 功能陶瓷成型工艺简述
功能陶瓷成型工艺简述
1、简介
随着功能陶瓷材料应用的发展,其成型工艺也在不断发展与完善。
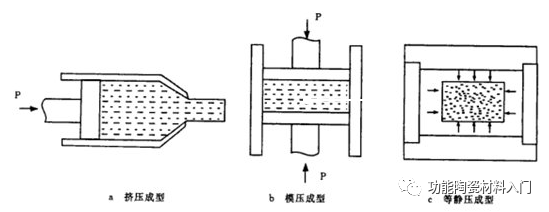
除了传统的干压成型、注浆成型,目前的功能陶瓷制备还多采用了注塑成型、挤压成型、等静压成型、流延成型等多种成型工艺及方法。
2、区分关键
原材料及其制备方法是影响与区分各种成型工艺的关键因素。
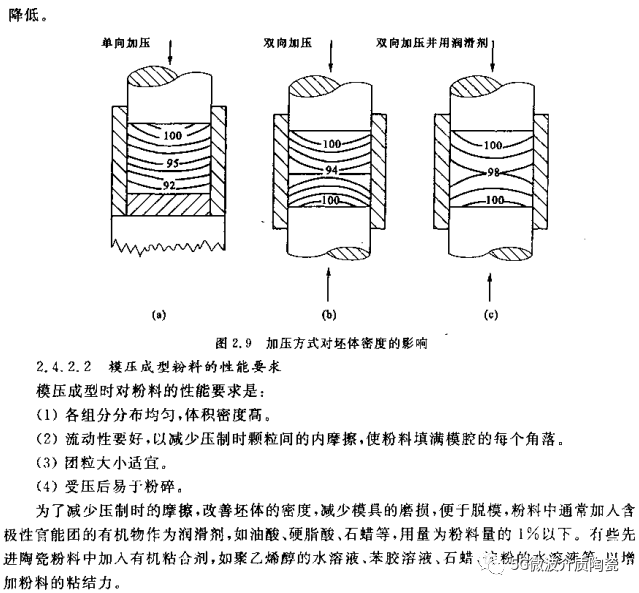
干压成型、等静压成型主要依赖于粉体颗粒间的相互流动。
注浆成型、流延成型主要依赖于液体颗粒间稳定悬浮状态及相互流动性。
注塑成型、挤压成型主要依赖于颗粒间液体的毛细作用。
3、分析对比
不同的成型方向都有着其优势与局限性,在功能陶瓷材料的成型工艺中,主要采用的成型工艺为:干压成型、流延成型、注塑成型与等静压成型。
3.1干压成型
主要优点:
a.生产效率高
b.可重复性好
c.生产周期短
d.操作简单方便
e.生产的制品密度大
f.适合批量工业化生产等
主要缺点:
a.对成型产品的形状有较大限制
b.模具造价高
c.成型坯体强度低
d.复杂坯体内部致密性不一致
e.组织结构的均匀性相对较差等
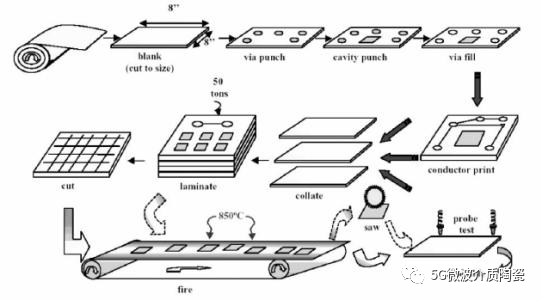
3.2流延成型
主要优点:
a.设备简单
b.自动化水平高
c.生产效率高
d.工艺稳定
e.成型坯体性能的重复性和尺寸的一致性较高
f.坯体性能均一
g.坯体尺寸缺陷较小等
主要缺点:
a.生产成本高
b.密度较低
c.成品有机物含量较高
d.排胶过程易开裂等
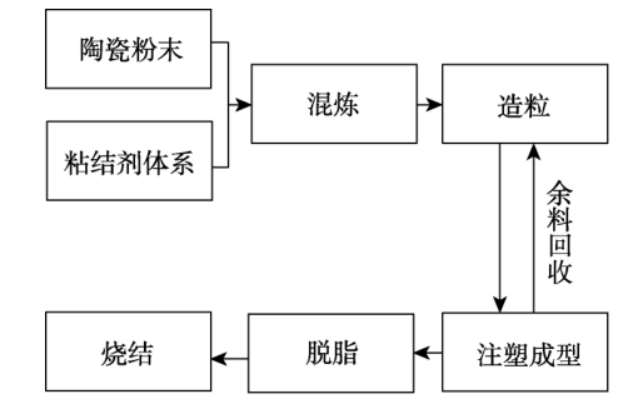
3.3注塑成型
主要优点:
a.复杂形状制品生产效率及精度高
b.致密度较高
c.原材料选择范围大
d.利用率高
e.生产成本低
f.适合批量化生产等
主要缺点:
a.设备成本高
b.容易出现裂纹、变形等缺陷
c.浆料性能要求高等
3.4等静压成型
主要优点:
a.组织结构均匀
b.密度高
c.烧结收缩率小
d.可成型形状复杂、细长、大尺寸和精密尺寸制品
e.模具成本低等
主要缺点:
a.工艺效率较低
b.设备成本高
c.操作较复杂等
审核编辑:汤梓红
-
工艺
+关注
关注
4文章
592浏览量
28779 -
陶瓷
+关注
关注
0文章
139浏览量
20719 -
裂纹
+关注
关注
0文章
20浏览量
7197 -
陶瓷材料
+关注
关注
0文章
39浏览量
10036
原文标题:功能陶瓷成型工艺
文章出处:【微信号:中科聚智,微信公众号:中科聚智】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
《塑料成型工艺及模具设计》课程设计
PCB制造工艺简述
客车蒙皮的成型及安装工艺
如何使用注射成型的Al2O3陶瓷实现3D打印技术的工艺研究






 工商网监
工商网监
评论