 制备陶瓷基片的主要成型方法
制备陶瓷基片的主要成型方法
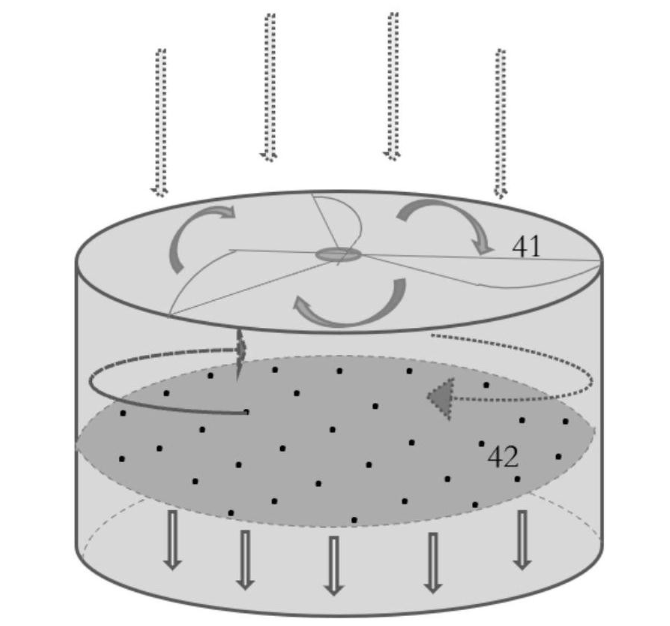
由于流延成型具有产量大、厚度一致性好、收缩率稳定及表面光洁度高等优势,流延成型取代了干压成型、轧膜成型等传统的成型方式,成为制备陶瓷基片的主要成型方法。
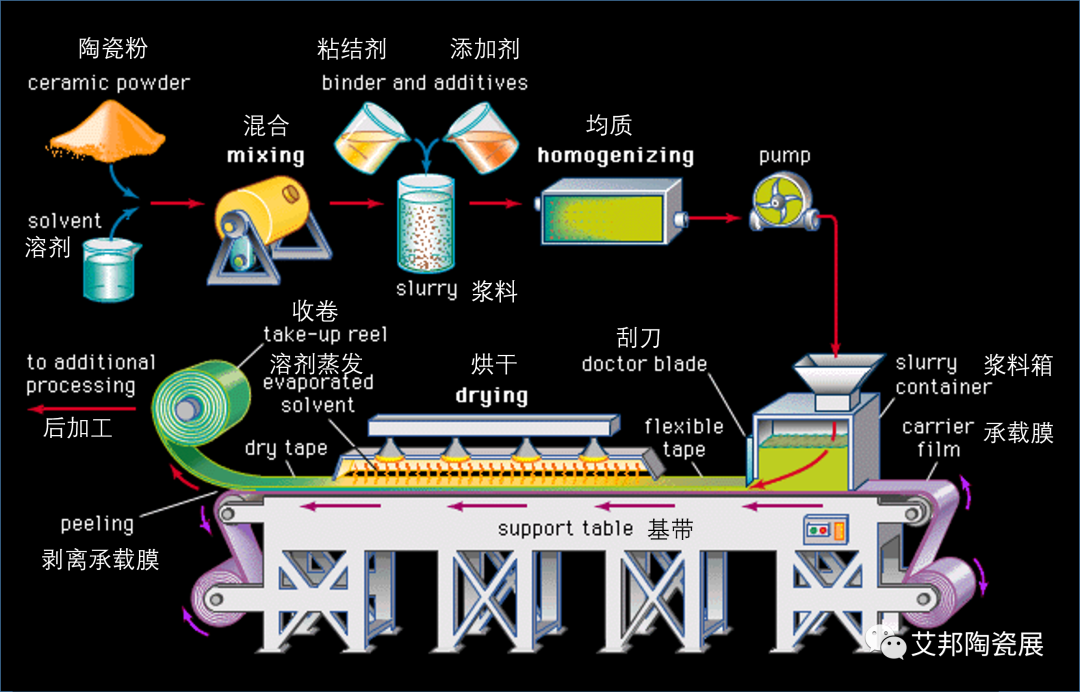
图 流延成型工艺流程图
目前,流延成型广泛应用于多层器件(如叠层压敏电阻、多层陶瓷电容器等)、压电陶瓷变压器及压电陶瓷蜂鸣器片、厚/薄膜集成电路板、制冷器基板、片状电阻基板、燃料电池介质片、陶瓷管壳、陶瓷发热器等的成型。
影响流延成型陶瓷基板的质量因素主要包括浆料的质量、流延机的精度、流延工艺。
1
浆料的质量
浆料的质量是决定流延能否成功的关键因素。流延成型要求浆料流动性良好、具有适当的剪切变稀特性、分散良好、粘度适中,配料的各组分不发生化学反应且兼容性良好。
1)陶瓷粉体
粒度及其尺寸分布和颗粒形貌适合,纯度较高,短少时添加剂残留量小,且不与增塑剂、粘结剂等有机物发生化学反应。
2)溶剂
具有合适的挥发速度、较低的表面张力,对浆料的有机物具有良好的溶解性,对陶瓷粉体有良好的润湿性。
3)增塑剂
对粘结剂具有良好的增塑性,且挥发速度较慢。保证生瓷带在空气中长期保存,柔韧性保持不变。
4)分散剂
能对陶瓷粉体进行良好的润滑分散,不与其他有机物发生化学反应。分散剂对生瓷带的外观、体积密度及层压性能有明显影响。
5)粘结剂
粘结剂对陶瓷粉体具有良好的润湿性,优异的粘结性能,易烧除无残留。
2
流延机的精度
流延机的液位控制技术、刮刀成膜技术、走速稳定技术、气氛控制技术、温度加热技术、膜带平稳传送技术、生瓷带切割技术、除静电技术等影响生瓷带的质量、厚度、外观、一致性等。
3
