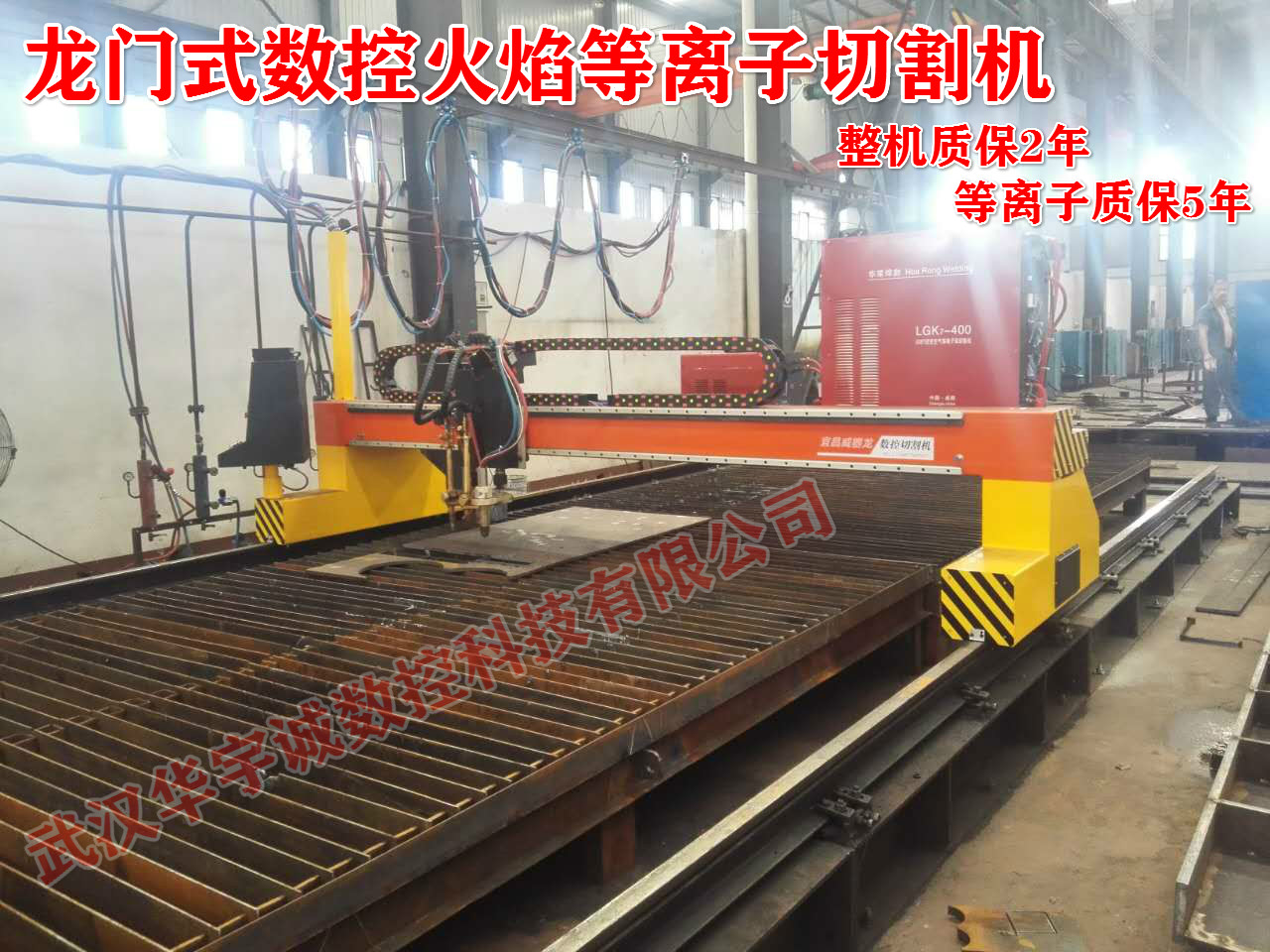
 数控等离子切割机常见故障原因及解决方法
数控等离子切割机常见故障原因及解决方法
数控等离子切割机不起弧什么原因_数控等离子切割机不打火不起弧怎么解决
等离子切割机在工作过程中,有时候会出现各种各样的问题,我们就日常生产中,数控等离子切割机故障现象,总结了十大故障原因,以供参考。
故障一
现象说明:打开等离子切割机主机“电源开关”后,电源指示灯不亮。
原因分析和解决办法:
1、“电源指示灯”坏:更换指示灯
2、2A保险丝坏:更换保险丝
3、无输入三相380V电压:检查电源是否出问题
4、输入电源缺相:使用万用表检查三相电源
5、电源开关坏:更换开关即可
6、控制板或主机坏:检修
故障二
现象说明:接通输入电源后,等离子切割机风扇不转,但电源指示灯亮。
原因分析和解决办法:
1、输入三相电源缺相:使用万用表检查三相电源
2、风扇叶被异物卡住:异物清除即可
3、风扇电源插头松动:重新插好即可
4、风扇引线断:检修
5、风扇损坏:检修或更换
故障三
现象说明:接通输入电源后,电源指示灯亮,风扇正常,但开启“试气”开关后无气流喷出。
原因分析和解决办法:
1、无输入压缩空气:检修气源及供气管道
2、空气过滤减压阀失灵,压力表指示值为0,“气压不足”指示灯亮:调整减压阀压力或更换减压阀
3、“试气”开关损坏:更换开关
4、主机内电磁阀坏:检修或更换
5、供气管道漏气或断路:检修
故障四
现象说明:开启主机面板上的“试气”开关,有气流喷出,按动割炬开关,机器无任何反应。
原因分析和解决办法:
1、等离子割炬开关坏或连接线断:检修或更换
2、等离子切割机面板上“切割”开关坏:检修或更换
3、切割机主机控制板坏:检修或更换
4、切割机因温度等原因处于保护状态:等待温度正常
5、水路工作不正常,引起水压过低保护:检查水路和水压阀
6、主机控变或相关线路、元件损坏:检修
故障五
现象说明:接触式可以切割,但非接触式不能切割,试验非转移弧无火花喷出喷嘴。
原因分析和解决办法:
1、15A熔断器熔芯断路:更换即可
2、减压阀上气压过高:调节压力
3、割炬中有零件损坏:检查并更换
4、割炬受潮,压缩空气中水分过高:烘干,加滤水装置
5、引弧线断路:更换即可
6、割炬损坏:更换即可
故障六
现象说明:按动等离子割炬开关,喷嘴中有气流,但“高档”和“低档”均不能切割。
原因分析和解决办法:
1、输入电源缺相:检修
2、空气压力不足0.45Mpa:调节减压阀压力
3、输入空气流量过小:保证0.3m3/min
4、切割地线与工件接触不良:重新夹紧或更换
5、割炬中电极喷嘴或其他零件损坏:跟换新配件
6、切割方法不正确:将喷嘴、工件放正确
7、等离子切割机割炬电缆断裂:更换或重新连接好
8、主机中“火花放电器”间距过大或短路:间距保证0.5mm左右
9、主机中部分元件损坏如:压力控制器等:检修或更换
10、主机中控制板损坏:检修或更换
11、等离子切割机割炬损坏:更换
故障七
现象说明:高、低档只有一档能工作。
原因分析和解决办法:
1、切厚选择开关坏或导线断:更换
2、交流接触器有一只损坏:检查并更换
3、整流主变坏或相关导线断路:更换或维修
故障八
现象说明:等离子切割机工作时等离子弧不稳定。
原因分析和解决办法:
1、气压过低或过高:调整
2、割炬中电极或喷嘴烧损:更换
3、输入交流电压过低:调整输入电压
