业为代表的供应商拥有强大的零部件加工制造能力,主要为上一级企业提供发动机零部件产品。 西方国家为长期保持在航发领域的领先和优势地位,在政府和企业层面,采取了许多措施。在研发投入、项目投资、产业链控制、知识产权保护、技术输出控制等方面,构筑了极高的产业门槛,封堵其他国家和企业的发展与追赶,更不要说后来居上。 这就是航空发动机的世界格局。面对这样一个格局,我们只能从民族大义、国家利益出发,担起艰难的历史使命。 如同在大型民机领域,不管多难,我们也要像变现在的A(Airbus)+B(Boeing)两霸并立为A+B+C(Comac)三极鼎立的新格局那样,在航发领域,我们也要加入世界航空发动机“强人俱乐部”,让世界的东方形成一极,从而逐步改变航空发动机世界格局,尽管这个进程将十分漫长。 未来20年军用发动机需求预测 综合“产研智库”和“中商产业研究院”发布的两份预测报告,进行必要修正后,未来20年中国军用航空发动机总需求量22000台(其中出口军机需要量1000台),价值600亿美元(约4000亿RMB)。年平均1100台,价值200亿RMB。按价值计,新军机装备、老军机维护和直升机各占80%、5%和15%。 新战斗机发动机单价按高低型别均价计算。新机装备比按1.15、换发次数按1计算。部分数据作归整处理。军机发动机原则上应全部使用国产产品,或至少占比90%以上。
F-16
F-16战斗机的F100涡轮发动机
F-35
F-35的F-135发动机
F-22
F-22的F-119发动机
歼-10
歼-10的AL-31发动机
歼-15
歼-15的AL-31H发动机特写
歼-31
歼-31的RD-93发动机
歼-20
歼-20使用的某型号发动机特写 未来20年中国客/货机用发动机需求预测 基于空客和波音两公司对未来20年中国新增客/货机数的预测,分别为5363架/8300亿美元和6330架/9500亿美元。取均值后,按发动机占飞机价值的30%计,未来20年民用航空发动机市场为2580亿美元,发动机整机约5700台。考虑到国产民用发动机处于成长期,力争分享20~30%份额,即1100~1700台,约值500~770亿美元。
A380客机
安装在A380原型机上的遄达900
波音787客机
安装在波音787上的瑞达1000 飞机诞生百年有余,从飞行36米到环球飞行,人类航空技术不断前进,而动力的不断进化才使更多飞行方式成为可能,那么飞机的发动机有多少种呢?今天我们来简单粗暴的列举一下,争取让你秒懂。
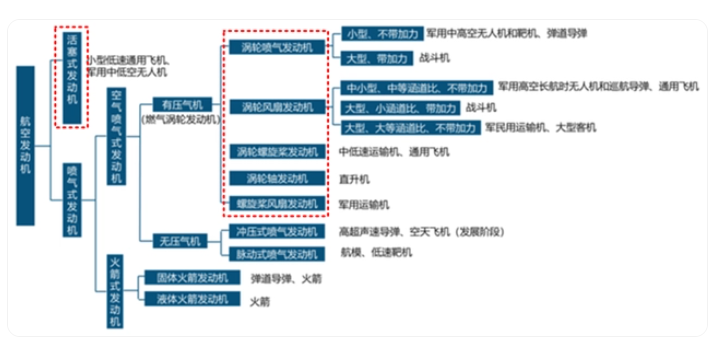
首先,得到大量应用的航空发动机简单分类只有两种,即“活塞式发动机”和“燃气涡轮发动机”,燃气涡轮发动机也常被简单称为“喷气发动机”。 活塞式发动机系列活塞式航空发动机与现在常见的汽车发动机原理一致,依靠燃气在气缸内爆燃,推动活塞做工,所有活塞式发动机都依靠此原理。活塞式发动机根据不同的气缸排列形式分为以下几种。 星型活塞式发动机早期飞机多采用气冷方式给发动机降温,说白了就是直接给气缸吹风,星形布置的气缸正好可以使每个气缸均匀散热。
星型发动机示意图
