 LTCC基板打孔工艺是什么
LTCC基板打孔工艺是什么
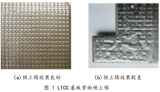
生瓷片上的打孔制作是LTCC制作的关键工艺技术之一。通孔孔径、位置精度均直接影响基板的成品率和最终电性能。对于常规的LTCC工艺,孔径在0.1~0.3 mm 之间,根据布线密度和基板的电性能选择不同的孔径。一般而言,在孔径≤0.1 mm时,打孔难度变大,成品率也会相应降低;在孔径≥0.3 mm时,打孔金属化的难度加大,质量难以保证,降低成品率及可靠性。
目前生瓷片打孔方式主要有两大类:一是使用数控冲床及定制模具进行一次性的冲孔;二是采用逐一打孔方式。前者精度和效率高,适用于大批量生产使用。后者精度及效率较低,但其优点在于加工方式可灵活,成本相当于较低,适用于研究与小量生产。 一、数控冲床带模具冲孔数控冲床带模具冲孔是一种高效的生瓷带打孔方法,对已定性大批量生产的产品来说,阵列式冲孔更有利于批量生产。用阵列式冲床模具可一次冲出几十个孔。该方法的特点是速度快,精度较高,适用于单一品种的大批量生产。 二、逐一打孔 逐一打孔的方法主要有两种:机械冲孔、激光打孔。 机械打孔是目前常用的打孔设备。目前大多数厂家使用的是国外打孔设备。打孔机均为无框工艺、速度快、精度高,自动上下料,适合快速大批量生产。生瓷冲孔机是LTCC制备中的关键设备之一,而X、Y运动平台是核心部件,可实现生瓷片高速、高精度移动,提高生产效率及可靠性。目前生产效率可达1800孔/min以上,打孔的位置精度可达±5μm。
该打孔方式由于打孔精度及效率高,是业界使用最为广泛的打孔方式。但其孔径受制于冲头,在进行非标尺寸及异形方面受限制。目前国内用户使用较多的设备为意大利Bacin公司、美国PTC公司、日本UHT株式会社的打孔机。此类设备普遍采用计算机控制,操作灵活,定位精度高,效率高。
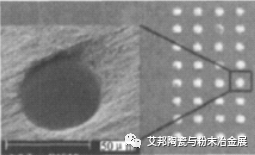
激光打孔在生瓷带进行激光打孔的原理是:利用激光器发出具有聚集的激光束,沿着通孔边缘将连续分布的光脉冲发射到生瓷带上,激光能量将有机物及陶瓷材料进行汽化,从而形成一个通孔。目前打孔激光器使用较多的类型为UV激光器。
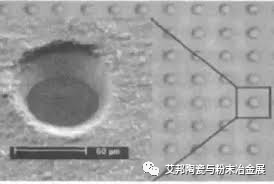
UV激光器的优势在于,与PCB激光微孔加工中市场使用最多的CO2激光器相比,UV激光热效应比CO2小很多,生瓷内的有机粘合剂和陶瓷容易被汽化,故不会出现烧焦的现象。LTCC瓷带正面的开孔孔径与其厚度无直接关联。由于激光束的焦点在表面,形成的微孔呈圆锥形,导致背面的孔尺寸随厚度增加而减少。在所需打孔的厚度增加时,需要将UV激光束进行相应的调节。 当前,我国的激光打孔技术有了一定的经验积累和技术进步。通过激光打孔工艺的陶瓷电路板更具有陶瓷与金属结合力高、不存在脱落、起泡等特点,达到生长在一起的效果。表面平整度高,粗糙率在0.1μm~0.3μm,激光打孔孔径在0.15mm-0.5mm,部分精度能达到0.06mm。 激光打孔因其打孔形式可灵活多变,且打孔的精度高,可以制作各种孔径及异形孔,是生瓷片打孔最具个性化的打孔方式,是LTCC打孔工艺运用的趋势。
责任编辑:xj
原文标题:LTCC基板打孔工艺简介
文章出处:【微信公众号:艾邦产业通】欢迎添加关注!文章转载请注明出处。
- 基板
+关注
关注
2文章
252浏览量
22802 - LTCC
+关注
关注
27文章
126浏览量
48625
原文标题:LTCC基板打孔工艺简介
文章出处:【微信号:gh_e972c3f5bf0d,微信公众号:艾邦加工展】欢迎添加关注!文章转载请注明出处。
发布评论请先登录
相关推荐
热电分离工艺铜基板:电子领域的创新力量
四层铝基板:创新电路的基石
黄山谷捷:创新应用冷精锻工艺,引领散热基板行业新潮流
玻璃基板时代,TGV技术引领基板封装
智慧烟草种植打孔机
铝基板硬度测量:Vickers与Rockwell哪个更合适?
PCB设计中,BGA焊盘上可以打孔吗?
陶瓷基板产业链分布及工艺制作流程
AD中怎么将pcb板打孔
LTCC生瓷层压中腔体的形变评价及控制方法
7种PCBA基板类型你知道如何选择吗?
陶瓷基板介绍热性能测试

大尺寸LTCC基板高钎透率焊接工艺研究
陶瓷基板DPC工艺助力半导体制冷片的精密和散热



 工商网监
工商网监
评论