 Adv. Mater.:利用焦耳热效应,再生废旧锂电石墨负极
Adv. Mater.:利用焦耳热效应,再生废旧锂电石墨负极
01
导读
随着电动汽车的普及,锂离子电池(LIB)的需求量日益增加,预计到2026年,全球LIB产能将比2017年增长五倍。随之而来的,废旧电池对环境产生的不利影响将日趋严重。
目前,LIB再生方法主要以湿法和火法冶金工艺从正极中回收有价值的金属元素为主,如Li、Co、Ni和Mn。石墨负极要么直接烧掉或者填埋处理,造成了极大浪费,要知道负极约占LIB总重量的20%,成本的15%。造成这一局面的主要原因在于,石墨每吨成本为8000~15000$,远低于正极的20000~50000$,因此商人对负极再生不感兴趣。
传统的石墨再生工艺采用煅烧或湿化学法,不仅能耗高,还容易导致组成和结构缺陷,影响电化学性能。
理想的石墨负极再生方法应该能去除固体电解质界面层(SEI)、粘合剂等有机杂质,尽量保持石墨原有结构,回收电池中的金属元素,并具有效率高、环境友好、低碳的优点。
02
成果背景
美国莱斯大学James M. Tour团队开发了一种石墨负极的快速、高效、低碳再生方法。他们采用快速焦耳加热工艺直接处理废旧石墨,不到0.2秒就能将负极温度提高到2850 K,分解SEI和粘合剂,同时保持石墨的形态,金属氧化物通过0.1 M的HCl回收。在0.2 C下,再生石墨的比容量达到了351.0 mAh·g-1,将其与LiFePO4组装成全电池,倍率和电化学稳定性与新鲜石墨负极相当。生命周期分析评估表明,与传统煅烧再生工艺相比,该方法可减少51%的温室气体排放,39%的水和50%的能源消耗,再生1吨负极的能耗成本仅为118$。相关工作以“Flash recycling of graphite anodes”为题发表在AdvancedMaterials上。
03关键创新
研究者将快速焦耳热效应与盐酸回收相结合,开发了一种高效、快速、节能、环保的废旧LIB石墨负极再生方法。与新鲜负极相比,再生石墨表现出相当的倍率和电化学稳定性,再生1吨负极的能源成本仅为118$。
04
核心内容解读
1、不到0.2秒完成杂质分解

图1.石墨的快速再生。(a)石墨快速再生示意图;(b)焦耳加热效应示意图;(c)快速再生过程中的电流-时间曲线;(d)与传统煅烧相比,快速再生的程序及实时温度曲线;(e)不同石墨负极的TGA谱图;(f)与298K时的初始质量相比,不同石墨在773 K时的剩余质量比。AW:废旧负极,FAW:快速再生的废旧负极,FRA:快速再生的负极,CRA:煅烧再生的负极,Gr:石墨。@Wiley
研究者利用焦耳加热效应直接对废旧石墨进行处理,加热电路中的电容器为石英管内的石墨提供电能,由于SEI层和其它杂质具有电阻,可以实现选择性加热、分解,并形成无机盐和金属(比如Li和Co)氧化物颗粒,随后利用稀HCl就能回收这些金属(图1a-b)。
快速再生过程中,施加电压为120V,废旧石墨电阻约为1.3Ω,通过样品的电流在200ms放电时间内达到350A左右,电量为12.1 kJ·g-1(图1c)。焦耳热效应的加热速度高达1.6×105K·s-1,不到0.2 s的时间,样品温度就能达到最高的2850K,冷却速度也能达到9.2×103K·s-1(图1d),能够实现石墨的快速再生,处理每吨石墨的电能成本约118$,低于传统煅烧再生工艺。
除此之外,煅烧法加热时间长,会导致石墨层间膨胀和片层尺寸降低,从而形成结构缺陷,影响电化学性能。快速再生过程只针对SEI和粘合剂,可以最大限度的保留石墨结构。
为了评估快速再生过程中有机杂质的去除效果,他们利用热重分析(TGA)进行了研究。对于未处理的石墨负极,在773 K时有约17.3 wt%的质量损失,这包括电解质、粘合剂和SEI层的质量损失;快速再生后,质量损失降低到了1.4 wt%,传统煅烧工艺处理的石墨,质量损失<0.1 wt%(图1e)。
2、快速再生保留石墨结构
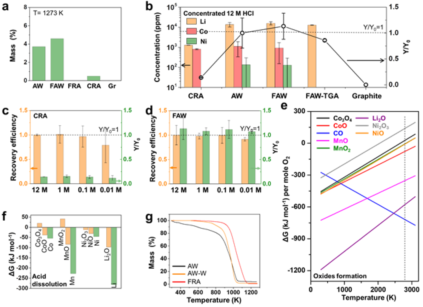
图2.金属离子浸出实验。(a)在1273 K下,不同石墨负极煅烧后的剩余质量与298 K下的初始质量对比;(b)用12 M HCl处理后,各种金属离子的回收浓度;(c-d)不同浓度HCl处理后,金属离子的再生效率;(e)CO和各种金属氧化物的Ellingham图;(f)金属氧化物酸溶液中的溶解反应吉布斯自由能变化;(g)不同石墨的TGA谱图。@Wiley
对于快速再生石墨,在1273 K下剩余无机氧化物的量约为4.5 wt%。传统煅烧法剩余质量仅有0.5 wt%,说明大部分金属组分被气化蒸发(图2a)。
随后,研究者用不同浓度的HCl对金属进行浸出,定义了再生效率α(稀HCl再生的金属浓度与12 M浓HCl再生的比值)和超额产率Y/Y0(使用同一浓度HCl再生处理和未处理的石墨得到的金属浓度比值)来评估再生效果。发现快速再生产物中Li、Co和Ni的总浓度分别达到15314、898和124 ppm,是煅烧再生工艺的13倍(图2b)。煅烧产物在不同的HCl中,只能收集到<15%的总金属离子(图2c),使用0.1M的HCl浸出焦耳热处理样品,金属离子的平均再生效率>99%(图2d)。从快速再生样品中浸出的金属离子总量也高于未处理石墨的结果,平均Y/Y0为1.11,这与焦耳热对石墨的快速处理有关。
而且,与煅烧工艺相比,快速再生法将金属元素还原为低价态化合物或金属,其酸溶解反应的吉布斯自由能变化(ΔG)值更大,热力学溶解度更高(图2f),用0.1 M的HCl处理后,1273K下没有明显的固体残留(<0.1%)(图2g)。

