 波峰焊温度的设定和注意事项
波峰焊温度的设定和注意事项
波峰焊是目前插件元件焊接所用的主要焊接设备。
目前主流的电子产品大部分都是要环保无铅产品,所以都要用无铅波峰焊接。
波峰焊接的温度要比有铅的波峰焊接温度高20度左右。
在预热温度和升温降温斜率上都有所不同。
下面分享一下波峰焊温度的设定和注意事项。
一、波峰焊温度设定参数:
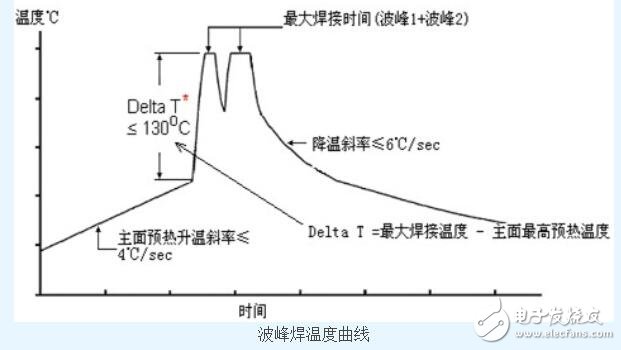
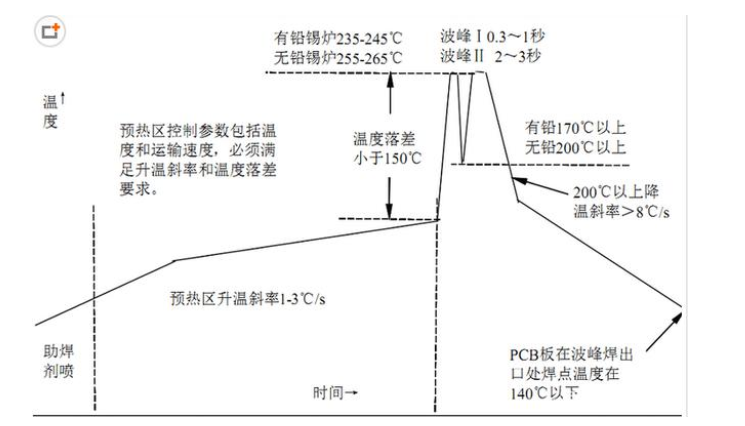
1.顶峰温度范围是255℃~265℃
2.预热温度是90℃~120℃
3.预热时间是80sec~150sec
4.升温斜率是1~3℃/sec
5.吃锡时间扰流波+平波=3sec~5sec
6.降温斜率以各家冷却系统而定,一般在5-12℃/sec均可允收。
二、波峰焊温度设定注意事项:
1.波峰焊锡炉轨道空载与满载的情况下,温度有所差异(1-5℃),此温度差异视生产机机或与客户讨论是否为正常允许?或视机种情况另行设定。
2.量测时,如出现异常温度偏差过大。应通知工程师进行验查是否为测温仪或加热系统出现故障造成。期间中断生产直至确定无疑。
3.炉温曲线必须于每个机种生产前或换线前量测。
三、波峰焊温度设定参照条件:
1.参照无铅焊料LB-801B制程要求。
2.如有客户要求依客户要求为主。
3.搭配助焊剂焊接条件设定。
5.依目前公司测温仪器和量测条件制定。
责任编辑人:CC
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表德赢Vwin官网
网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
焊接设备
+关注
关注
2文章
36浏览量
8237 -
波峰焊
+关注
关注
12文章
309浏览量
18610
发布评论请先 登录
相关推荐
波峰焊维护保养及注意事项
时产生爆锡现象注意保持电箱内部清洁,以免造成电气事故 ,在调整波峰焊高度时,应按下“急停”按钮,保护好现场,通知相关人员维修。 波峰焊机高端品牌晋力达电子专业提供大小型波峰焊设备,无
发表于 06-08 14:51
波峰焊定期维护和波峰焊的日常保养方法注意事项
1.波峰焊炉机械部分 2.波峰焊炉喷雾部份 3.波峰焊炉电气部分 4.波峰焊炉发热管部分 波峰焊如果使用时间过长未对发热管保养和更换,会出
发表于 06-20 15:09


波峰焊温度如何设定_波峰焊焊接温度标准
波峰焊焊接温度是影响焊接质量的一个重要的工艺参数。当焊接温度过低时,焊料的扩展率、润湿性能变差,由于焊盘或元器件焊端不能充分的润湿,从而产生
发表于 04-29 17:04
•2.7w次阅读

波峰焊中拆焊的操作要点与注意事项说明
波峰焊是近年来发展较快的种焊接的方法,其原理是让组装件与熔化焊料的波接触,实现钎焊链接。那么波峰焊中的拆焊怎么来的呢?拆焊是由于种种原因,有时需要将已焊接的焊接点拆除,这个过程就是
波峰焊的安全操作步骤和注意事项
波峰焊是SMT贴片生产线中综合技术含量比高、劳动强度最大、设备因护工作量最大的工序,因此,对波峰焊操作人员的技术水平、综合素质要求比较高。
波峰焊机日常都要做哪些开启及注意事项
机都要做哪些开启及注意事项。 开工之后,您的波峰焊机都要做哪些开启及注意事项 1、完全清理掉喷装置助焊残留,放空助焊,加入酒精,用连喷模式,
发表于 02-26 09:42
•783次阅读
无铅波峰焊温度设置规范及建议
现在的电子产品越来越注重环保,大部分都要求无铅焊接,所以电子企业都要用到无铅波峰焊设备。无铅波峰焊工艺中比较难掌握的是温度的设置,一般来说,无铅波峰焊的
波峰焊的安装与连接方法及注意事项
mm,测试结束后将存储器件的数据输入PC专用测试软件,对曲线数据进行分析处理,打印出PCB元件的温度曲线。下面晋力达小编给大家讲解一下波峰焊测试温度曲线需要注意哪些
发表于 05-18 15:59
•2005次阅读
pcba加工中的波峰焊操作需要注意哪些事项?
在pcba加工生产中,我们会经常碰到后焊物料较多的情况,这个时候就需要波峰焊来进行后焊料加工,那么波峰焊操作需要注意哪些事项?





 工商网监
工商网监
评论