 电机热装配工艺介绍
电机热装配工艺介绍
电机制造工业在电力行业、交通运输、农业生产还有其他行业中占据着主要作用,而电机热装配是则电机生产过程中的主要工艺,尤其多应用于电机定子、转子装配中。
而目前常见的电机热装配的方法包括电机电阻炉热套工艺、电机高效红外线卤素灯管热套工艺、电机电磁感应热套。今天我们着重介绍下电机电磁感应热套技术。
为何今天主要介绍电磁感应加热技术?因为现如今不管是国家还是人们都讲究低碳环保,而感应加热技术自带的高效、环保的高新技术越来越受到人们的青睐。
电机热套工艺的基本原理就是利用电磁感应定律与焦耳热效应原理,尤其是北辰亿科研发的热套设备可在短时间内把电导体材料的工件加热到非常高的温度。
包括转台和手持两种设备:
转台设备可一次完成预装、加热、热装、冷却过程,整个过程操作简单高效、无需过多人工干预,并且加热迅速且均匀。
手持感应加热设备:加热快速、便携性好既可在线进行加热作业,又可手持移动作业。
这两种设备都可广泛应用于电机壳(钢制、铝制或其他铁磁性材料)热套。
审核编辑黄宇
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表德赢Vwin官网 网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
- 电机
+关注
关注
141文章
8672浏览量
143408
发布评论请先登录
相关推荐
电机的制造工艺有哪些
电机作为现代工业中不可或缺的动力设备,其制造
工艺的优劣直接影响到
电机的性能、质量和可靠性。
电机的制造
工艺涵盖了多个环节,包括机加工、铁芯制造
可重构柔性装配产线整体解决方案,智能化生产转型的引领者
。根据不同产品的
装配工艺,整个产线由若干个完全相同的
装配单元以串联或并联的形式连接而成,再重构每个单位的
装配环境,从而实现
装配最大的产线平衡率。

汽车线束流水线装配工序中的生产工艺制作
单板
装配制作是指一人或多人在固定区域的一块工装板上,按照
工艺文件将导线、护套、熔断丝、扎带等材料
装配成合格成品线束,普遍应用于一些导线根数较少的线束。
发表于02-23 09:20
•
3203次阅读
热设计是什么热设计介绍
热设计专注于电子设备、系统和结构在
热环境下的性能。它涉及对产品或系统的热效应进行分析、预测和控制,确保它们在安全和有效的温度范围内运行。
热设计对于保障电子设备的可靠性、性能和寿命至关重要,因为温度
广汽埃安智能电驱工厂竣工,锐湃M25超级电驱下线
据透露,锐湃智能生态电驱工厂拥有RTS四大核心
工艺,包括Ra0.lum超高精度轴齿磨削
工艺、全自动绕成世界第一
工艺、行业最难的扁线
电机稳定
装配工艺
高比能无负极软包电池,未来多远?
无负极锂金属电池(AFLMB)具有能量密度高、成本低、
装配工艺简单等优点,是当前储能领域的研究热点,也极具应用的潜力。

浅谈汽车线束面向装配工艺的设计要点
统连接的主要零件,其设计和
装配也越来越复杂。本文从整车
装配角度出发,总结线束各
装配要素的设计要求及常见问题,尽量在设计阶段规避
装配问题,减少作业难点。
电机停止的时候热继电器跳闸怎么解决?
各位前辈好, 最近碰到一个棘手问题,研究了好几天了,一直没有搞好: 一个变频器同时带动3个
热继电器,每个
热继电器下方都有一个
电机。
电机、
热继
发表于11-13 07:54

通孔回流焊元件的装配工艺
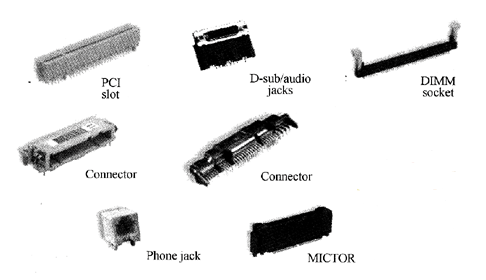
业界对通孔技术重燃兴趣的原因之一,就是在于现在一些品牌的自动贴装设备,如环球仪器的 Advantis AX72和Ploaris,具有很强的贴装异形和通孔组件的能力。元件可采用管式、卷轴式和盘式等 包装,送料器直接安装在贴装机上。
发表于09-27 15:35
•
426次阅读
晶圆级CSP装配工艺的锡膏的选择和评估
对于0.5 mm和0.4 mm晶圆级CSP的
装配,锡膏印刷面临挑战,选择合适的锡膏是关键之一。0.5 mmCSP的印 刷可以选用免洗型type3。0.4 mmCSP的印刷可以选用免洗型type3或type4,但type4有时可能会出现连锡现 象。
发表于09-27 14:58
•
341次阅读
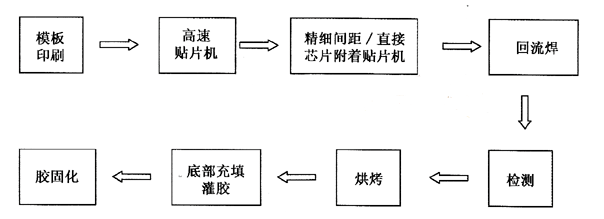
倒装晶片的组装工艺流程
相对于其他的IC元件,如BGA和CSP等,倒装晶片
装配工艺有其特殊性,该
工艺引入了助焊剂
工艺和底部填充工 艺。因为助焊剂残留物(对可靠性的影响)及桥连的危险,将倒装芯片贴装于锡膏上不是一种可采用的
发表于09-22 15:13
•
642次阅读
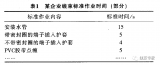
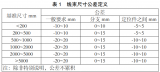
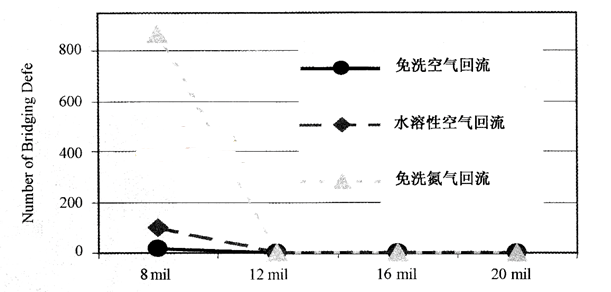
0201元件不同的装配工艺中焊点桥连与元器件间距之间的关系
焊点桥连缺陷与元器件之间的间距相关。试验表明,随着元器件间距的增加,焊点桥连缺陷也随之减少,当元 器件间距为0.012″或更大时,在3个
装配工艺中都没有发现有桥连的缺陷。
发表于09-20 15:37
•
465次阅读



 工商网监
工商网监
评论