 浅析锡球喷嘴助力激光焊锡工艺的高精应用
浅析锡球喷嘴助力激光焊锡工艺的高精应用
锡球喷嘴助力激光焊锡工艺的高精应用
目前,激光已被广泛应用到工业生产中,尤其是用于金属的焊接、切割、打孔、标记以及表面处理等方面。激光焊接技术正逐步取代传统的焊接技术,这主要得益于在生产中激光焊接具有焊接速度快、易于被光学系统引导、精度高、变形小、对工件产生较低热应力等特点。
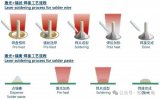
目前,激光喷球焊接是激光焊接中一种全新的锡焊贴装工艺。这种工艺的主要优点是能实现极小尺寸的互连,熔滴大小可小至几十微米。能将容器中的锡球通过特制的单锡珠分球系统转移至喷嘴,通过激光的高脉冲能量,瞬间熔化置于喷嘴上的锡球,再利用惰性气体压力将熔化后的锡料,喷射到焊点表面,形成互联焊点。
但是,目前市场上传统的焊锡喷嘴功能性都比较单一,使用起来也非常不便,传统的焊锡喷嘴普遍存在清洗频率高,使用寿命短的缺点。紫宸激光作为国内较早从事激光焊锡应用领域的设备厂家,为解决传统焊接喷嘴的问题,经过多年的研发提供一种激光锡球焊接喷嘴的应用方案。
激光焊锡机的喷嘴朝向待加工产品的一端喷口,喷口处的尺寸略小于锡球的尺寸,使得喷嘴的喷口处能够卡住锡球,在喷嘴对准待加工产品需要焊接的位置后,通过激光使锡球液化,并落至待加工产品上,实现焊接。
在相关技术中,使锡球液化的过程中,部分液化锡容易溅射或者残留至喷嘴的内壁上,造成锡球的损耗。另外,待冷却后,液化锡将重新凝固,并长久残留在喷嘴的内壁上,将导致下一个锡球的定位将存在一定偏差。从而增加了焊球喷嘴的清洗频率,从某种意义上讲,越精细的锡球喷嘴,清洗的频率也会越高。
激光锡球喷嘴包括:本体,所述本体的内部中空,形成进球通道,本体对应进球通道的一端形成喷口,进球通道用于传输锡球至喷口,喷口用于卡住锡球;本体形成有斜面,斜面由本体的外壁延伸至所述本体对应喷口处的部分内壁,以使内壁形成缺口,当喷口卡住锡球时,缺口使所述锡球部分裸露,用于减少所述本体的内壁与锡球之间的接触面积。
根据本技术实施例的高精度激光锡球喷嘴,至少具有如下有益效果:斜面由本体的外壁延伸至喷口处的内壁,使喷口处的内壁形成缺口,当喷口卡住锡球时,锡球通过缺口部分裸露,减少锡球与本体的内壁之间的接触面积,从而,当锡球被液化时,能够减少液化锡溅射或者残留在内壁上的锡量,减少锡球的损耗。
锡球激光焊接机的优势
1.激光加热、熔滴过程快速,可在0.2s内完成 ;
2.在焊嘴内完成锡球熔化,无飞溅 ;
3.不需助焊剂、无污染,最大限度保证电子器件寿命 ;
4.激光喷射锡球直径可实现0.06-2mm之间各种大球、小球的焊接,符合集成化、精密化发展趋势 ;
5.可通过锡球大小的选择完成不同焊点的焊接 ;
6.焊接质量稳定,良品率高 ;配合CCD定位系统适合流水线大批量生产需求。
审核编辑:刘清
-
CCD
+关注
关注
32文章
879浏览量
142220 -
焊接机
+关注
关注
5文章
282浏览量
13550 -
激光焊接
+关注
关注
3文章
486浏览量
21027
原文标题:锡球喷嘴助力激光焊锡工艺的高精应用
文章出处:【微信号:Vilaser-2014,微信公众号:紫宸激光】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
激光锡膏焊接机:贴片机与激光焊锡工艺的结合应用

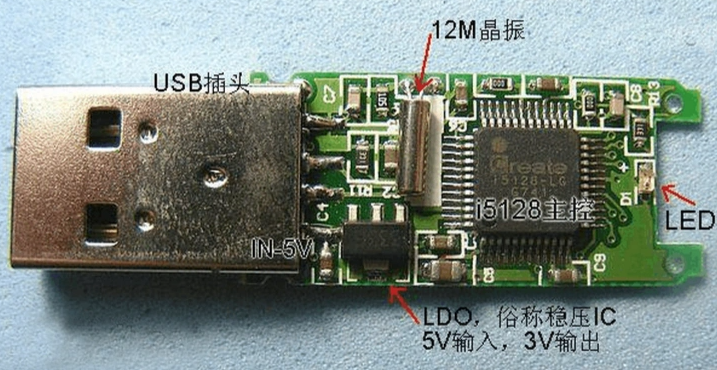
大研智造焊锡机厂家 解析激光锡球焊锡机如何赋能U盘制造
解析大研智造激光锡球焊锡机在SMP微型电连接器焊接的优势(下)

大研智造 探秘激光锡球全自动焊锡机在耳机端子制造中的应用方案

大研智造 激光锡球全自动焊锡机:如何为微风扇电路板焊接保驾护航?

激光锡焊与电烙铁锡焊的区别
激光锡球焊接机植球工艺在半导体行业的崛起
大研智造激光焊锡机:为BGA封装提供高效焊接的智能化选择
浅谈锡膏是如何制作的?
锡膏起球的缘由都有哪些?






 工商网监
工商网监
评论