 非气密倒装焊陶瓷封装热特性分析及测试验证
非气密倒装焊陶瓷封装热特性分析及测试验证
引 言
倒装陶瓷球栅阵列(FC-CBGA:Flip Chip Ceramic Ball Grid Array)封装技术是IBM公司开发的一种技术,其采用高熔点90Pb-10Sn合金制作焊料球,通过低熔点共晶焊料63Sn/37Pb连接到封装体及后续的PCB板上[1,2]。由于该封装具有优秀的电性能、热性能和可靠性,因而其应用已相当广泛。
由于业界缺乏统一的工业标准,且出于技术保密和经济成本的考虑,器件生产厂商提供的器件内部数据和热参数非常有限,随着芯片的制程越来越先进,目前7 nm工艺已经量产,芯片的功率和功率密度越来越高,因此对此类倒装球栅阵列的详细热模型进行分析变得十分必要。
国内对CBGA焊球可靠性的热分析研究得较多,但是对整个封装体,尤其是封装体本身的热衷研究却很少。高辉等[3]对多芯片陶瓷封装的结-壳热阻分析方法进行了研究,研究了多芯片热耦合对热阻的影响;Ravl等[4]对FC-CBGA进行了研究,分析了有盖板和无盖板的封装、不同芯片尺寸和不同热沉条件下芯片结点与环境之间的热阻Rja的变化,并按照JEDEC标准进行了实验;谢秀娟等[5]对裸芯式、平板式和盖板式3种形式、不同芯片尺寸和不同润滑剂材料对系统热阻的影响进行了仿真分析,但是都没有对FC-CBGA结壳热阻进行分析研究。
本文针对非气密倒装焊陶瓷封装,拟采用现成的热阻测试芯片设计典型热阻测试器件,通过有限元建立三维有限元热模型,分析芯片尺寸、热沉和导热胶材料对FC-CBGA结壳热阻的影响,通过对一种典型器件的热阻测试验证了仿真结果的准确性。
1热阻测试器件设计
