 机床夹具非标件的模块化设计的概念与选用及使用方法
机床夹具非标件的模块化设计的概念与选用及使用方法
机床夹具非标件的模块化设计
计算机辅助设计CAD已广泛应用在工程设计领域。图形库的开发是工装CAD中的关键技术。
它的优劣将直接关系到CAD系统工作效率的高低,而开发图形库所遇到的一个难题就是非标件的模块化设计。
笔者根据机床夹具设计的特点,成功地对夹具非标件进行了模块化设计,开发出机床夹具CAD系统。
一、模块化设计的概念
1、模块的划分
所谓的模块是指一组同一功能和结构要素(连接部分形状、尺寸配合等)且有不同用途(或性能)和结构但不能互换的各个单元(零件、组件、部件)
为实现非标设计过程的自动化,必须采用组技术和相似性原理分析归纳它们,以实现组合化、典型化、规格化和标准化。划分的方法有:
(1)按部件划分
按部件划分强调结构的完整性。
(2)按所完成的功能划分
按功能划分强调了功能的独立性,要尽量分解得细一些,模块化尽可能独立化,使按照功能划分的模块能够组合成多种多样的结构。
(3)按级划分
按级划分则是把整机一级地划分,每一级都是下面各级模块的组合。按级可分为整机系统部件、组合部件、元件和分元件等,其中元件模块很可能不是一个独立的零件,而是几何元素或几何特征。
2、模块化后的非标件的特征
模块化后的非标件应具有互换性,互换性是指具有相同功能的模块之间,尽管外形不一样,但装入夹具时可以进行互换,互换的结果不影响与总体夹具以及相关模块之间的联系。
相同功能模块之间的互换性,是经过规范化处化的结果,而规范化处理是指对构成整机的各个模块进行详细的功能分析和概括,抽出模块总体以及对其它模块有影响的主要特征,并从具有相同功能的模块之间归纳出相同的对外联系参数。
3、模块化的参数化
所谓模块的参数化就是在功能分析的基础上,把模块设计成具有多种尺寸性能指标。
按照一定的组合关系,利用这些不用尺寸的模块就可以组成各种规格或用途的机构,以满足对不同规格产品的加工要求。因此,必须进行模块化的参数化、系列化设计。
一般来讲,模块化的参数化可按横系列、纵系列和跨系列或组合系列进行设计。
(1)横系列模块系统
在一定主参数的基础型产品基础上,更换或添加模块,以发展变型产品的系统。
(2)纵系列模块设计
产品的功能相同,结构相似而参数不同。
(3)跨系列模块设计
这种设计有两种方式,一种是在基本相同的基础上选用不同模块构成跨系列产品;另一种是基础件结构不同的跨系列产品中具有同一功能的零部件,选用相同的功能模块。
二、机床夹具非标件的模块化设计
夹具设计所涉及到的零件大部分是国家变准件或企业标准间,但仍有一部分没有标准的非标件,这部分非标件虽然数量不多,但工作量却不小。
为了充分发挥CAD技术的优势,必须对这部分零件进行模块化设计,对于夹具的这些非标件,按所完成的功能来进行模块划分,参数化按纵系列模块系统进行。
1、基本模型的设计
如何确定系列模块的基础是模块化设计的关键。非标件的设计的特点是随心所欲的,要从千万个设计图中提炼出有代表性的基型,困难是比较大的,正确的选型这样的:
(1)对夹具非标件进行广泛细致的收集资料和调查,找出代表性强的基型资料。
获取这些资料中获得;用启发性或提问的形式,从夹具设计专家那里获得;深入现场,听取使用人员的意见,从使用现场获取。
(2)对大量杂乱无章的资料进行分类整理是选型的关键,决定所选出的机型的覆盖性。
(3)对所选的基础要在实用过程中,不断修改/补充和完善,这是非标设计的一大特点。
