 压电致动器适用于基于原子力显微镜AFM的纳米切割
压电致动器适用于基于原子力显微镜AFM的纳米切割
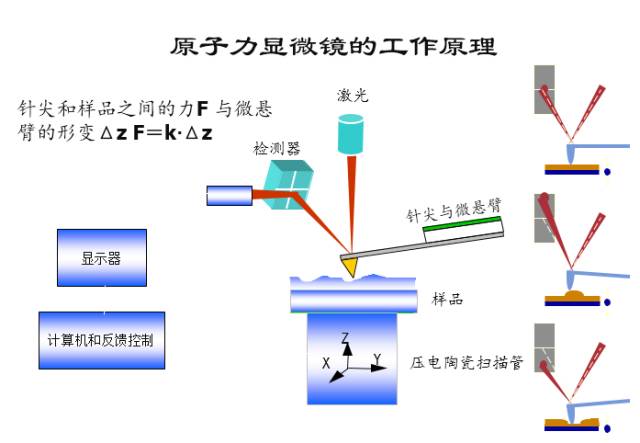
依赖于使用原子力显微镜(AFM)进行纳米切割技术的控制原理,可用于制造具有几微米数量级的恒定切割深度的凹槽。线性位移传感器、反馈控制系统和压电致动器一起运行,可以在加工过程中保持恒定的法向切削力。
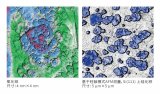
微纹理、微结构或工程化的表面在各种工业领域(如电子、能源、光学、机械、摩擦学和生物学)中得到广泛应用,例如在光学透镜、液晶显示(LCD)面板的棱镜片、设计用于产生“莲花效应”以排斥水的纹理表面、热交换器等。机械部件上的微结构通常使用光刻和蚀刻技术制造,但这些工艺需要复杂和昂贵的设备、对材料的限制、几何限制以及使用危险化学品等。用于抑制表面反射而具有蛾眼结构等特征的元件的制造更加复杂,特别是在非平面上制造时。
蛾眼结构by David Scharf 1977, 2005
模压和压印是生产这种微纹理表面的好方法,然而模具的精度是最重要的因素之一,因为它代表了模压产品的质量。使用金刚石工具进行精密加工已越来越多地用于制造高级工业应用的高精度机加工零件。
使用金刚石工具的技术来制造微结构和微槽可用于平面加工,它需要利用压电快速刀具定位台的超高精度运动机构和复杂的控制系统以获得所需的纳米/微米级精度。这种切削机构通过其进给机制设置切割深度,所生产零件的精度直接取决于压电快速刀具定位台的精度。
压电快速刀具定位台是一种高精度、高速、高刚度、高可靠性的刀具定位设备,主要应用于高精度切削、精密加工、半导体制造、精密电子、光电子、精密仪器等领域。它采用压电陶瓷驱动原理,通过快速变形实现高精度的刀具定位。它的控制系统则控制压电驱动机构的电源和信号,实现对刀具位置的精确控制。使用压电快速刀具定位台能够提高工作效率和产品质量,减少人工操作的误差,是现代高科技制造及实验室的重要设备之一。

芯明天P92压电刀具定位台及E01压电控制器
| 型号 | P92.X20S/K | 单位 |
| 行程 | 18@95Hz(150V) | μm |