采用单元尺寸为2.54 mm×2.54 mm的热阻测试芯片(如图1所示)为基础,考虑陶瓷基板的加工成本,并同时兼顾芯片尺寸、热沉盖板和导热胶对结壳热阻的测试研究,定制了一款能够兼容1×1、3×3和5×5热阻测试单元的通用的陶瓷基板,热阻测试用CGA管脚从基板的四周引出,如图2所示。
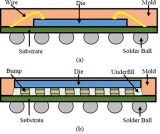
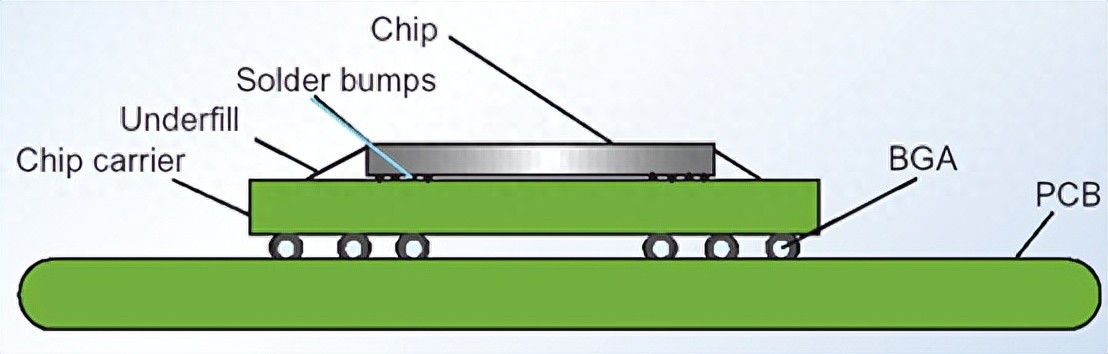
非气密性的FC-CCGA的基础结构如图3所示,由图3中可以看出,其由热沉、导热胶、芯片、C4凸点阵列、陶瓷基板和测试管脚铜柱组成。
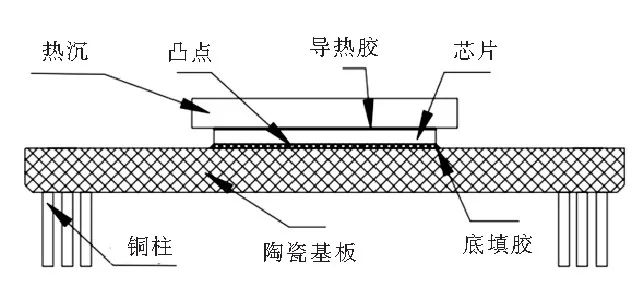
图3 非气密性封装FC-CBGA结构图
2非气密倒装焊陶瓷封装热仿真分析
2.1 模型尺寸参数
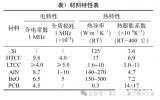
三维热模型的结构尺寸参数如表1所示,非气密性FC-CCGA不同组成部分的热参数如表2所示。表1 模型结构尺寸非气密性FC-CCGA不同组成部分热参数
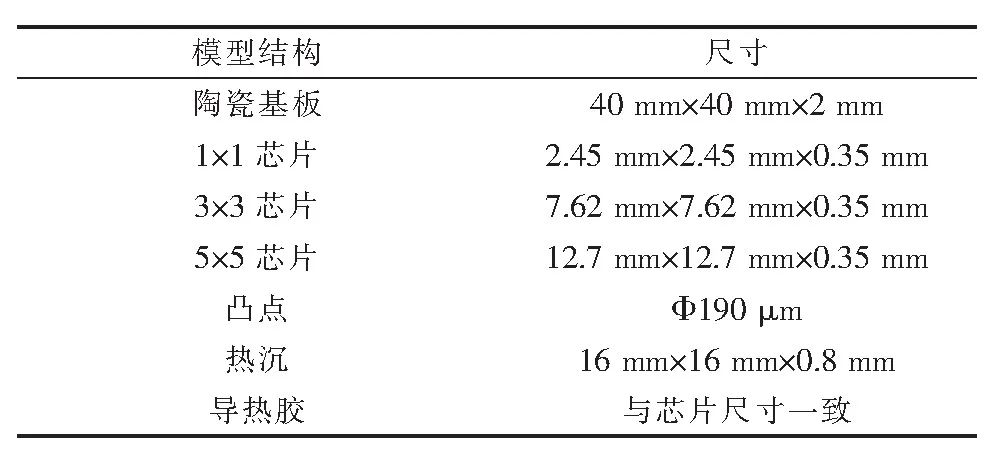
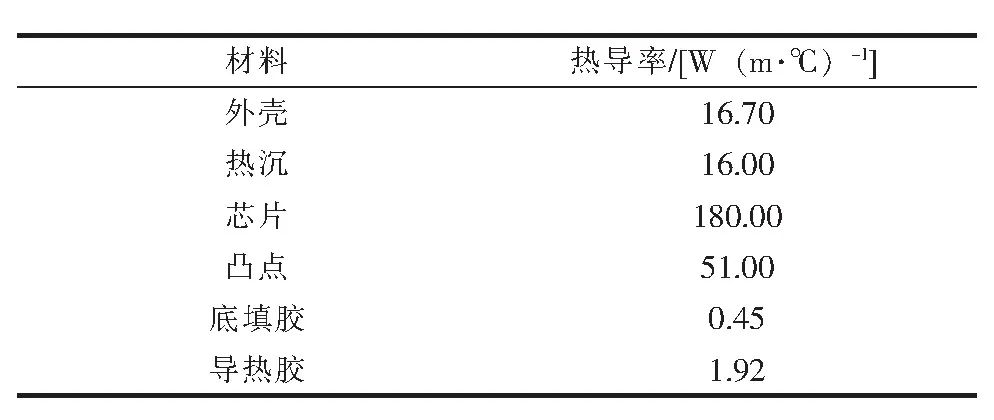
表2 非气密性FC-CCGA不同组成部分的热参数
2.2 热仿真边界条件
结到壳顶θj-top热阻的仿真设置为:对封装体设置四周与底部绝热,盖板上表面设置固定参考温度为60℃,不考虑对流和辐射对散热的影响。
结到壳底θj-bottom热阻的仿真设置为:不考虑导热胶对散热的影响,对封装体设置四周与顶部绝热,下表面设置固定参考温度为60℃,不考虑对流和辐射对散热的影响。
2.3 芯片尺寸对热阻的影响