资料(分析/归纳)→初定基型(修改/补充)→基型
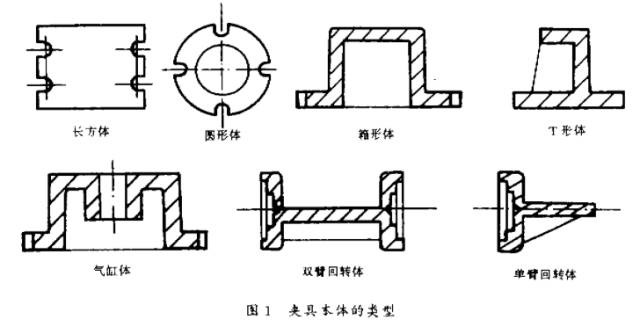
如图1示,夹具本体通过分析、归纳,可初步定为长方体、圆形体、箱型体、T型体、气缸体和回转体(单臂和双臂)七大类。
2、基本参数的确定
确定基型的基本参数,要抓住两个方面:参数具有代表性和参数的完整性:
每一个零件的参数有许多,在参数化以前,要把所有的参数进行优化,不能随便的给予尺寸标注,要用最简单的标注方法反应零件的尺寸的各方变化,但不可漏标尺寸或者重复标注如图2所示。
3、确定基型的尺寸和级差
确定基型的尺寸也就是把参数系列化,确定极差也即把参数化的参数尺寸分档变化,使这些尺寸与极差能够尽可能地反映基型的变化。例如:确定本体的尺寸时。
本体的长、宽等外形尺寸,要根据机床工作台的外形来确定。连接槽的尺寸要根据机床的T型槽尺寸来确定,本体的高度(箱型体)要根据机床刀具主轴距工作台的距离来确定,铸造圆角要按照铸造工艺要求来确定。
极差要根据所收集的资料来优选,尽量使极差能够代表基型的变化,极差变化要有一定的规律,如按等差数列等。使零件参数化、系统化和规范化。
4、确定非标件的结构
非标件模块化设计之后,就类似于一个标准件,以后要进行批量生产。因此,要优化这些非标件的结构,就要对这些非标件中一些关键部位进行可靠性设计和有限元分析。
解除后顾之忧。同时,还要考虑到工艺方面的各种需要,以便于加工和维修。最后,对尺寸进行处理,使之符合圆整要求,符合标准化、系统化的要求。
至此,非标件的模块化设计已全部完成,建立图库时,我们可以象建立标准件图库一样建立非标件库,延伸CAD的实用领域,为更进一步提高设计效率,打下良好的基础。
三、模块化设计的要求
夹具的非标件模块化设计使一想比较复杂的工作,从资料收集到分析归纳,再到提炼总结,都要考虑所涉及的方方面面,既要考虑结构,又要考虑工艺,既要考虑设计习惯,更要重视归纳后的结果,任何考虑欠缺都会影响模块化的结果。
夹具非标件的模块化设计是一个设计——修改——再设计的循环过程,一个理想的设计要经过上述循环的多次反复,一次性模块化成功的想法是不现实的。
夹具非标件的模块化设计是一项实践性比较强的工作。因此,设计时要深入现场,倾听技术人员和操作人员的意见,从现场获取资料和信息。
进行夹具设计时,非标件的数量虽然不太多,但设计员工作量却不少。而且,若想利用计算机来完成辅助绘图,就必须做好这些非标件的模块化设计工作,模块化的成功与否。
将直接影响CAD的工作效率。因此,非标件的模块化设计时CAD中的一项重要技术。
笔者根据自己从事工装夹具设计和CAD的经验,成功地完成了夹具非标件的模块化设计,开发出“机床夹具CAD系统“,并已应用于夹具图形库的建库工作,在一拖公司的工装设计应用中取得令人满意的效果。
各个模块彼此独立实现各自的目标同时以数据共享为基础,进行查询,加工输出。
四、结束语
组合机床报价示近几年市场经济发展迫切需要解决的问题,过去长期企业沿用的成本核算已完全不能满足企业的发展。
本文从理论上对报价所采用的计价方法进行分析探讨,并指出利用计算机实现组合机床报价的总体设想。
工装夹具数控机床夹具的选择和使用小知识
同样一款机床,为何生产效率却相差好几倍?得出的结论是:数控机床选用的夹具不合适,从而使数控机床的生产效率大幅降低。
如何提高数控机床利用率?通过技术分析,夹具的使用有很大的关系。据金粉反应,工作中经常有数控机床由于夹具选择不合理或应用不当,而出现了“窝工”现象;从另外一个角度来讲,在数控机床夹具的选择与应用上大有文章可做,因为其中蕴含可观的潜在经济效益。