图3.快速再生石墨的表征。(a)商品石墨(蓝色)、FRA(红色)和AW(黑色)的XRD谱图;(b)AW和(c)FRA的拉曼光谱;(d)FRA(红色)和AW(黑色)的XPS谱图;(e)FRA(红色)和AW(黑色)浸出溶液的UV-vis光谱;(f)基于SEM统计的不同石墨粒径分布;(g)AW和(h)FRA颗粒的SEM图像;(i)AW和(j)FRA颗粒的TEM图像。@Wiley
研究者发现未经处理的废旧石墨保留了原始结构,快速再生处理后,样品(002)衍射峰下降到26.5°,说明层间距比商业石墨略微增加了0.3%,煅烧再生样品(002)间距的热膨胀值约为0.2%(图3a)。
未经处理的废旧石墨拉曼光谱表明,除了在商业石墨中观察到的D、G和2D带之外,还发现了SEI层的特征峰,在焦耳热处理后则完全消失(图3b)。快速再生石墨的平均D/G和2D/G强度比分别为0.14和0.56,与商业石墨相似(0.12和0.57),而煅烧再生的数值分别为0.29和0.44(图3c),这些结果说明快速再生方法可以保持石墨的本体结构,避免形成缺陷。
在XPS谱图中,未经处理的废旧石墨含C(41.8%)、F(26.1%)、金属(Li、Co、Mn和Ni,18.2%)、O(12.9%)和P(1.9%),还在UV-vis光谱中发现了SEI和电解质残留物。快速再生石墨的C含量较高(90.8%),金属含量无法检出,这表明通过0.1M的HCl浸出可以有效提取金属。煅烧再生石墨的C含量也很高(92.8%),其它元素F(1.1%)和O(6.1%)含量不高(图3d-e)。
快速再生样品的平均粒径约15 µm(图3f),未经处理的废旧石墨,颗粒通过有机粘合剂结合在一起(图3g),而在快速再生后,形成了分散的石墨颗粒(图3h),没有发现金属颗粒(图3i)。该结果表明,快速再生方法确实去除了有机粘合剂。
3、相当的电化学性能
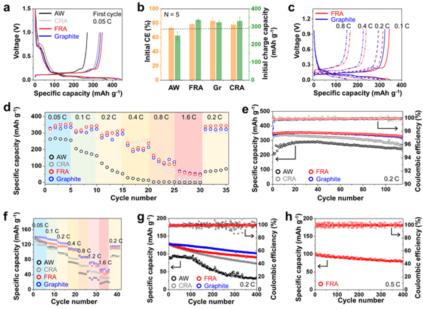
图4.快速再生石墨的电化学性能测试。(a)在0.05C下,AW(黑色)、CRA(灰色)、FRA(红色)和商用石墨(蓝色)首次循环的电压曲线;(b)AW、FRA、商用石墨和CRA的初始CE和充电容量;(c)商用石墨(蓝色)和FRA(红色)在不同倍率下的电压曲线;(d)AW(黑色)、CRA(灰色)、FRA(红色)和商用石墨(蓝色)的倍率性能;(e)上述负极在0.05C下运行5个循环后,在0.2C下的循环性能;(f)上述负极与LiFePO4正极组成电池后的倍率性能;(g)上述电池在0.2C和(h)0.5C下的循环性能。@Wiley
研究者分析了各种负极材料的电化学性能。未处理负极,在0.05 C下,首次循环比容量约为269 mAh·g-1,比快速再生石墨的结果小了78mAh·g-1(图4a)。
快速再生石墨的平均初始库伦效率和电荷比容量分别为78.1%和336.9 mAh·g-1(图4b),好于未处理的废旧石墨结果(72.9%和248.3 mAh·g-1),与煅烧再生样品类似(77.7%和331.2 mAh·g-1),与商业石墨的结果(82.8%和323.5 mAh·g-1)相当。
在0.05、0.1、0.4、0.8 C倍率下,快速再生石墨的平均比容量分别为345.3、329.9、218.6和129.1 mAh·g-1,与商业石墨和文献中再生石墨的结果相当。从高倍率回到0.2 C低倍率后,快速再生石墨的容量为342.4 mAh·g-1,而煅烧样品容量损失更大(图4c-d)。
快速再生石墨在0.2 C的容量为351.0 mAh·g-1,100次循环后,仍可保持在335.9 mAh·g-1,接近商业石墨负极的电化学稳定性。然而,煅烧样品在100次循环后容量衰减了17%。因此,快速再生比煅烧工艺制备的石墨更稳定,这是由于快速再生过程中,石墨表面形成了稳定的石墨壳所致(图1e)。
他们又将再生石墨与LiFePO4正极组装成全电池进行了测试。发现未经处理的石墨负极比容量约为94.9 mAh·g-1,稳定性较差,在0.2 C下400次循环的平均容量衰减为0.17%。快速再生和煅烧工艺样品的比容量分别为131.1和129.8 mAh·g-1。但是,快速再生石墨具有更好的电化学稳定性,每次循环衰减0.078%,0.5℃循环400次后的容量保持率约为77.3%,煅烧再生和商业石墨的衰减值分别为0.11%和0.055%(图4g-h)。
4、更低碳环保的快速再生工艺

