 KUKA机器人程序中铣削清零方式
KUKA机器人程序中铣削清零方式
KUKA机器人程序中铣削清零方式:
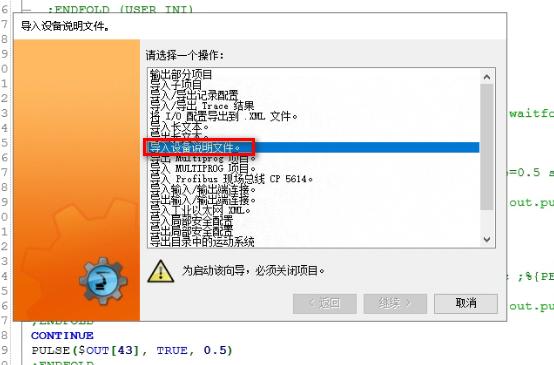
;FOLDbin3 ( !F329 ) = 1 给BOSCH二进制数(1号钳).
;FOLDbin3 ( !F329 ) = 2 给BOSCH二进制数(2号钳).;%{SE}%MKUKATPVW %CVW_SPS %VARIASG %P 2:bin3 ( !F329 ) = 1, 3: ARIASG
;FOLDA786 = (!F329 & !F322 & !F830) + (F830 & A786) 计数器清数改为0
KUKA机器人对电极帽更换的清数方式:
;FOLDbin3 ( F64 ) = 1 1号焊钳对应的BOSCH;%{E}%MKUKATPVW %CVW_SPS %VARIASG %P 2:bin3 ( F64 ) = 1, 3: ARIASG
VW(#BINOUT,$FLAG[64],3,1)
;ENDFOLD
;FOLDbin3 ( F65 ) = 2 2号焊钳对应的BOSCH;%{E}%MKUKATPVW %CVW_SPS %VARIASG %P 2:bin3 ( F65 ) = 2, 3: ARIASG
VW(#BINOUT,$FLAG[65],3,2)
;ENDFOLD
;FOLDbin3 ( F66 ) = 3 3号焊钳对应的BOSCH;%{E}%MKUKATPVW %CVW_SPS %VARIASG %P 2:bin3 ( F66 ) = 3, 3: ARIASG
VW(#BINOUT,$FLAG[66],3,3)
;ENDFOLD
;FOLDbin3 ( F67 ) = 4 4号焊钳对应的BOSCH;%{E}%MKUKATPVW %CVW_SPS %VARIASG %P 2:bin3 ( F67 ) = 4, 3: ARIASG
VW(#BINOUT,$FLAG[67],3,4)
;ENDFOLD
;FOLDWARTE ( EIN ) ZEIT 2 [1/10Sek] ;%{E}%MKUKATPVW %CVW_SPS %VWTASG %P 2:WARTE ( EIN ) ZEIT 2 [1/10Sek], 3: WTASG
$LOOP_MSG[]="Wartezeit..."
$LOOP_CONT=TRUE
WAITFOR (FALSE OR TIMER_LIMIT ((2)*0.1) OR (NOT $LOOP_CONT AND ($MODE_OP<>#EX)))
$LOOP_MSG[]=" "
;ENDFOLD
;FOLDA787 = EIN ;%{E}%MKUKATPVW %CVW_SPS %VBOASG %P 2:A787 = EIN, 3: BOASG
$OUT[787]= TRUE
;ENDFOLD

8、实际点数:每个铣电极周期内焊接点数计数 。
9、最大点数:每个铣电极周期的最大焊点数。
10、预警点数:电极更换前预警点数发出预警信号。

11、实际修磨次数:实际修磨次数计数 。
12、最大修磨次数:电极最大修磨次数,倒数后需要更换电极。
13、铣电极请求:提前铣电极请求点数发出铣电极请求。

1、步进结束停止:当步进结束时是否停止焊接即是否允许调用焊接程序。-一般选择OFF,到数之后不停止焊接
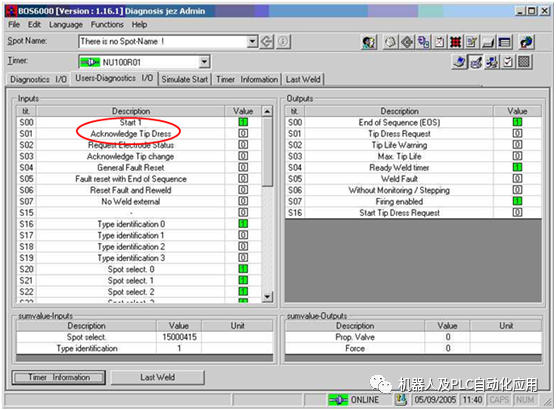
Acknowledge tip dress; 当控制器发出电极修磨请求, 当机器人进行电极修磨以后PLC发出的一个反馈信号.一个特别的焊接程序与电极修磨关联当修磨程序开启,磨损计数自动复位,电极修磨此数将会增加.
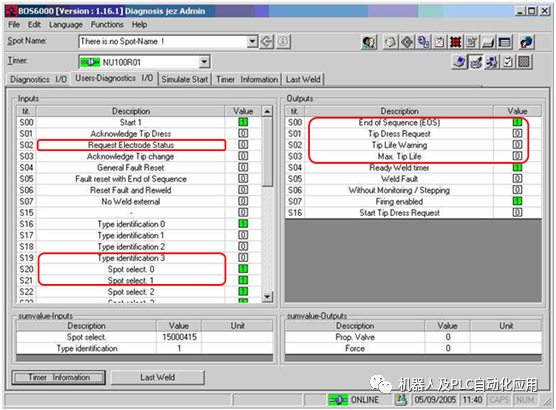
电极请求状态 (RES)
PLC 将会扫描输出端的电极修磨请求,电极寿命预警或者最大电极寿命当发现一个信号激活,一个反馈信号将被发送到控制器并且相关联的电极被复位.
当PLC设定RES信号置1, 通常是因为已经发出电极修磨请求或者电极寿命预警, PLC 必须要知道哪一个电极已经使得请求信号置1. 使得对正确电极的计数复位.
设定 RES 信号置1然后设定一个相关联的焊点选择置1, 例如. S20, 焊钳1, 在输出页面将会显示焊钳1的状态.
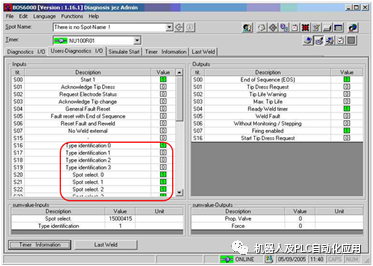
焊接压力在程序中设定,并且做好焊点号与程序号的关联. 一旦机器人输出焊点号至控制器,焊接压力竟会通过比例阀输出。
-
程序
+关注
关注
117文章
3785浏览量
81000 -
KUKA机器人
+关注
关注
4文章
143浏览量
9071 -
焊钳
+关注
关注
0文章
16浏览量
1386
原文标题:气伺服焊钳铣削后对BOSCH的计数清零解读
文章出处:【微信号:gh_a8b121171b08,微信公众号:机器人及PLC自动化应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
《具身智能机器人系统》第1-6章阅读心得之具身智能机器人系统背景知识与基础模块
接近开关在机器人应用中的优势 接近开关的信号输出方式
74ls163是同步清零吗
工业机器人控制方式有几种
工业机器人常用的编程方式
伺服控制机器人的控制方式有哪些
同步清零和异步清零的概念、特点及应用
柔性机器人与刚性机器人区别与联系






 工商网监
工商网监
评论