正确选择夹具类型是高效加工的基础
目前,机械加工按生产批量可分为两大类:一类是单件、多品种、小批量(简称小批量生产);另一类是少品种、大批量(简称大批量生产)。其中前者大约占到机械加工总产值的70~80%,是机械加工的主体。
适宜小批量生产的数控机床夹具
小批量生产周期﹦生产(准备/等待)时间+工件加工时间由于小批量生产“工件加工时间”很短,因此“生产(准备/等待)时间”的长短对于加工周期有枱至关重要的影响。要想提高生产效率,就必须想办法缩短生产(准备/等待)时间。
下面推荐三类小批量生产可优先考虑的数控机床夹具:
组合夹具
组合夹具又称为“积木式夹具”,它由一系列经过标准化设计、功能各异、规格尺寸不同的机床夹具元件组成,客户可以根据加工要求,象“搭积木”一样,快速拼装出各种类型的机床夹具。由于组合夹具省去了设计和制造专用夹具时间,极大地缩短了生产准备时间,因而有效地缩短了小批量生产周期,即提高了生产效率。另外,组合夹具还具有定位精度高、装夹柔性大、循环重复使用、制造节能节材、使用成本低廉等优点。故小批量加工,特别是产品形状较为复杂时可优先考虑使用组合夹具。
精密组合平口钳
精密组合平口钳实际上属于组合夹具中的“合件”,与其它组合夹具元件相比其通用性更强、标准化程度更高、使用更简便、装夹更可靠,因此在全球范围内得到了广泛的应用。精密组合平口钳具有快速安装(拆卸)、快速装夹等优点,因此可以缩短生产准备时间,提高小批量生产效率。目前国际上常用的精密组合平口钳装夹范围一般在1000mm以内的,夹紧力一般在5000Kgf以内。
需要注意的是,这里所说的精密组合平口钳并不是老式机加虎钳,老式机加虎钳功能单一、制造精度低、无法成组使用、使用寿命短,不适宜在数控机床、加工中心上使用。
这里所说的精密组合平口钳是起源于欧美等工业发达国家,专门针对数控机床、加工中心特点所设计的一系列新型平口钳,此类产品具有装夹柔性大、定位精度高、夹紧快速、可成组使用等特点,特别适合数控机床、加工中心使用。
电永磁夹具
电永磁夹具是以钕铁硼等新型永磁材料为磁力源,运用现代磁路原理而设计出来的一种新型夹具。大量的机加工实践表明,电永磁夹具可以大幅提高数控机床、加工中心的综合加工效能。
电永磁夹具的夹紧与松开过程只需1秒左右,因此大幅缩短了装夹时间;常规机床夹具的定位元件和夹紧元件占用空间较大,而电永磁夹具没有这些占用空间的元件,因此与常规机床夹具相比,电永磁夹具的装夹范围更大,这有利于充分利用数控机床的工作枱和加工行程,有利于提高数控机床的综合加工效能。电永磁夹具的吸力一般在15~18Kgf/cm2,因此一定要保证吸力(夹紧力)足够抵抗切削力,一般情况下,吸附面积不应小于30cm²,即夹紧力不小于450Kgf。
适宜大批量加工的数控机床夹具
大批量加工周期=加工等待时间+工件加工时间+生产准备时间“加工等待时间”主要包括工件装夹和更换刀具的时间。传统的手动机床夹具“工件装夹时间”可达到大批量加工周期的10~30%,这样“工件装夹”就成为了影响生产效率的关键性因素,也是机床夹具“挖潜”的重点对象。故此大批量加工宜采用快速定位、快速夹紧(松开)的专用夹具,可优先考虑以下三类机床夹具:
液压/气动夹具
液压/气动夹具是以油压或气压作为动力源,通过液压元件或气动元件来实现对工件的定位、支承与压紧的专用夹具。