4、切割地线与工件接触不良:重新夹紧或更换
5、切割移动速度过慢:调整切割速度
6、火花放电器不能自动断弧:正常放电0.5s,检修
7、主机中相关元件工作不正常:检修
故障九
现象说明:切口过宽,切割质量欠佳。
原因分析和解决办法:
1、切割速度过慢:调整速度
2、电极喷嘴已烧损:更换
3、切割材质和切厚与选择开关档位不符:选择正确档位
4、喷嘴型号不正确:更换正确型号的喷嘴
故障十
现象说明:等离子切割机用割炬烧坏。
原因分析:
1、金属压帽未压紧
2、割炬导电连接处松动、漏水
3、割炬接头处绝缘不良
4、割炬上陶瓷保护套已损坏,但未更换
5、压缩空气中水分过多
6、分列式切割机并机切割时割炬搞错
7、电极烧损后未及时更换
8、水冷割炬工作时水路不正常,接口漏水
解决办法:经常对等离子切割机割炬部分的各连接件进行检查,保证各部分配合良好。
你知道数控等离子切割机不打火的原因吗?面对这种问题一般是什么造成的?下面我们武汉华宇诚数控工程师与大家一起讨论造成数控等离子切割机不打火的原因。
数控等离子切割机运用领先的技术已广泛运用于机械、广告、钣金、造船、风机制造、钢结构、汽车、压力容易等各行各业,运用的行业多必然使用频率也比较多,但在使用中总会或多或少遇到点小问题,遇到问题我们不要心急以平常心去对待去检查,千万不要烦躁,俗话说嘛没有解决不了问题,
数控等离子切割机不打火有以下几种可能:数控等离子切割机http://www.hycsk.com
1、首先需要确认按钮开关数否损坏,如损坏则需要及时更换;数控等离子切割机价格:http://www.hycsk.com/category-15.html
2、看一下割枪上的电极喷咀是否安装到位,尤其是如果电极喷咀如果质量不好即加工精度次的话容易引起电极喷咀间短路或者拉弧,如果是这样的话就需要马上更换优质的配件,以防止进一步损坏枪体,建议使用与割枪相同的厂家生产的电极喷咀;龙门式数控等离子切割机:http://www.hycsk.com/product-16.html
3、还有一种可能,就是等离子切割机高频引弧部分出了问题,按动按钮,看火花放电器乌棒间是否有电弧通过(在控制部分有两根或是三根黑色的金属小圆棍,间距大约为50丝左右),如果能听见继电器的“咔、咔”声,但乌棒间没有电流传过的话,可以试着调节一下火花放电器乌棒间的距离(注:切记在调节乌棒前切断等离子切割机的电源!!!),但这需要比较专业的知识,尽量当心!数控精细等离子切割机http://www.hycsk.com/product-57.html
有效提高等离子切割精度和效率的方法
随着近年来等离子切割技术的快速发展,市场上等离子切割也得到更为广泛的应用。等离子切割具备有切割成本低、切割速度快、切割范围广等特点,相比传统火焰切割来说,具有更为广阔的市场前景。从等离子切割原理来说,其关键是对等离子弧的控制上,由于其弧焰为纺锤形,针对不同厚度的材料切割,适宜的切割高度和速度将最终决定切割效果,这里武汉金嘉数控就等离子弧控制的几点要素总结如下,希望能给大家带来帮助。
1、避免等离子弧拉长、扩展
如果等离子弧只有拉长、扩展才能接触到工作表面(等离子弧在切割开始和结束时均会产生这种拉伸和扩展),这将造成喷嘴的非正常损坏。如果采用正确的边缘起点技巧,选用合适的“断弧”信号时间,这个问题就能避免。
2、减少不必要的起弧时间
起弧时喷嘴和电极的消耗都非常快,所以在起弧前应将割炬放在切割工件的行走距离内。尽量不要对空起弧。 切割机接到“起弧成功”信号后应立即开始执行运行程序,而不应有暂停。