| 9@190Hz | ||
| 1@600Hz | ||
| 传感器 | SGS/- | |
| 分辨率 | 0.5/0.2 | nm |
| 线性度 | 0.1 | %F.S. |
| 重复定位精度 | 15 | nm |
| 负载 | 300 | g |
| 刚度 | 120 | N/μm |
| 空载谐振频率 | 4000 | Hz |
除以上利用压电快速刀具定位台的微进给外,也可采用另一种实施恒定力切削的方法,该方法可控制施加到刀具上的法向切削力,使其保持切削力恒定。例如使用原子力显微镜(AFM)机制的纳米切割。但是由于所使用的压电扫描器的行程有限且悬臂刚度低,因此无法应用该工艺用于实际切割。
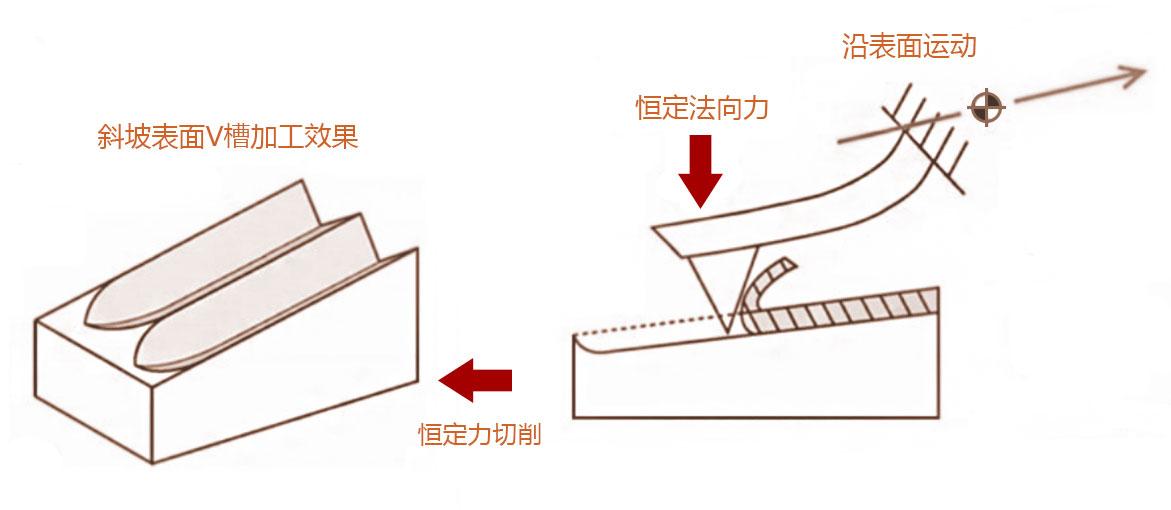
恒定负载切削效果
但在AFM纳米切割技术的基础上,结合金刚石工具,可形成一种用于微尺度加工和大切割面积的切割系统。与AFM类似,该系统也具有悬臂梁结构,在该结构上安装金刚石刀具。该系统也同样利用光学方法,测量悬臂梁的扭转及弯曲,从而估算切削力。该系统的特点是它能够在具有倾斜和弯曲表面的表面上制造具有恒定切削深度的凹槽。
下方图中显示的为一种AFM与金刚石相结合的微切削系统。该系统集成了非接触式电容传感器与PZT压电致动器,这两者间配合以保持恒定的法向切削力。
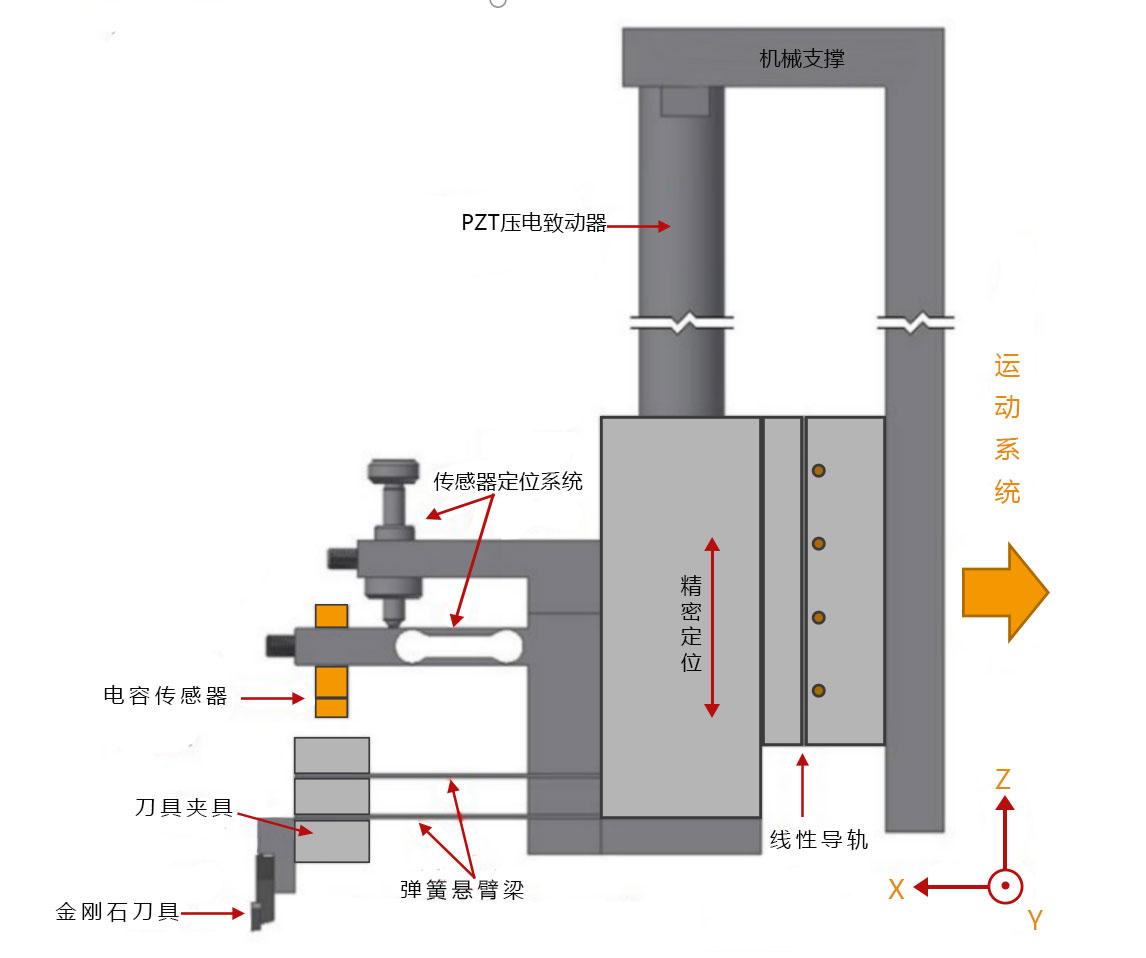
悬壁梁与电容式传感器都安装在与压电致动器相连的线性导轨上,电容传感器可检测悬臂梁的变形位移,压电致动器可在Z向上进行纳米级精密的位置调节。该系统能够补偿运动系统的部分几何误差,例如轴未对准或工具路径中的误差。

芯明天电容式传感器
芯明天电容传感器的基本技术参数如下:
| 型号 |
E09. CAP100 |
E09. CAP200 |
E09. CAP500 |
| 量程 | 0~100μm | 0~200μm | 0~500μm |
| 静态分辨率 | 1.25nm | 2.5nm | 5nm |
| 带宽-3dB | 2kHz | 2kHz | 2kHz |
| 线性度 | 0.05% | 0.05% | 0.05% |
