 PLC安全程序设计流程
PLC安全程序设计流程
工程师在调试设备时,一定遇到过这种情况:自动化设备在运行时,由于某一个信号没有收到而导致报警或者停止等待,一旦信号收到后立即动作,这种就是PLC有安全程序的漏洞,该情况存在安全隐患很容易发生安全事故。
接下来,电子技术控向大家分享一下我觉得相对安全的PLC程序设计流程:

标准流程图
1.设备报警
信号灯亮红灯&蜂鸣器响,提醒员工设备报警。以下举例说明:
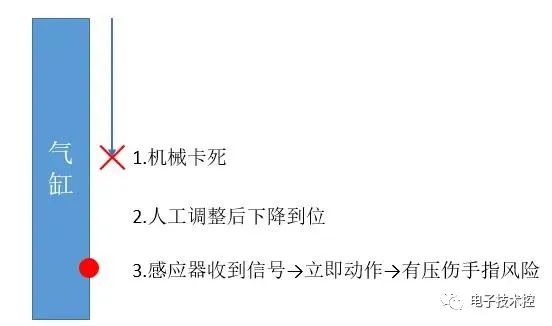
例如:气缸下降不到位报警
2.设备停机
停止自动化设备相关联的所有动作,确保人工在安全状态下进行故障处理。
3.处理故障
人工处理故障的同时有光幕&安全插销等安装装置保护,确保程序不会误动作。
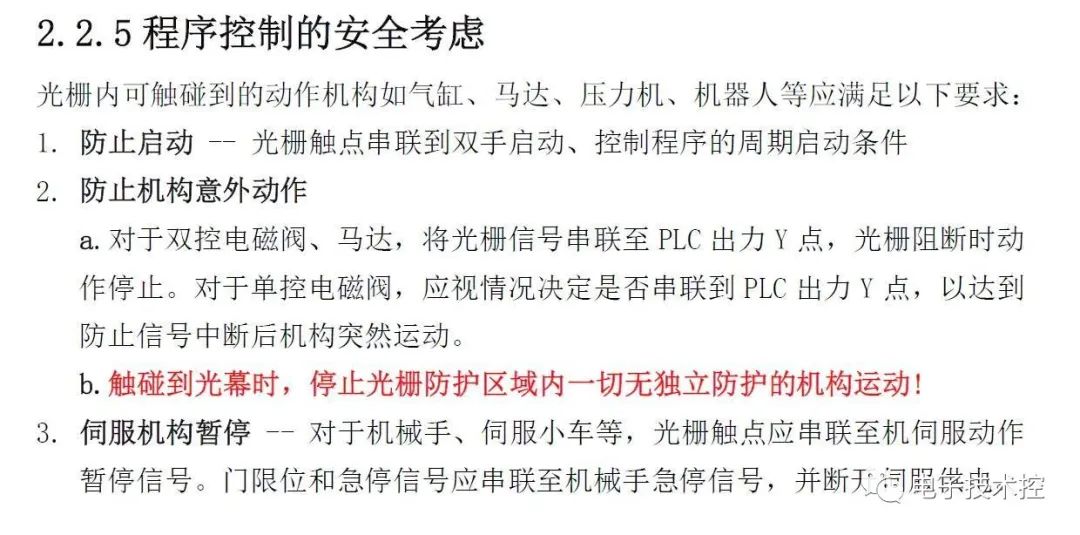
光幕安全程序设计
4.复位报警
处理故障必要时可以拍下急停,故障报警处理完成后才可以复位报警,程序设计切不可直接复位启动。
5.点击启动
故障处理完成后报警已经复位,在自动模式下再次点击启动按钮。
6.正常运行
点击启动按钮后,设备恢复到正常运行状态继续动作,或者回到初始原点位置后开始新的周期运行。
审核编辑:汤梓红
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表德赢Vwin官网
网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
plc
+关注
关注
5010文章
13271浏览量
463029 -
自动化
+关注
关注
29文章
5562浏览量
79239 -
程序
+关注
关注
117文章
3785浏览量
80999
原文标题:自动化故障报警-PLC安全程序设计“通用流程”
文章出处:【微信号:电子技术控,微信公众号:电子技术控】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
三菱PLC Q系列安全程序应用指南
三菱PLC Q系列安全程序应用指南:
第1 章概要.第2 章使用示例第3 章风险评估及安全等级3.1 风险评估.3.1.1 风险的降低.3.2 安全等级.3.3 SIL 第4 章使
发表于 11-21 13:41
•71次下载
化工工艺流程图阀门程序设计
化工工艺流程图阀门程序设计提要:本文针对化工工艺流程图CAD阀门绘制程序设计,探讨CAD在化工工艺设计中的运用。文后提供的程序清单可在Au
发表于 02-14 17:06
•3119次阅读
PLC常用程序设计语言简介
PLC常用程序设计语言简介
在可编程控制器中有多种程序设计语言,它们是梯形图语言、布尔助记符语言、功能表图语言、功能模块图语言
发表于 06-17 14:07
•1376次阅读
一文读懂单片机与PLC的程序设计
PLC的开关量控制系统的程序用顺序功能图来描述比较简洁。用流程图来描述PLC的用户程序原则上也是可以的,但是应区分哪些功能是操作系统完成的,
发表于 04-07 10:24
•3224次阅读
PLC程序设计的三种常用方法
程序设计是PLC应用中最关键的问题。PLC程序设计的基本思路是按照设备的要求设计输入和输出信号的逻辑关系,在输入某些信号时得到预期的输出信号,从而实现预期的工作过程。因此,简单而常用的
发表于 05-12 14:22
•9613次阅读
如何利用逻辑设计法进行PLC的程序设计
我们都知道PLC控制程序是整个PLC控制系统的关键,程序指令的好坏对控制系统的性能也有影响,可能大部分初学者对程序设计感觉很困难,不知道如何
PLC编程中程序设计的步骤
设计plc控制系统时,除了解决输出部件和输入部件的连线方式外,最主要的工作是程序设计与调试。通常程序设计按如下步骤进行。 (1)了解被控系统的工艺过程和控制要求,并作出流程图,以描述控
发表于 12-17 16:17
•3202次阅读
全套PLC的基本指令及程序设计
PLC编程学习的第一步就是从指令开始,但是很多初学者都会遇到这样的困惑:学会了各个常用指令的理论知识,没有实际案例也是很难从根本掌握它的精髓,三三整理了一些PLC的基本指令及程序设计(含程序





 工商网监
工商网监
评论