 激光熔覆裂纹产生原因及裂纹分类
激光熔覆裂纹产生原因及裂纹分类
裂纹产生的原因
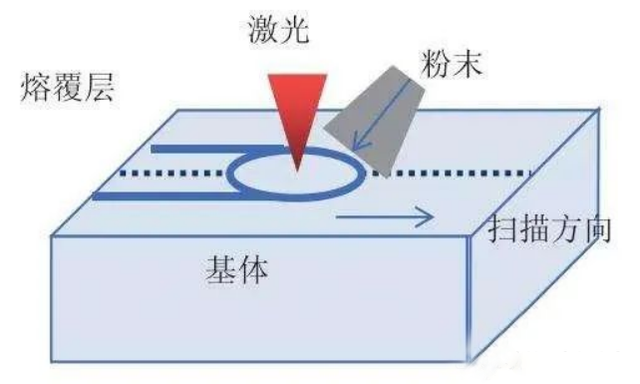
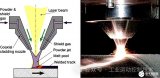
熔覆过程中,高能激光束快速加热使熔覆层与基材产生很大的温度梯度。在随后的冷却中,熔覆层与基材的体积不一致,相互牵制,产生应力。
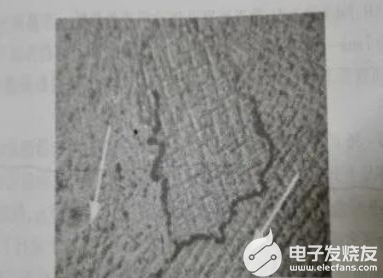
激光熔覆层中共晶组织和熔覆层底部粗大的树枝晶在生长过程中,由于枝晶偏析的存在,造成晶间弱化,裂纹往往也是沿着它们的晶界开裂扩展。
激光熔覆裂纹分类
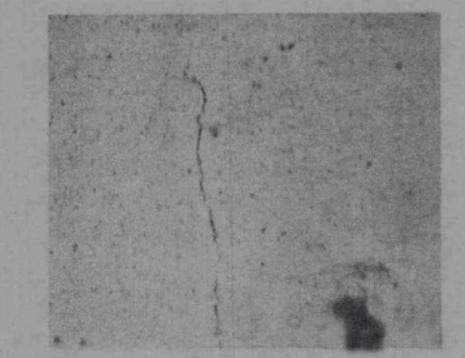
1、熔覆层裂纹
产生方式:在熔融金属凝固过程中产生
产生区域:在熔覆层表面或内部形成并向基体方向扩展。
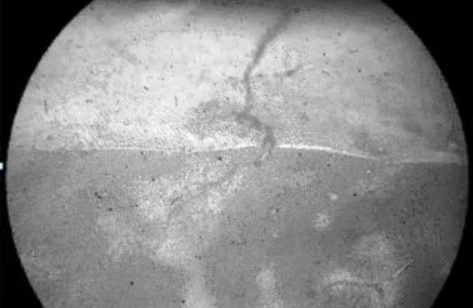
2、界面裂纹
产生方式:孔洞,夹杂物等缺陷引发的微裂纹。
产生区域:产生在熔覆层与基体的界面处,并向表层扩展。
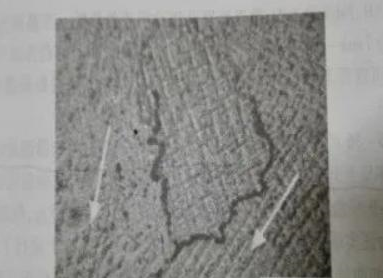
3、扫描搭接区裂纹
产生方式:熔融金属不能充分湿润而形成的。
产生区域:在搭接结合部与基材交界处。
审核编辑 黄昊宇
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表德赢Vwin官网
网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
裂纹
+关注
关注
0文章
20浏览量
7197 -
激光熔覆
+关注
关注
0文章
135浏览量
7075
发布评论请先 登录
相关推荐

冷裂纹和热裂纹的区别是什么
焊接是现代工业中一种重要的连接技术,广泛应用于建筑、船舶、航空航天、汽车制造等领域。然而,焊接过程中可能会产生各种缺陷,其中冷裂纹和热裂纹是两种常见的焊接缺陷。 一、定义 热裂纹 是指
冷裂纹产生的三大因素
在焊接过程中,冷裂纹是一种常见的焊接缺陷,它通常在焊缝冷却到较低温度时产生。冷裂纹的存在会严重影响焊接结构的强度和韧性,甚至可能导致结构的失效。本文将介绍冷裂纹
冷裂纹产生的温度在多少度
冷裂纹是指在焊接过程中,由于焊接接头的冷却速度过快,导致焊接应力超过材料的塑性变形能力,从而在焊接接头或热影响区(HAZ)产生的一种裂纹。冷裂纹通常在焊接后的冷却过程中形成,因此得名。

夹送棍激光熔覆修复原理及优势
至关重要。然而,在使用过程发由于各种原因,夹送棍表面往往会出现磨损、腐蚀等问题,导致设备性能下降,甚至引发故障。针对这一问题,国盛激光技术提供了一种有效的解决方案。 一、激光熔


内孔激光熔覆修复原理及应用
内孔激光熔覆修复是一种先进的表面工程技术,通过高能激光束照射金属表面,使表面材料熔化并快速凝固。从而实现表面改性或修复。该技术以其高效率、高精度、低成本等优点,广泛应用于机械、石油、化


浅析铜线键合铝垫裂纹的预防和改善
欢迎了解 孟兴梅 (天水华天科技股份有限公司) 摘要: 本文简述了铝垫裂纹潜在的危害。分析了铝垫裂纹产生的原因,研究了铜线键合过程中由于铜丝的固有特性对键合可靠性






 工商网监
工商网监
评论