 实例详解轴类零件加工工艺
实例详解轴类零件加工工艺
轴类零件中工艺规程的制订,直接关系到工件质量、劳动生产率和经济效益。一零件可以有几种不同的加工方法,但只有某一种较合理,在制订机械加工工艺规程中,须注意以下几点。
1、零件图工艺分析中,需理解零件结构特点、精度、材质、热处理等技术要求,且要研究产品装配图,部件装配图及验收标准。
2、渗碳件加工工艺路线一般为:下料→锻造→正火→粗加工→半精加工→渗碳→去碳加工(对不需提高硬度部分)→淬火→车螺纹、钻孔或铣槽→粗磨→低温时效→半精磨→低温时效→精磨。
3、粗基准选择:有非加工表面,应选非加工表面作为粗基准。对所有表面都需加工的铸件轴,根据加工余量最小表面找正。且选择平整光滑表面,让开浇口处。选牢固可靠表面为粗基准,同时,粗基准不可重复使用。
4、精基准选择:要符合基准重合原则,尽可能选设计基准或装配基准作为定位基准。符合基准统一原则。尽可能在多数工序中用同一个定位基准。尽可能使定位基准与测量基准重合。选择精度高、安装稳定可靠表面为精基准。
内圆磨具主轴
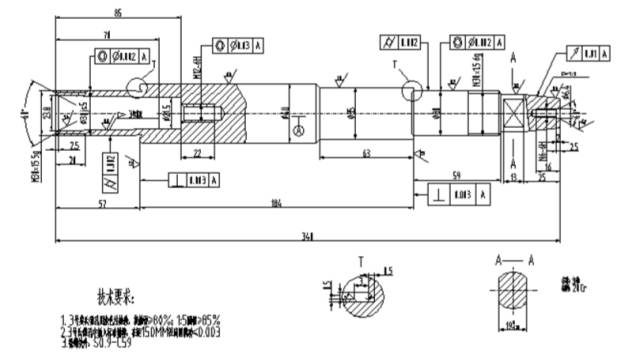
针对上述要求,现举例说明如下。一渗碳主轴(如上图),每批40件,材料20Cr,除内外螺纹外S0.9~C59。渗碳件工艺比较复杂,必须对粗加工工艺绘制工艺草图(如图)。
工艺草图
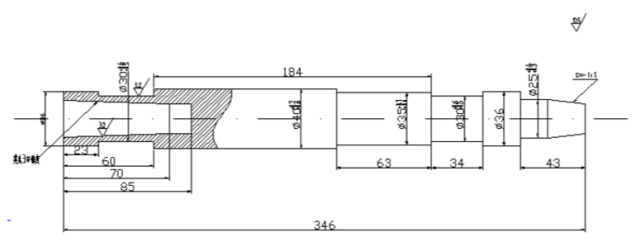
主轴加工工艺过程
1、车
工序采用设备:CA6140、莫氏3号铰刀、莫氏3号塞 规1:5环规
工序内容:按工艺草图车全部至尺寸
(1)一端钻中心孔φ2。
(2)1:5锥度及莫氏3#内锥涂色检验,接触面>60%。
(3)各需磨削的外圆对中心孔径向跳动不得大于0.1
注:最后要进行检查
2、淬
工序内容:热处理S0.9-C59
3、车
工序内容:去碳。一端夹牢,一端搭中心架
(1)车端面,保证φ36右端面台阶到轴端长度为40
(2)修钻中心孔φ5B型
(3)调头
(4)车端面,取总长340至尺寸,继续钻深至85,60°倒角
4、车
工序采用设备:CA6140
工序内容:一夹一顶
(1)车M30×1.5–6g左螺纹大径及ф30JS5处至 Φ30+6.0+5 .0++
(2)车φ25至φ25+0.2+0.1长43
(3)车φ35至φ353+0.4+0.3
(4)车砂轮越程槽
5、车
工序内容:调头,一夹一顶
(1)车M30×1.5–6g螺纹大径及φ30JS5处至φ30+0.6+0.5
(2)车φ40至φ40+0.6+0.5
(3)车砂轮越程槽
6、铣
工序内容:铣19+0.28二平面至尺寸
7、热
工序内容:热处理HRC59
8、研
工序内容:研磨二端中心孔
9、外磨
工序采用设备:M1430A
工序内容:二顶尖,(另一端用锥堵)
(1)粗磨φ40外圆,留0.1~0.15余量
(2)粗磨φ30js外圆至φ30t+0.1+0.08(二处)台阶磨出即可
(3)粗磨1:5锥度,留磨余量
10、内磨
工序采用设备:M1432A
工序内容:用V型夹具(ф30js5二外圆处定位)
磨莫氏3﹟内锥(重配莫氏3﹟锥堵)精磨余量 0.2~0.25
11、热
工序内容:低温时效处理(烘),消除内应力
12、车
工序采用设备:Z-2027
工序内容:一端夹住,一端搭中心架
(1)钻φ10.5孔,用导向套定位,螺纹不攻
(2)调头,钻孔φ5攻M6–6H内螺纹
(3)锪孔口60°中心孔
(4)调头套钻套钻孔ф10.5×25(螺纹不改)
(5)锪60°中心孔,表面精糙度0.8
13、钳
工序内容:
(1)锥孔内塞入攻丝套
(2)攻M12–6H内螺纹至尺寸
14、研
工序内容:研中心孔Ra0.8
15、外磨
