 半导体集成电路|什么是倒装芯片?倒装芯片剪切力测试怎么做?
半导体集成电路|什么是倒装芯片?倒装芯片剪切力测试怎么做?
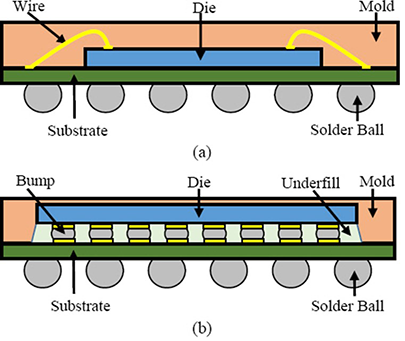
替代引线键合最常用、先进的互连技术是倒装芯片技术称为C4,即可控塌陷芯片连接(ControlledCollapse Chip Connection)或FC(Flip Chip,倒装芯片)。这项技术是在20世纪60年代中期由IBM发明,每个引线具有最低的电感,为0.05~0.1nH(相比而言,线径为25μm的引线电感约为1nH/m),因此具有最高的频率响应以及最低的串扰和同步开关噪声。
倒装芯片还提供最高的Si芯片封装密度,在密封的封装体内,在陶瓷基板上Si芯片以接近125μm(5mil)高度紧密“叠放”在一起,对于需要环氧树脂底部填充的层压基板,倒装芯片的间隔约为0.5mm(20mil)。通过焊料凸点可以将适量的热量通过芯片的正面传导至下面的封装体,但是,非常高的热量(在运算速率最快的器件中产生)必须从裸芯片的背面(面朝上)移除。尽管使用硅脂或聚合物的散热连接已成为一种更便宜的选择,但这可能需要精心制备的导热片/棒和昂贵的封装体,封装体和I/O焊盘必须围绕特定目的植球芯片进行设计,这意味着非常高的体积或高的成本。
最近,倒装芯片已用于层压基板(如PCB)上,其通过使用底部填充的聚合物纠正热膨胀系数的失配(CTE)问题,虽然这些聚合物基板降低了封装成本,但是可能进一步降低了散热能力。为了进一步降低工艺成本,在现存的Al焊盘周边,部分研究采用热超声球形键合技术(移除引线)在键合焊盘上形成凸点。同时,还使用了导热聚合物或微球。
为了充分利用倒装芯片技术的优势,有必要对现有芯片重新设计面阵列I/O的倒装芯片焊盘,但该焊盘在常规封装中并不能进行有效的引线键合(尽管正在开发面阵列自动键合)。最初这种重新设计减慢了倒装芯片技术的使用,尽管长期以来已有程序将外围键合焊盘重新排版为面阵列的焊盘格式 2-711,与最初面阵列 I/O 的芯片设计相比,这些设计的热传递效率(通过凸点)较低且串扰较大,因此这只是一个过渡阶段。然而,由于小体积和高频的需求,大量使用的便携式终端,如移动电话的应用,已经克服了这个问题。当前,这些应用需要更高性能的芯片和更高的Si芯片密度(叠放),且目前更多的芯片设计成真实的面阵列、倒装芯片格式。这种互连方法的增长速度比引线键合快,并且猜测最终(许多年)可能会取代它们,成为许多产品应用的首选互连方法。给大家介绍完半导体集成电路焊球倒装是什么,下面__【科准测控】__小编接着给大家介绍倒装芯片剪切力试验怎么做?
一、倒装芯片剪切力测试
1、 试验目的
本试验的目的是测试底部填充前芯片与基板之间的剪切强度,或测量底部填充后对芯片所加力的大小,观察在该力下产生的失效类型,判定器件是否接收。
- 测试设备要求
测试设备应使用校准的负载单元或传感器,设备的最大负载能力应足以把芯片从固定位置上分离或大于规定的最小剪切力的2倍。设备准确度应达到满刻度的±5%。设备应能提供并记录施加于芯片的剪切力,也应能对负载提供规定的移动速率。
3、试验设备(以科准Alpha-W260推拉力测试机为例)
4、 试验程序
4.1 安装
在试验设备上安装剪切工具和试验样品,剪切工具正好在位于基板之上的位置与芯片接触,在垂直于芯片或基板的一个边界并平行于基板的方向上施加外力,使芯片可以被平行于器件表面的剪切工具剪切,如图8所示。应小心安放器件以免对芯片造成损伤。对于某些类型的封装,由于封装结构会妨碍芯片的剪切力测试,当规定要采用本试验方法时,需要采用有效的化学或物理方法将妨碍部分去除,但不得破坏芯片倒装区和填充区。
剪切力和失效模式受剪切速度、剪切高度以及器件存储时间的影响。为保证试验结果的有效性,应对任何检验批进行相同条件的剪切试验,如剪切速度、剪切高度等都应一致。
夹具应防止器件在轴向上移动,保证剪切方向与基板的表面平行,并且不损伤芯片,不使基板变形。图9给出了夹具的示例,可使用其他工具替代夹具。