液压/气动夹具可以准确快速地确定工件与机床、刀具之间的相互位置,工件的位置精度由夹具保证,加工精度高;定位及夹紧过程迅速,极大的节省了夹紧和释放工件的时间;同时具有结构紧凑、可多工位装夹、可进行高速重切削,可实现自动化控制等优点。
液压/气动夹具的上述优点,使之特别适宜在数控机床、加工中心、柔性生产线使用,特别适合大批量加工。
电永磁夹具
电永磁夹具所具有的快速夹紧、易实现多工位装夹、一次装夹可多面加工、装夹平稳可靠、节能环保、可实现自动化控制等优点。与常规机床夹具相比,电永磁夹具可以大幅缩短装夹时间,减少装夹次数,提高装夹效率,因此不仅适用于小批量生产,亦适用于大批量生产。
光面夹具基座
光面夹具基座在国内应用还不是很多,但在欧美等工业发达国家应用很广泛。它实际上就是经过精加工的夹具基体精毛坯,元件与机床定位连接部分和零件在夹具上的定位面已经精加工完毕。用户可以根据自己的实际需要,自行加工制作专用夹具。
光面夹具基座可以有效缩短制造专用夹具的周期,减少生产准备时间,因而可以从总体上缩短大批量生产的周期,提高生产效率;同时可以降低专用夹具的制造成本。因此光面夹具基座特别适合周期较紧的大批量生产。
合理使用夹具,挖掘设备潜能
经验表明,为了提高数控机床加工效能,仅仅“选对”数控机床夹具还是不够的,还必须在“用好”数控机床夹具上下功夫。
下面介绍三种常用的方法:
多工位法
多工位法的基本原理:通过一次装夹多个工件,达到缩短单位装夹时间,延长刀具有效切削时间的目的。多工位夹具即拥有多个定位夹紧位置的夹具。
随枱数控机床的发展和用户提高生产效率的需要,现在多工位夹具的应用越来越多。在液压/气动夹具、组合夹具、电永磁夹具和精密组合平口钳的结构设计中多工位设计越来越普遍。
成组使用法
将相同的几个夹具放在同一工作枱使用,同样可以实现“多工位”装夹的目的。这种方法所涉及的夹具一般应经过“标准化设计、高精度制造”,否则难以达到数控机床工序加工的要求。
成组使用法可以充分利用数控机床行程,利于机床传动部件的均衡磨损;同时相关夹具可独立使用,实现多件装夹,又可联合使用,实现大规格工件装夹。
局部快换法
局部快换法是通过对数控机床夹具的局部(定位元件、夹紧元件、对刀元件和引导元件)进行快速更换,达到迅速改变夹具功能或使用方式的目的。例如:快换组合平口钳,可以通过快速更换钳口实现装夹功能的改变,比如由装夹方料转变成装夹棒料;也可以通过快速更换夹紧元件实现夹紧方式的改变,比如由手动夹紧转变成液压夹紧。局部快换法大幅缩短了更换及调整夹具的时间,在小批量生产中优势较为明显。
编辑:lyn
-
CAD
+关注
关注
17文章
1090浏览量
72446 -
机床
+关注
关注
1文章
580浏览量
30249 -
夹具
+关注
关注
0文章
78浏览量
13317 -
模块化设计
+关注
关注
0文章
12浏览量
9930
原文标题:机床夹具非标件的模块化设计,工装夹具机床夹具的选择和使用
文章出处:【微信号:AMTBBS,微信公众号:世界先进制造技术论坛】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
模块化示波器的技术原理和应用
模块化仪器的技术原理和应用场景
数控机床工装夹具的选择和使用常识
即插即用DAQ设备与模块化DAQ系统的概念解析

模块化插座接线方法有哪些
模块化不间断电源和传统差距,安装位置方面

了解光模块的使用方法
机房升级必备神器:模块化精密空调的五大超能力!






 工商网监
工商网监
评论