| 重复度 | 0.0025% | 0.0025% | 0.0025% |
为了控制切割法向力,悬臂自由边缘的变形由电容传感器测量。反馈控制系统补偿悬臂梁的任何变形,它的主要任务是保持传感器和测量板之间的相对位置恒定。通过控制PZT压电致动器在切割过程中的膨胀或收缩,与悬臂相互作用。闭环系统包括一个函数发生器、电压放大器(控制压电致动器)、压电致动器、电容式传感器、控制器(比例积分PI)。
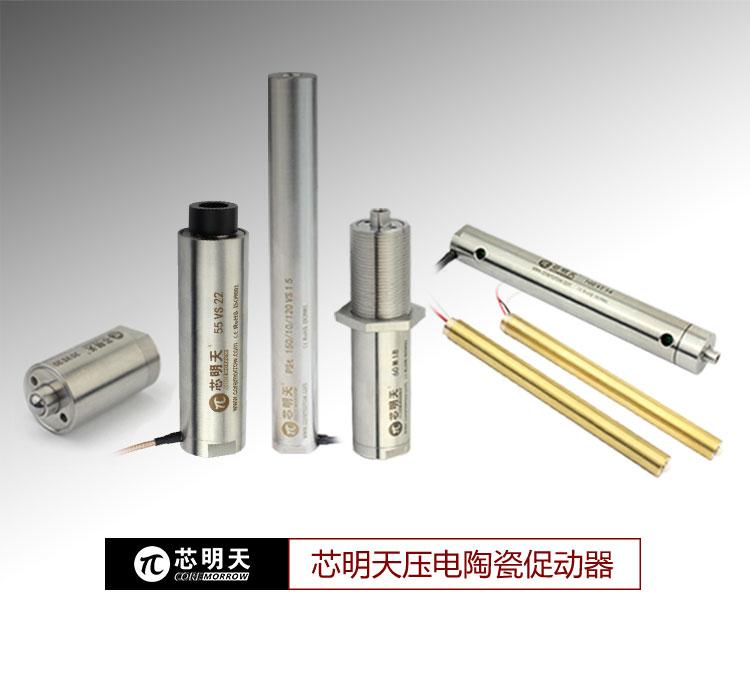
芯明天压电致动器
芯明天压电致动器具有多种型号,外径由9mm至45mm可选,位移由7μm至260μm可选,出力可达上万牛顿,且可根据要求进行产品定制。
压电陶瓷促动器参数举例:
| 型号 | 行程 | 推/拉力 |
| PSt150/10/100VS15 | 95μm | 2300/250N |
| PSt150/14/120VS20 | 114μm | 4700/700N |
| PSt150/20/140VS25 | 133μm | 7300/1000N |
| PSt150/20/200VS25 | 190μm | 7300/1000N |
| PSt1000/10/150VS18 | 150μm | 4000/700N |
| PSt1000/16/60VS25 | 60μm | 12000/1500N |
| PSt1000/25/40VS35 | 40μm | 25000/4000N |
| PSt1000/35/20VS45 | 20μm | 50000/6000N |

芯明天压电放大器
芯明天压电放大器具有多种选项,可选vwin 或数字控制,可选键盘操作、软件操作,可选板卡式、机箱式等。它具有小体积型,也有大功率型,可满足不同应用的需求。
常见的AFM系统使用压电扫描管,它不仅可以补偿悬臂变形,还可以在尖端和待扫描表面之间进行相对X-Y运动。然而压电扫描管的最大测量面积在数百平方微米的数量级,这不能满足较大加工面积要求。
芯明天压电扫描管
芯明天压电扫描管的基本参数如下:
| 型号 |
长 (mm) |
外径 (mm) |
扫描范围 (μm) |
Z轴位移 (μm) |