夹具应和机器保持刚性连接,移动和变形应最小化,避免对器件产生谐振激励。对长方形芯片,应从与芯片长边垂直的方向施加应力。
剪切工具应由坚硬的刚性材料、陶瓷或其他非易弯曲的材料构成。剪切工具应和器件底面成90°士5°。把剪切工具和芯片对齐,使其可以接触芯片的一侧。应保证剪切工具在行进时不会接触基板。
最好能使用可移动的试验台和工具台进行对齐,并使移动平面垂直于负载方向。
由于频繁使用会造成剪切工具磨损,从而影响试验结果。如果剪切工具有明显的磨损,如图7所示,则应替换。
4.2 芯片剪切
4.2.1 剪切速度
芯片剪切过程中应保持恒定速率,并记录剪切速度。剪切速度一般为0.1 mm/s~0.8 mm/s。
4.2.2 剪切力
试验数据应包括芯片剪切力数值和标准要求数值。芯片剪切力数值应满足应用条件所要求的最小值。
5、 失效判据
5.1 倒装芯片剪切强度(无底填充器件)
使倒装芯片和基板产生分离的最小剪切力应按式(1)计算,小于其值而发生分离则视为不合格。
最小剪切力=0.05N×凸点数 (1)
当有规定时,应记录造成分离时的剪切力数值,以及分离或失效的主要类别:
a) 焊点材料或基板焊接区(适用时)的失效;
b) 芯片或基板的破裂(紧靠在焊点处下面的芯片或基板失掉一部分);
c) 金属化层浮起(金属化层或基板焊接区与芯片或基板分离)。
5.2 倒装芯片剪切强度(底填充器件)
若芯片黏接面积大于4.13 mm²,应最小承受25 N的力或其倍数;若芯片黏接面积大于或等于0.32mm²,但不大于4.13 mm²时,芯片承受的最小应力可通过图11确定;若芯片黏接面积小于0.32mm²,应承受的最小力为(0.1倍)时的6N/mm²或(2倍)时的12N/mm²。
符合以下任一判据则应视为失效:
a) 小于图10中曲线所表示的最小芯片剪切强度要求。
b) 适用时,使芯片与基板脱离时施加的力小于图10中最小芯片剪切强度的1.25倍,同时芯片在填充材料上的残留小于填充区面积的50%。
c) 适用时,使芯片与基板脱离时施加的力小于图10中最小芯片剪切强度的2.0倍,同时芯片在填充材料上的残留小于填充区面积的10%。
当有规定时,应记录造成分离时的剪切力数值,以及分离或失效的主要类别:
- 芯片被剪切掉后,基板上残留有芯片的碎片;
b) 芯片与填充材料间脱离;
c) 芯片与填充材料一起脱离基板。
6、 说明
有关采购文件或详细规范中应规定以下内容:
a) 最小剪切力强度(若不用本试验判据时);
b) 试验的芯片数和接收数;
c) 数据记录要求。
以上就是小编对半导体集成电路焊球倒装是什么?以及倒装芯片剪切力试验目的、测试设备、试验方法以及失效判据的介绍了,希望能给大家带来帮助!科准专注于推拉力测试机研发、生产、销售。广泛用于与LED封装测试、IC半导体封装测试、TO封装测试、IGBT功率模块封装测试、光电子元器件封装测试、大尺寸PCB测试、MINI面板测试、大尺寸样品测试、汽车领域、航天航空领域、军工产品测试、研究机构的测试及各类院校的测试研究等应用。如果您有遇到任何有关推拉力机、半导体集成电路等问题,欢迎给我们私信或留言,科准的技术团队也会为您免费解答!
审核编辑 hhy
- 芯片
+关注
关注
450文章
49365浏览量
415823 - 集成电路
+关注
关注
5358文章
11109浏览量
357563
发布评论请先登录
相关推荐
芯片热管理,倒装芯片封装“难”在哪?

键合点剪切力试验步骤和检查内容
选择正装芯片还是倒装芯片?一文帮你做决策

倒装芯片封装凸点剪切力测试实例,推拉力测试机应用全解析!

浅谈FCCSP倒装芯片封装工艺
芯片倒装Flip Chip封装工艺简介

什么是LED倒装芯片?LED倒装芯片制备流程
机器视觉在电子半导体行业的应用 ——倒装焊技术不可或缺的“锐眼”
芯片剪切力测试推拉力测试机知识分享

先进倒装芯片封装
倒装芯片和芯片级封装的由来

对决:正装芯片与倒装芯片,哪种更胜一筹?




 工商网监
工商网监
评论