工序内容:工件装夹于二顶尖间
(1)精磨φ40及φ35φ25外圆至尺寸
(2)磨M30×1.5 M30×1.5左螺纹大径至30-0.2-0.3-
(3)半精磨ф30js5二处至ф30+0.04+0.03
(4)精磨1:5锥度至尺寸,用涂色法检查按触面大于85%
16、磨
工序内容:工件装夹二顶尖间,磨螺纹
(1)磨M30×1.5–6g左螺纹至尺寸
(2)磨M30×1.5–6g螺纹至尺寸
17、研
工序内容:精研中心孔Ra0.4
18、外磨
工序采用设备:M1432A
工序内容:
(1)精磨、工件装夹于二顶尖间
(2)精磨2-φ30-0.003-0.007至尺寸,注意形位公差
19、内磨
工序采用设备:MG1432A
工序内容:
工件装在V型夹具中,以1–ф30外圆为基准,精磨莫氏3号内锥孔(卸堵,以2–ф30js5外圆定位),涂色检查接触面大于80%,注意技术要求“1”“2”
20、普
工序内容:清洗涂防锈油,入库工件垂直吊挂
该轴类零件加工过程中几点说明:
1.采用了二中心孔为定位基准,符合前述的基准重合及基准统一原则。
2.该零件先以外圆作为粗基准,车端面和钻中心孔,再以二中心孔为定位基准粗车外圆,又以粗车外圆为定位基准加工锥孔,此即为互为基准原则,使加工有一次比一次精度更高的定位基准面。3号莫氏圆锥精度要求很高。因此,需用V型夹具以2-ф30js5外圆为定位基准达到形位公差要求。车内锥时,一端用卡爪夹住,一端搭中心架,亦是以外圆作为精基准。
3.半精加工、精加工外圆时,采用了锥堵,以锥堵中心孔作为精加工该轴外圆面的定位基准。
对锥堵要求:
① 锥堵具有较高精度,保证锥堵的锥面与其顶尖孔有较高同轴度。
② 锥堵安装后不宜更换,以减少重复安装引起的安装误差。
③ 锥堵外径靠近轴端处须制有外螺纹,以方便取卸锥堵。
4.主轴用20Cr低碳合金钢渗碳淬硬,对工件不需要淬硬部分发(M30×1.5-6g左、M30×1.5-6g、M12-6H、M6-6H)表面留2.5-3mm去碳层。
5.螺纹因淬火后,在车床上无法加工,如先车好螺纹后再淬火,会使螺纹产生变形。因此,螺纹一般不允许淬硬,所以在工件中的螺纹部分的直径和长度上必需留去碳层。对于内螺纹,在孔口也应留出3mm去碳层。
6.为保证中心孔精度,工件中心孔也不允许淬硬,为此,毛坯总长放长6mm。
7.为保证工件外圆的磨削精度,热处理后须安排研磨中心孔的工序,并要求达到较细的表面粗糙度。外圆磨削时,影响工件的圆度主要是由于二顶尖孔的同轴度,及顶尖孔的圆度误差。
8.为消除磨削应力,粗磨后安排低温时效工序(烘)。
9.要获高精度外圆,磨削时应分粗磨、半精磨、精磨工序。精磨安排在高精度磨床上加工
审核编辑 :李倩
-
工艺
+关注
关注
4文章
592浏览量
28779 -
钻孔
+关注
关注
3文章
109浏览量
14260
原文标题:轴类零件加工工艺,实例详解值得一看
文章出处:【微信号:AMTBBS,微信公众号:世界先进制造技术论坛】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
三星Galaxy Z Fold SE铰链零件加倍,耐用性显著提升

数控铣床主要用于加工什么零件
数控加工工艺处理的原则和步骤是什么
特斯拉拟将零件生产线移出中国
千万不要忽视了零件选型调用

SMT贴片电阻电容小零件发生空焊及立碑效应的原因?如何改善呢?
机加工金属件三维扫描全尺寸检测3d偏差尺寸测量
面向智能制造的机加工艺管理流程
如何挑选合适的手机零件气密性检测仪

高精度微型加工中心——半导体精密零件加工的新选择

MIM金属注射成型工艺介绍 哪些零件适合MIM工艺
钟表零件超声波清洗方案






 工商网监
工商网监
评论