星型发动机及螺旋桨 星形发动机自1903年就被使用在飞机上。 星形发动机有一个缺陷,就是气缸越多,功率越大,直径就越大,因此飞机只能越粗……这意味着阻力变大。于是后来出现了直列式发动机和V型发动机。
这是个大功率星型发动机的例子。嗯,非常非常
直列发动机原理示意图 直列式发动机直列式发动机与今天的汽车发动机基本一致,气缸站成一排,纵向安装在机头时,明显比星形发动机纤细不少。但直列式也有缺点,气缸越多,发动机越长,如果想和星形一样使用7缸,9缸,那长度简直不可理喻。于是紧凑的V型发动机出现了,让气缸站成两排。
这种纤细美观的机头只有直列发动机或V型发动机才能实现。 V型发动机
正面看,V型发动机气缸排列成字母V形状 于是V形发动机在长度增加不多的情况下,气缸数可以成倍增加。 水平对置发动机把V型的夹角变成180度,还可以做成水平对置发动机。
水平对置发动机气缸排列,水平对置发动机具有扭力大震动小的特点,现金很多活塞式发动机的固定翼飞机和直升机在使用这种形式的发动机。
西锐SR20飞机和罗宾逊R22直升机是常见的空中游览机型,均使用水平对置活塞发动机,经济可靠。 喷气式发动机系列涡轮喷气式发动机涡轮喷气式发动机是使用燃气爆燃膨胀后,直接向后喷出做功的一种发动机。
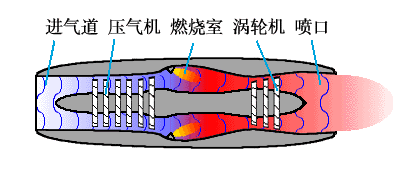
涡轮喷气发动机示意图,涡轮喷气发动机简称涡喷发动机,其历史也很悠久。 1937年,世界上第一个涡轮喷气发动机就开始运行了。涡喷发动机启动时需要先将发动机转子旋转到可运行转速,涡喷发动机由前部压气机进行空气压缩,压缩空气在燃烧室与然后回合点燃,燃气向后喷出的同时推动涡轮旋转,涡轮靠转轴与前部的压气机连接,周而复始即可连续运转。
涡喷发动机连续运转的状态
1970年,通用电气的J85-GE-17A涡喷发动机
能达到3倍音速的米格25战斗机也是用的是涡喷发动机 涡喷发动机连续运转的状态很容易就能发现,涡扇发动机和涡喷发动机两者之间的区别。涡喷只有一个空气通道,专业上叫做“涵道”,而涡扇发动机却有两个空气通道。也就是说,涡喷发动机是单涵道发动机,而涡扇是双涵道发动机。
涡扇发动机分为内涵道和外涵道,内涵道原理与单纯的涡喷发动机无异,称为核心机。核心机驱动前方一个大风扇,推动气流向后,再加上外部整流罩行程外涵道。
发动机在运转时,外涵道与内涵道空气流量的比值叫做涵道比。规律是,涵道比越大越省油,经济性越好,高涵道比的发动机在亚音速时有非常好的能效,所以它广泛地运用于客机、运输机等。
客机和公务机普遍使用大涵道比涡扇发动机
战斗机使用的低涵道比涡扇发动机,节省燃油的同时还能在高速下提供更多动力 高涵道比的发动机,主要推力不是来自于向后喷出的高温燃气,而是来自于外涵道高速向后喷出的空气 现代战斗机也大多采用涡扇发动机,只是,为了追求高空的超音速性能,使用低涵道比的发动机。 涡轮螺旋桨发动机
涡桨发动机工作原理示意图 涡轮螺旋桨喷气发动机,简称涡桨发动机。 涡桨发动机的本质类似于涡喷发动机接上一个减速器,并带动外部的螺旋桨。 涡桨发动机通常用在小型或低速的亚音速飞机上。
国产新舟60支线客机,使用涡桨发动机
国产世界最大水上飞机,蛟龙600同样使用涡桨发动机
图-95轰炸机的涡桨发动机