流延工艺
在流延成型过程中,浆料的粘度要适合、流延机的各段的温度曲线及相应各段的气氛可控。
1)浆料粘度合适
流延成型不同厚度的生瓷带,需要不同粘度的浆料。一般来说,生瓷带越厚,浆料粘度越大,才能堆积较厚的厚度;生瓷带较薄,浆料粘度必须较小,不然生瓷带外观不平整。
2)各段的气氛控制
在流延的不同阶段,需要不同的气氛,使得生瓷带外观平整,厚度一致。如第一节干燥箱不能加热且要保持足够高的溶剂蒸汽压,使得湿膜保持润湿状态;表皮干燥时保持一定溶剂蒸汽压,溶剂按一定速率挥发,挥发太快会出现微裂纹、烧泡;在整体干燥阶段则增大抽风量,加速溶剂废气及时抽走。
3)各段的温度曲线控制
流延机的各段温度曲线设置,主要保证生瓷带从低温到高温的干燥,保证干燥过程中不产生开裂、气泡,且干燥彻底。最高温度曲线设置应比溶剂的共沸点高10℃。
审核编辑 :李倩
-
电路板
+关注
关注
140文章
4951浏览量
97686 -
陶瓷
+关注
关注
0文章
139浏览量
20719
原文标题:影响流延成型陶瓷基片的质量因素
文章出处:【微信号:gh_e972c3f5bf0d,微信公众号:艾邦加工展】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
超导材料的制造工艺 超导材料的分类与比较
不同材料的 EBSD 样品制备方法

单面磷化铟晶片的制备方法有哪些?

氮化硅薄膜的特性及制备方法
透射电镜(TEM)样品制备方法

氮化硅薄膜制备方法及用途
三环陶瓷电容的主要应用及特点和优势

江西萨瑞微独家研发【一种LDMOS场效应管及其制备方法】

长鑫存储获半导体器件制备装置及方法专利
石墨烯粉体制备方法

厚膜电阻和陶瓷电阻的区别
石墨烯的制备方法 石墨烯材料在热管理领域的应用





 工商网监
工商网监
评论