 激光熔覆的主要工艺参数(CRT激光焊接系统)
激光熔覆的主要工艺参数(CRT激光焊接系统)
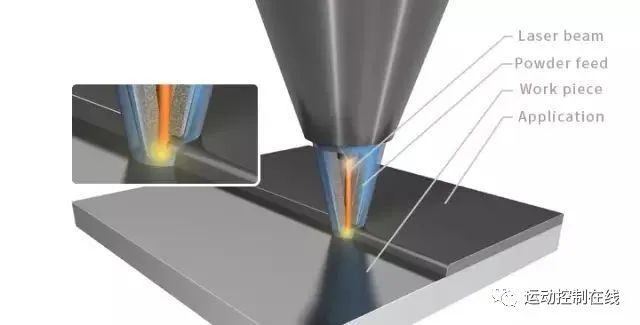
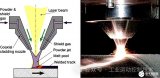
激光熔覆的工艺参数主要有激光功率、光斑直径、熔覆速度、离焦量、送粉速度、扫描速度、预热温度等。这些参数对熔覆层的稀释率、裂纹、表面粗糙度以及熔覆零件的致密性等有很大影响。各参数之间也相互影响,是一个非常复杂的过程,须采用合理的控制方法将这些参数控制在激光熔覆工艺允许的范围内。
激光熔覆有3个重要的工艺参数
激光功率
激光功率越大,融化的熔覆金属量越多,产生气孔的概率越大。随着激光功率增加,熔覆层深度增加,周围的液体金属剧烈波动,动态凝固结晶,使气孔数量逐渐减少甚至得以消除,裂纹也逐渐减少。当熔覆层深度达到极限深度后,随着功率提高,基体表面温度升高,变形和开裂现象加剧,激光功率过小,仅表面涂层融化,基体未熔,此时熔覆层表面出现局部起球、空洞等,达不到表面熔覆目的。
光斑直径
激光束一般为圆形。熔覆层宽度主要取决于激光束的光斑直径,光斑直径增加,熔覆层变宽。光斑尺寸不同会引起熔覆层表面能量分布变化,所获得的熔覆层形貌和组织性能有较大差别。一般来说,在小尺寸光斑下,熔覆层质量较好,随着光斑尺寸增大,熔覆层质量下降。但光斑直径过小,不利于获得大面积的熔覆层。
熔覆速度
熔覆速度V与激光功率P有相似的影响。熔覆速度过高,合金粉末不能完全融化,未起到优质熔覆的效果;熔覆速度太低,熔池存在时间过长,粉末过烧,合金元素损失,同时基体的热输入量大,会增加变形量。
激光熔覆参数不是独立的影响熔覆层宏观和微观质量,而是相互影响的。为了说明激光功率P、光斑直径D和熔覆速度V三者的综合作用,提出了比能量Es的概念,即:
Es=P/(DV)
即单位面积的辐照能量,可将激光功率密度和熔覆速度等因素综合在一起考虑。
比能量减小有利于降低稀释率,同时与熔覆层厚度也有一定的关系。在激光功率一定的条件下,熔覆层稀释率随光斑直径增大而减小,当熔覆速度和光斑直径一定时,熔覆层稀释率随激光束功率增大而增大。另外,随着熔覆速度的增加,基体的融化深度下降,基体材料对熔覆层的稀释率下降。
在多道激光熔覆中,搭接率是影响熔覆层表面粗糙度的主要因素,搭接率提高,熔覆层表面粗糙度降低,但搭接部分的均匀性很难得到保证。熔覆道之间相互搭接区域的深度与熔覆道正中的深度有所不同,从而影响了整个熔覆层的均匀性。而且多道搭接熔覆的残余拉应力会叠加,使局部总应力值增大,增大了熔覆层裂纹的敏感性。预热和回火能降低熔覆层的裂纹倾向。
CRT-DMC640MH激光焊接系统,采用vwin 量对激光功率的大小进行有效的控制,详细说明可参考说明书。

专业提供工业自动化运动控制技术及解决方案!
原文标题:激光熔覆的主要工艺参数(CRT激光焊接系统)
文章出处:【微信公众号:运动控制在线】欢迎添加关注!文章转载请注明出处。
-
crt
+关注
关注
2文章
81浏览量
35899
发布评论请先 登录
相关推荐

激光熔覆轴送丝修复技术优势及未来发展趋势





内孔激光熔覆修复原理及应用









 工商网监
工商网监
评论