图5.快速再生过程的经济和环境分析。(a-c)各种电池级石墨生产路线的工艺流程图;(d)生产1kg石墨的水消耗、(e)能源消耗和(f)温室气体排放(GHG)。@Wiley
研究者对不同石墨再生工艺进行了生命周期评估(LCA)。发现与石墨生产、煅烧再生工艺相比,快速再生方法可以减少水和能源的消耗。与生产相比,快速再生方法可降低约85%的回收成本,减少约98%的温室气体排放,减少约92%水和96%的能源消耗。与煅烧再生方法相比,快速再生方法可减少51%的温室气体排放,39%的水和50%的能源消耗(图5d-f)。
05
成果启示
研究者开发了一种焦耳加热效应再生石墨负极的方法,可以精准去除石墨中的SEI和粘合剂,在石墨颗粒周围形成了稳定的碳壳,保留了石墨固有的3D层状结构。利用0.1M的HCl进行后处理,可以很容易的回收Li、Co、Ni和Mn金属元素。该方法再生的石墨在0.2 C下的容量为351.0 mAh·g-1,与LiFePO4组装成全电池后,在0.5 C下400次循环后的容量保持率为77.3%。研究者预计到2023年初,快速焦耳加热法再生石墨的产能将达到每天1吨,2024年将达到每天100吨。快速再生工艺为废旧石墨的再生提供了一种更环保、更经济的方法。
审核编辑 :李倩
-
锂离子电池
+关注
关注
85文章
3238浏览量
77683 -
电解质
+关注
关注
6文章
810浏览量
20048 -
负极
+关注
关注
0文章
66浏览量
9459
原文标题:Adv. Mater.:利用焦耳热效应,再生废旧锂电石墨负极
文章出处:【微信号:清新电源,微信公众号:清新电源】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
华中科技大学:通过自组装单层加强石墨烯器件的热管理

朗凯威废旧磷酸铁锂电池回收:环保与资源再生的新机遇

石墨负极在锂离子电池中的发展与储锂机制

高导电石墨烯导电油墨

用于印刷电子柔性丝网印刷的高导电石墨烯油墨
用于印刷电子柔性丝网印刷的高导电石墨烯油墨
浅谈瑞能逆导IGBT助推感应加热的卓越实力
如何控制M9航空连接器3芯的焦耳热

8万吨废旧锂电池及锂电池废料的综合回收利用项目落户湖南
人工智能AI如何实现大规模制造过氧化物太阳能电池呢?
电流热效应工作的电器功率会变大么?
利用电流热效应工作的电器是
《废旧锂离子电池材料再生企业清洁生产规范》于2023年12月25日正式实施






 工商网监
工商网监
评论