在基板、热沉尺寸都相同的情况下,分别仿真1×1、3×3和5×5这3种芯片尺寸对陶瓷封装热阻的影响,仿真结果如图4所示,从图4中可以看出θj-bottom的热阻比θj-top的热阻要大一倍左右。从趋势上看,芯片尺寸越大,θj-top和θjbottom越小。随着芯片尺寸的增大,热阻减小的幅度越大。以θj-top为例,芯片从1×1变为3×3时,尺寸增大了9倍,热阻降低了6.93倍;从3×3变大到5×5倍时,尺寸增大了2.7倍,热阻降低了2.6倍。
文献[6]认为,当热量从窄区域的芯片传递到宽截面基板时,热流是与材料截面成45°角扩散的。从该角度可以分析,对于1×1的芯片,虽然基板和热沉尺寸很大,但是对降低热阻有明显效果的只有45°角对应的区域。因此对于倒装焊封装,从散热角度考虑,设计与芯片尺寸匹配的基板和热沉能够最大化兼顾成本和散热效率。热阻45°计算方法示意图如图5所示。
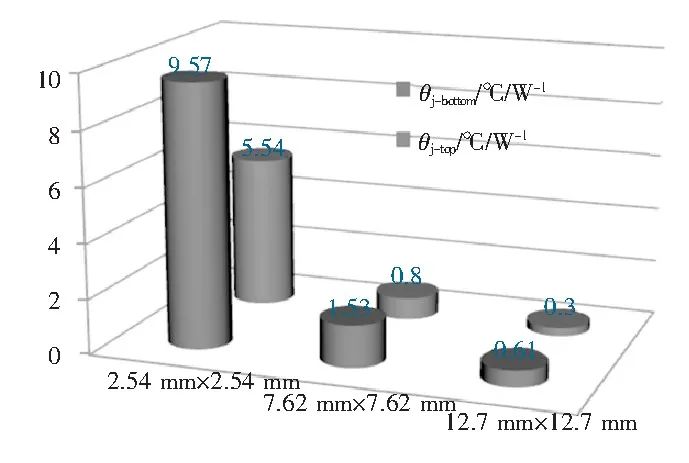
图4 芯片尺寸对结壳热阻的影响
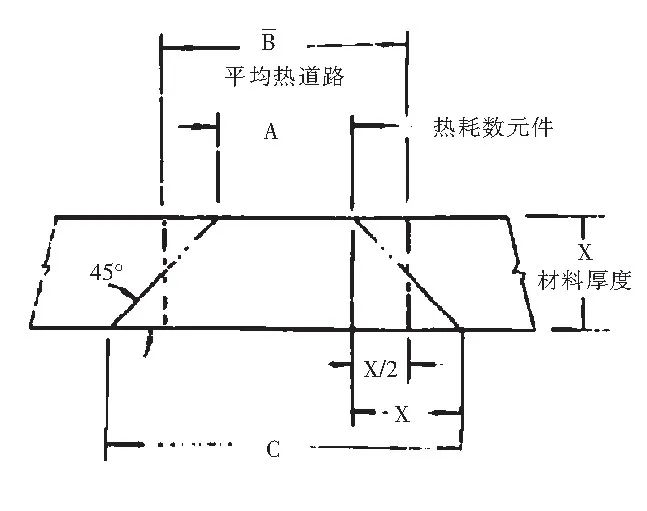
图5 热阻45°计算方法示意图
2.4 热沉及导热胶对θj-top的影响
对于非气密性倒装焊陶瓷封装而言,热沉是最重要的散热路径,从上面的分析中可以看出,θj-top比θj-bottom还小很多,热沉盖板和导热胶的材料选择将直接影响封装体的散热效果。
为了研究热沉盖板材料对热阻的影响,选取了5组常使用的热沉盖板材料,管壳采用40 mm×40 mm×2 mm的尺寸、陶瓷为A440材料,以5×5单元满阵列发热的芯片为研究对象进行结壳热阻仿真分析。热沉的材料参数特性如表3所示。