同轴反转螺旋桨示意图 战斗民族的战略轰炸机图-95使用涡桨动力,双层对转螺旋桨,把涡扇发动机飞机的速度推到了925公里的高亚音速,是个比较极端的例子,也是目前噪音最大的轰炸机。大多数涡桨发动机飞机速度在800公里以下。 桨扇发动机涡桨发动机的燃油效率通常高于涡扇发动机,但它也不是尽善尽美,原因之一是,涡桨发动机上多了一个减速器,也就是变速齿轮。 变速齿轮的存在一是增加了发动机重量,二是多少会带来一些功率上的损耗。 为此,一种不需要变速齿轮的发动机应运而生,它就是桨扇发动机。也可以把桨扇发动机理解为没有外涵道的涡扇发动机。
桨扇发动机加双螺旋桨对转就变成这个样子,由于桨扇发动机的螺旋桨与发动机同速,因此桨扇的螺旋桨转速比涡桨发动机高得多,带来更大动力,更高燃油经济性的同时,也因为转速的大幅增长桨扇发动机的噪音也十分可怕,一般不会用在需要舒适安静的客机上,目前基本上只有军用运输机在使用。
桨扇发动机的螺旋桨直接装在发动机中心的主轴上。因此螺旋桨转速与发动机转速相同,噪音也十分巨大。
桨扇发动机也有螺旋桨在后边的。
桨扇发动机也有螺旋桨在后边的。 涡轮轴发动机涡轮轴发动机顾名思义就是使用轴来传输动力。这种发动机一般适用于并不需要直接提供空气推力的航空器,比如直升机。
直升机的传动原理其实非常复杂,但这个简单的原理图更容易理解涡轮轴发动机的使用方式。 直升机的涡轮轴发动机就是将发动机的功率,通过传动 轴输送给主旋翼,再由主旋翼转动提供升力,因此这与一般活塞式发动机的输出类似,有很多坦克和军舰也使用涡轮轴发动机,比起一般的柴油机和汽油机,涡轮轴发动机重量更轻而功率更大,是非常不错的动力源。
阿帕奇直升机机身背部的两个方筒就是它的两台涡轮轴发动机。 冲压发动机
(a)涡喷发动机(b)冲压发动机,可以看到冲压发动机省去了一系列的压气机和涡轮结构,变得更加轻巧,但只有高速下可以正常运转。 冲压发动机从工作原理来说和涡喷发动机的一样的,但实际上由于省去了所有涡轮结构,冲压发动机又不能归入燃气涡轮发动机的范畴。 冲压发动机去掉了前部的一连串压气机结构。因为,飞行器飞得越快,迎面而来的空气就越快,当达到高超音速时,空气自然被压入进气道,并形成高气压。高压空气进入燃烧室,混入燃油,剧烈燃烧并向后高速喷出以得到动力,与涡喷发动机原理无异。需要说明的是:冲压发动机只有在非常高的速度下才可以运行。
目前投入使用的最快的飞机SR-71黑鸟高空高速侦察机 目前成功使用的例子是美国的超高音速侦察机SR-71“黑鸟”,黑鸟可以达到3倍音速,在3倍音速的状态下,它的发动机内部结构可以通过调整结构,改变为冲压发动机模式运行。 现代工业皇冠上的明珠
航空发动机和地面燃气轮机被誉为现代工业的“皇冠”, 是国家综合实力的重要标志之一。提高航空发动机的性能就必须提升其关键部件——涡轮叶片的性能。涡轮叶片由于处于温度最高、应力最复杂、环境最恶劣的部位而被列为第一关键件,并被誉为“皇冠上的明珠”。涡轮叶片也称动叶片,是涡轮发动机中工作条件最恶劣的部件,又是最重要的转动部件。 先进航空发动机的燃气进口温度达1380℃,推力达226KN。涡轮叶片承受气动力和离心力的作用,叶片部分承受拉应力大约140MPa;叶根部分承受平均应力为280~560MPa,相应的叶身承受温度为650~980℃,叶根部分约为760℃。未来发动机叶片的铸造工艺直接决定了发动机的性能 ,也是一个国家航空工业水平的显著标志。