| 1005 | 10 | 5 | 3.8 | 2.1 |
| 2005 | 20 | 5 | 15 | 4.2 |
| 3507 | 35 | 7 | 39 | 7.4 |
| 5009 | 50.8 | 9.5 | 52 | 10 |
| 5509 | 55 | 9 | 66 | 12 |
| 6006 | 60 | 6 | 114 | 12 |
为解决加工面积小的问题,将该切割系统安装在三轴精密机床上,对该系统可进行三轴的运动调节,从而扩大测量面积,可以在几平方厘米量级的表面上制造微槽。

芯明天三轴压电马达运动平台
芯明天三轴压电马达运动平台参数举例:
0.5kg负载、20.8℃温度、31%湿度条件下。
| 项目 | X向 | Y向 | Z向 |
| 行程 | ±25mm | ±25mm | ±50mm |
| 线性度 | 0.526μm | 0.942μm | 1.377μm |
| 重复度 | 0.645μm | 0.611μm | 0.681μm |
| 分辨率 | 40nm | 40nm | 40nm |
| 运行速度 |
4.186 mm/s |
4.185 mm/s |
4.577 mm/s |
审核编辑黄宇
-
传感器
+关注
关注
2550文章
51035浏览量
753063 -
显微镜
+关注
关注
0文章
558浏览量
23020 -
压电致动器
+关注
关注
1文章
10浏览量
7919 -
AFM
+关注
关注
0文章
59浏览量
20172
发布评论请先 登录
相关推荐
共聚焦激光显微镜对比超分辨显微镜
开尔文探针力显微镜检测的是什么信号
共聚焦显微镜有什么用?
致真精密仪器自主研发的原子力显微镜系列产品重磅发布!
共聚焦、光学显微镜与测量显微镜的区分
显微成像与精密测量:共聚焦、光学显微镜与测量显微镜的区分
用于材料领域的共聚焦显微镜可以看到什么?
共聚焦显微镜和激光共聚焦显微镜的区别详解
Argolight荧光显微镜校准载玻片简介

原子力显微镜AFM测试与案例分享
显微测量|共聚焦显微镜大倾角超清纳米三维显微成像
显微测量|共聚焦显微镜大倾角超清纳米三维显微成像
教你该如何操作体视显微镜






 工商网监
工商网监
评论