结到壳顶热阻仿真温度云图如图6所示,热沉热导率与结-壳顶热阻θj-top的关系如图7所示。从图7中可以看出,θj-top随着热沉材料的热导率的升高而降低,但两者之间并不是一个线性的关系。材料4J42与AlSiC的热导率相差10倍,但是热阻只相差30%。
导热胶用于粘接芯片和热沉,导热胶的选择需要考虑固化温度、粘接强度和热导率。文中选用两款常用的导热胶作为分析对象,其材料特性如表4所示。
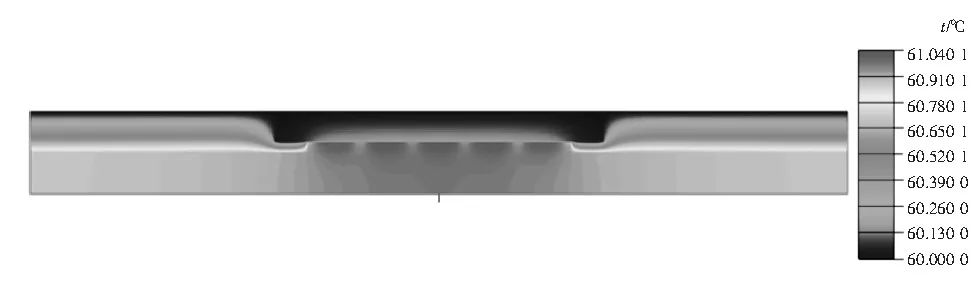
图6 结到壳顶热阻仿真温度云图
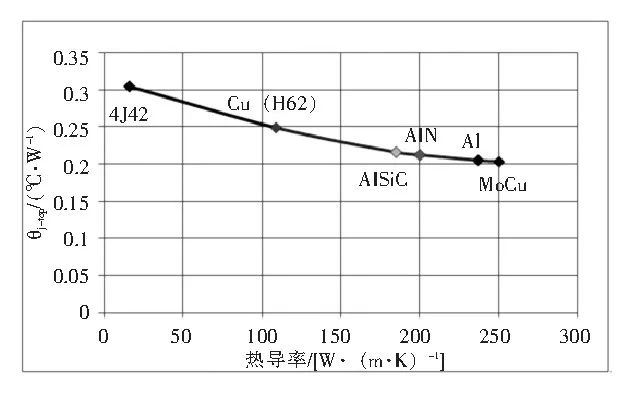
图7 热沉盖板热导率与θj-top影响
因为导热胶的热导率较低,对于θj-top导热胶的热导率占比很大,具体的表现形式为,结到壳顶的热阻随着导热胶材料的热导率的升高而降低,如表5所示。 表5 不同导热胶对应的θj-top值

3典型器件的结壳热阻测试验证
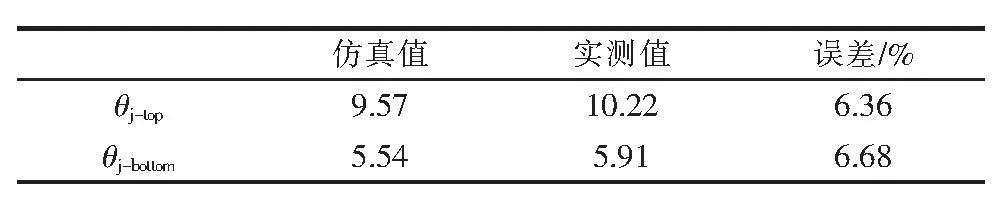
对1×1单元的芯片的典型器件使用热阻测试仪进行结壳热阻测试,器件测试图如图8所示,测试结果如图9-10所示。结壳热阻仿真与实测结果对比如表6所示。从结果看,θj-top与θj-bottom仿真结果与测试结果的误差小于10%,从而验证了仿真结果的准确性。
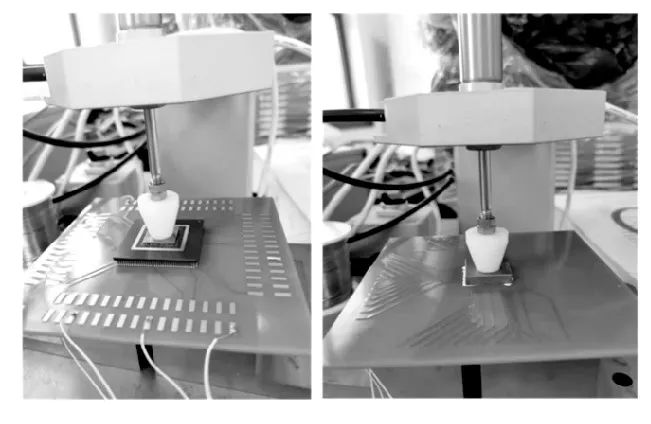
图8 1×1单元的芯片结壳热阻侧视图
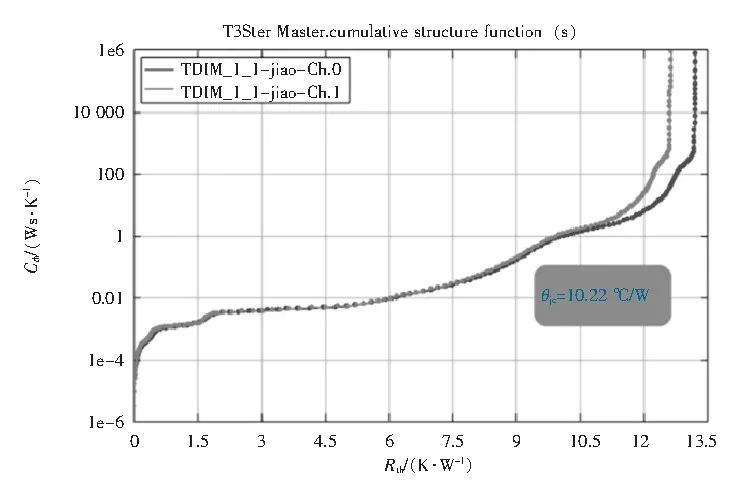
图9 θj-top热阻测试结果
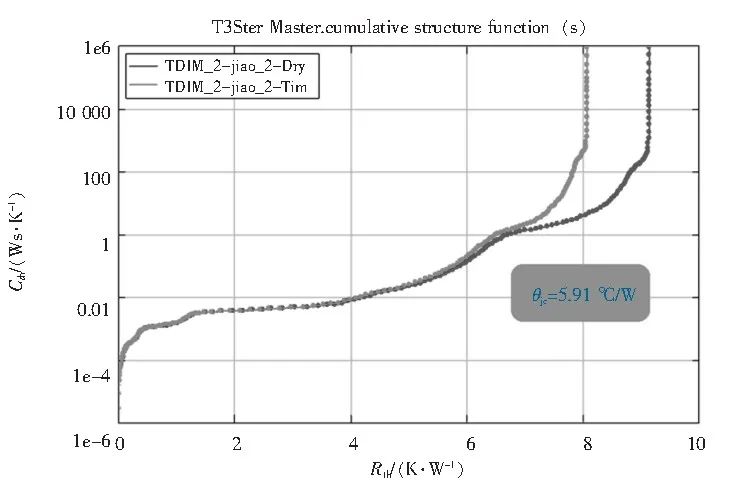
图10 θj-top热阻测试结果
表6 结壳热阻仿真与实测结果对比
4结 束 语