除了高温条件,热端叶片的工作环境还处在高压、高负荷、高震动、高腐蚀的极端状态, 因而要求叶片具有极高的综合性能,这就需要叶片采用特殊的合金材料(高温合金),利用特殊的制造工艺(精密铸造加定向凝固)制成特殊的基体组织(单晶组织), 才能最大可能地满足需要。复杂单晶空心涡轮叶片已经成为当前高推重比发动机的核心技术,正是先进单晶合金材料的研究使用和双层壁超气冷单晶叶片制造技术的出现, 使单晶制备技术在当今最先进的军用和商用航空发动机发挥关键作用。目前, 单晶叶片不仅早已安装在所有先进航空发动机上,也越来也多地用在了重型燃气轮机上。 涡轮叶片制造技术涡轮叶片的发展经历了细晶强化、定向凝固和铸造单晶三个阶段。 半个多世纪以来,涡轮叶片的承温能力从上世纪 40 年代的 750℃提高到了 90 年代的 1500℃左右再到目前的2000℃左右。而镍基高温合金单晶叶片与定向凝固叶片相比可提高工作温度 25℃~50℃,而每提高 25℃从工作效率的角度来说就相当于提高叶片工作寿命 3 倍之多。应该说,这一巨大成就是叶片合金、铸造工艺、叶片设计和加工以及表面涂层各方面共同发展所做出的共同贡献。
现代航空发动机涡轮前温度大大提升,F119 发动机涡轮前温度高达 1900~2050K,传统工艺铸造的涡轮叶片根本无法承受如此高的温度,甚至会被熔化,无法有效地工作。单晶涡轮叶片成功解决了推重比 10 一级发动机涡轮叶片耐高温的问题,单晶涡轮叶片优异的耐高温性能主要取决于整个叶片只有一个晶体,从而消除了等轴晶和定向结晶叶片多晶体结构造成晶界间在高温性能方面的缺陷。 单晶叶片的凝固缺陷单晶涡轮叶片是目前航空发动机所有零件中制造工序最多、周期最长、合格率最低、国外封锁和垄断最为严格的发动机零件。制造单晶涡轮叶片的工序包括压芯、修芯、型芯烧结、型芯检验、型芯与外型模具的匹配、蜡模压注、蜡模X 光检验、蜡模壁厚检测、蜡模修整、蜡模组合、引晶系统系统及浇冒口组合、涂料撤砂、壳型干燥、壳型脱蜡、壳型焙烧、叶片浇注、单晶凝固、清壳吹砂、初检、荧光检查、脱芯、打磨、弦宽测量、叶片X 光检查、X 光底片检查、型面检查、精修叶片、叶片壁厚检测、终检等制造环节。除此之外,还必须完成涡轮叶片精铸模具设计和制造工作。 隶属于联合发动机公司(UEC)的“乌法发动机工业协会(JSC)”,这里正在制造航空发动机的涡轮叶片。
这里正在加工瓷土,将瓷土打碎,制作涡轮叶片的内芯。
这是加工前的瓷土。
工人正在将塑形后的瓷土模型逐个检查修形,这些做好的瓷土模型将首先烧结成熔融石英陶瓷芯。
涡轮喷气式发动机需要中空的涡轮叶片,只有高质量的陶瓷芯是失蜡法铸造的最好内芯材料,它能够在浇铸金属时依然能够保持稳定,在铸件冷却后有能通过化学工艺轻易溶解,在叶片中留下所需要的空气通道。
这是等待进行加工的瓷土模型,在外部包裹蜂蜡进行失蜡法铸造,才能得到涡轮叶片。瓷土模型可以制作成横截面非常小,而且在加工过程中变形小。
