 数控等离子切割机编程入门(等离子数控切割机编程教学)
数控等离子切割机编程入门(等离子数控切割机编程教学)
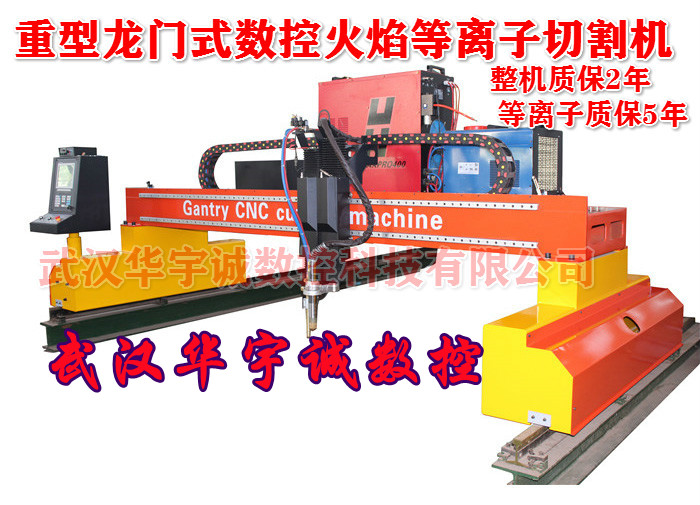
随着工业化的发展,等离子切割机在工业中得到了广泛的应用。现代等离子切割机一般由高数控配置的数控系统控制,可实现自动引弧,成功率超过99%。此外,系统支持各种设计软件,U盘可以交换处理文件,操作非常方便。等离子数控切割机编程入门?
1:数控等离子切割机通电前,检查设备上的所有开关是否闭合,设备后面的旋转开关是否水平。
2:启动前,连接主开关电源为两条电缆充电。调整扭矩位置:对于带有预定位装置的刀具,应首先调整扭矩保护盖的端面,比探头端面高1.6-3.2mm。同时,调整切割扭矩,使其垂直于切割工件或成为所需角度。
3:将数控等离子切割机气柜中的断路器移至ON位置。
4:用钥匙开关打开系统控制电源,显示器应有主界面。操作前,必须确认机床的安全装置和周围环境绝对安全可靠,如:接地装置是否牢固,保护罩是否完好,气管接头和阀门连接是否牢固,周围是否有易燃物和危险品。
(切割机)
5:将数控等离子电源后面的旋转开关转动90°,直至达到垂直位置,装置电源指示灯亮,当切口堵塞,发生回火时,立即依次关闭可燃气体调节阀、预热氧气调节阀、切断氧气调节阀。
6:打开空压机(压缩机流量1)m/3min),调整空压机压力控制开关,使空压机输出气压为6.1-8.2Bar。参考切割工艺检查切割材料的型号和宽度,根据要求选择切割气体混合物,确保气体充足,并检查气体压力符合要求。注:当输入工作气体压力小于60-70时,PSI触发保护电路并关闭电源。如果保护装置因某种原因发生故障,易损件和切割扭矩将烧毁。
7.接触引弧方法时,先按下枪上的按钮,然后喷嘴快速接触切割工件的边缘,这更有利于电弧切割的点火。当引弧困难时,可将气压调节至下限。
8:切割时不要超速。应避免未切割工件引起的熔渣和电弧反射,速度不得太慢,以免使工件发热,影响切割质量。切割停止时,先松开按钮,然后提起切割枪。
9:切割时,注意使用气压、电压、电极喷嘴,避免使用完电线后喷涂铜导致电和导电喷嘴短路而烧坏焊炬。在每根电线中大约有3毫米长的铁丝。喷嘴孔径增大后,切割质量和厚度将严重降低,应立即更换喷嘴。
10:如果接头偏差严重,检查喷嘴是否倾斜。否则,更换喷嘴电极。值得注意的是,切割表面的粗糙度与切割板表面有关:如果板表面粗糙,切割运动不均匀,切割口大,表面质量严重降低。
等离子数控切割机?等离子切割机适用于有色金属的切割,切割表面光滑,变形小。广泛应用于汽车、机车、化工机械、核工业、通用机械、工程机械、钢结构等行业的切割工程。数控等离子切割机机架一般采用焊接结构,相对耐用,切割速度快,精度高,切割口小,无熔渣,有效避免二次加工。
-
切割机
+关注
关注
4文章
297浏览量
18642
发布评论请先 登录
相关推荐
激光切割机参数设置中焦点位置是什么?
激光切割机床的基本操作步骤
激光切割机参数设置中焦点位置是什么
激光切割机3000w能割多厚啊

金属激光切割机的功率选择多少比较好?
一文解析激光切割机工业连接器解决方案!
6000W激光切割机能够切割的具体厚度由什么来确定

激光切割机型号参数
金属激光切割机在厨具生产行业的应用有哪些
管材激光切割机在加工不同材料时有哪些差异?
数控精密激光切割机可用于切割哪些材料以及厚度






 工商网监
工商网监
评论