通过上述分析,可以得到以下几点结论。
a)芯片的尺寸越大,θj-top和θj-bottom越小。随着芯片尺寸的增大,热阻减小的幅度越大。设计与芯片尺寸匹配的基板和热沉能够最大化兼顾成本和散热效率。
b)θj-top随着热沉材料的热导率的升高而降低,但并不是一个线性的关系。材料4J42与AlSiC的热导率相差10倍,但是热阻只相差30%。
c)θj-top中导热胶的热导率占比很大,结到壳顶的热阻随着导热胶材料的热导率的升高而降低。
d)对1×1单元的芯片的典型器件进行了热阻测试,并将测试结果与仿真结果进行了对比,结果表明,θj-top和θj-bottom的仿真结果与测试结果之间的误差小于10%,从而验证了仿真结果的正确性。
审核编辑:郭婷
-
芯片
+关注
关注
455文章
50714浏览量
423113 -
封装
+关注
关注
126文章
7873浏览量
142891
原文标题:非气密倒装焊陶瓷封装热特性分析及测试验证
文章出处:【微信号:中科聚智,微信公众号:中科聚智】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
倒装芯片的优势_倒装芯片的封装形式
倒装芯片(flip chip)算先进封装吗?未来发展怎么样?
BGA封装的测试与验证方法
南京大展仪器的同步热分析仪在陶瓷行业的应用
芯片热管理,倒装芯片封装“难”在哪?

京瓷光源用的陶瓷封装产品介绍

OPA2210的热焊盘是接GND还是V-?

倒装芯片封装凸点剪切力测试实例,推拉力测试机应用全解析!

聚焦智能传感芯片,重庆市半导体封装测试验证平台在北碚启用
芯片倒装Flip Chip封装工艺简介

塑胶件没有孔怎么做气密性试验






 工商网监
工商网监
评论