新方案解决大问题
在使用等离子切割系统之前,凝力使用传统的火焰切割,员工需要进行手工排样,需要人工计算下料的排列方式。这非常耗时间,而且通常会因为计算不精确而导致材料浪费。
张建平表示:“以前使用手工排样时,排一块板至少需要 1 个小时,而且我们仍然无法精确估计所需的版料,通常会造成浪费。”
这些因素,连同火焰切割较慢的切割速度,都使得在生产上消耗了大量时间。此外,用火焰切割板材容易变形,切割表面的光洁度不高而且需要二次加工。
为了满足西北奔牛项目的要求,凝力需要提高生产效率。华强说服凝力购买了成套集成等离子系统。员工发现数控编程界面更容易操作。CNC 套料软件 ProNest 2010 还能够精确计算需要切割图形的排料方法,使手工排样成为了历史。
张建平表示:“得益於 ProNest 套料软件,编程变得更加简单迅速了。”“在几分钟内就能自动调出预存的应用程序,计算需要切割图形的排料方法,非常方便且易於操作,并且节约了大约5%的用料。”
在这种高性能系统下,切割的垂直度和光洁度都比火焰切割有了很大的改善,且不会留有挂渣,节省了二次加工的时间和人工。
完美的小孔切割
新型等离子系统的另一好处是其切割件非常乾净、精确。精细圆孔技术使用了切割参数的一项特殊组合设置,以便产生完美的小孔。该技术在本质上消除了上大下小的锥度,因此,切割材料另一端的孔不会变窄,而是前後直径相等。利用这种独一无二的切割技术,起弧或收弧时产生的凸起不再是一个问题。凹坑也会降低孔的品质,而该技术在圆孔切割方面有了显著改进,不需要人为干涉,自动化地有效消除了凸起或凹坑现象。
完美的切割件对凝力而言是一种有力的吸引,因为西北奔牛项目需要生产大量铸石刮板机、配套减速器及综合采配件等产品,而它们都有很多小孔需要切割。
“我们力争为客户做到最好,而且即使孔很小,我们也力求完美无瑕。我们选择了海别得集成等离子切割解决方案,因为它能够提供品质非凡的小孔切割,为我们的竞争力增加了一大真正优势。”张建平如是说。
在采购这一新产品之前,公司的火焰切割设备没有达到非常理想的效果。相反,还必须使用
钻床
,这通常会导致孔变形。此外,使用钻床钻孔速度慢,单位零件加工成本很高,因为零配件不得不经常更换。
张建平表示:“新的集成等离子切割解决方案不仅代替了我们的火焰切割设备,而且也不再需要钻床钻孔。先前我们需要花费大量机械和人力才能完成的作业,现在仅仅使用一套系统即可完成,而且效果很棒。”
利用这一全新集成系统,凝力能够在短时间内生产较高品质的切割件,完全满足了项目要求。张建平补充道:“我们的生产效率得到了极大提高,而且我们很高兴地看到,采用等离子帮助我们降低了大约 50% 的总成本。”
-
切割机
+关注
关注
4文章
297浏览量
18642
发布评论请先 登录
相关推荐
自耦变压器常见故障及解决方法
伺服电机常见故障及解决方法有哪些
BGA封装常见故障及解决方法
逻辑分析仪的常见故障及解决方法
LCR数字电桥的常见故障及解决方法
激光切割机床的基本操作步骤
激光切割机3000w能割多厚啊
6000W激光切割机能够切割的具体厚度由什么来确定

小区门禁系统常见故障及解决方法
激光切割机型号参数
编码器7种常见故障及解决方法是什么?
金属激光切割机在厨具生产行业的应用有哪些
数控精密激光切割机可用于切割哪些材料以及厚度






 工商网监
工商网监
评论