在这里工作的都是女性,细心而有耐心的女性才能胜任这里单调乏味,又特别需要认真负责态度的工作。
这些瓷土模型其实就是叶片中的空气通道,在发动机运转时,有空气在其中通过,从而冷却涡轮叶片保持工作稳定。
工人正在准备浇铸接口。
这些接口将安装二到四个叶片,这样浇铸熔融金属时可以提高效率。
工人正在给陶瓷芯包裹蜂蜡,蜂蜡的作用是在铸造范摸中形成空腔。
工人正在将蜂蜡叶片安装到浇铸接口上。
已经包裹了陶瓷芯的蜂蜡叶片。 粗壮的结构都是浇铸时的金属流道,叶片其实非常细小。
将叶片进行最后加工,这样熔融金属就可以将空腔充满,不会造成铸造砂眼。
加工好的铸造模型。
这里有很多类似的模型,生产不同规格的涡轮叶片。
下一步是将这些铸造模型包裹瓷土,制作陶范。
工人将铸造模型安装的一个旋转机械上。
用机械手在陶土液中旋转,使其均匀包裹住模型的任何部位。
这样才能算合格。
之后加入特殊风箱中,在外表喷淋瓷土,形成厚实的外壳。
操作机械的工人。
等待进行加工的铸造模型。
这是包裹陶土后的铸造模型。
这里进行风干。
精密铸造车间。
铸造模型在这里进行浇铸。
首先要进行加温,将铸造模型外部包裹的瓷土烧成陶瓷范模。
同时,将内部的蜂蜡排出,形成铸造空腔。
工人取出铸造范模。
然后这些范模将浇铸特殊合金溶液。
每种范模都要一种特别的熔炉进行加工。
这是一种大型部件的范模生产。
温度非常高。
最后,生产出的叶片还需要进行X光探伤。
每个叶片都要进行多角度探伤,防止出现任何瑕疵。
X光照片,可以看出叶片内部的空腔。
工人正在对X光照片进行检查。
整个涡轮叶片生产工艺非常繁复,完全超越了珠宝制造工业,而这仅仅是“工业皇冠上的钻石”――航空发动机制造的一小部分。 一口气看完的朋友,是真心爱制造业的朋友!
-
发动机
+关注
关注
33文章
2473浏览量
69261 -
航空发动机
+关注
关注
0文章
50浏览量
11019
原文标题:航空发动机为何被发达国家垄断?一文带你看懂背后的世界格局
文章出处:【微信号:AMTBBS,微信公众号:世界先进制造技术论坛】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
航空发动机转子系统可靠性分析的最新进展
2025(第七届)民用航空发动机与燃气轮机行业大会暨涡轮技术展览会震撼登陆苏州

航空领域发动机传感器的应用
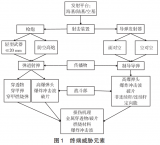
航空发动机面临的终端威胁作用机理及威胁模式解析
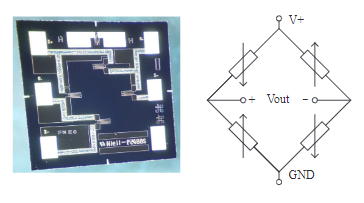
大研智造 航空发动机压力传感器薄膜电阻器手工焊接问题及激光解决方案
航空发动机控制器 测试连接方案

影像仪扫描仪显微镜检测航空发动机和燃气轮机

TE携前沿技术亮相商用航空发动机论坛
三坐标影像仪高效检测发动机叶片
发动机故障灯亮是什么原因 发动机故障灯闪烁是什么问题
发动机温度过高的原因及处理方法
最常见的发动机怠速抖动问题及原因
发动机故障灯亮是什么原因 发动机管理系统主要由哪三个组成
航空发动机分类及基本原理
报名开启!2024航空装备数智试验暨产业发展大会将于3月在绵阳召开






 工商网监
工商网监
评论