 PLC顺序控制实例
PLC顺序控制实例
一、问题引出
PLC程序经常会遇到程序按照12345的方式一步步顺序控制,这种情况我们叫做顺序控制,也比较符合PLC面向过程的控制模式。
在以往的项目经验中常用到的顺序控制编程方式有三种,分别是SCL指令case...of,西门子自带的Graph,通过传送步号顺序控制。
二、案例演示
本案例介绍的是基于第三种方式实现程序的顺序控制,可以先看下程序控制下设备运行时的情况。
在图片的右侧是西门子HMI触摸屏,主要是设备的启动、暂停、复位,以及设备运行的步骤显示。
左侧是仿真设备的运行演示,设备按照程序的设定从取料到放料再到返回一步步顺序执行,实现程序的顺序控制。
看完以上运行演示肯定有小伙伴问能不能实现双边或者更多边的顺序控制呢,答案是肯定的,看下图。
三、程序讲解
那么程序是怎么实现顺序控制以及选择分支运行的呢?下边展示了程序的编写过程。
先看下程序概览,是不是非常符合我们面向过程的编程方式。
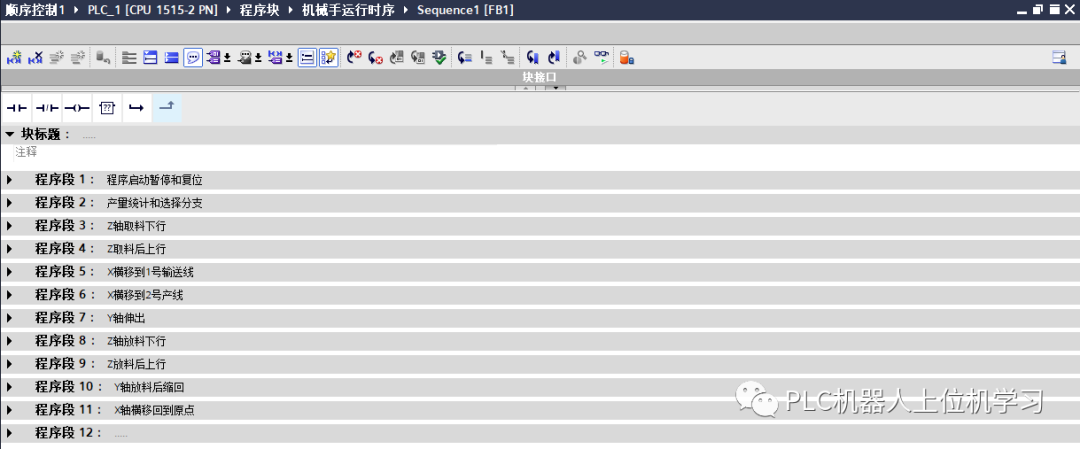
程序段1和2分别是程序的启停和产品计数,其中程序段2还用了MOD指令用来计算产品数除以2的余数,用于选择程序的分支。余数是0运行到1线,余数是1运行到2线。
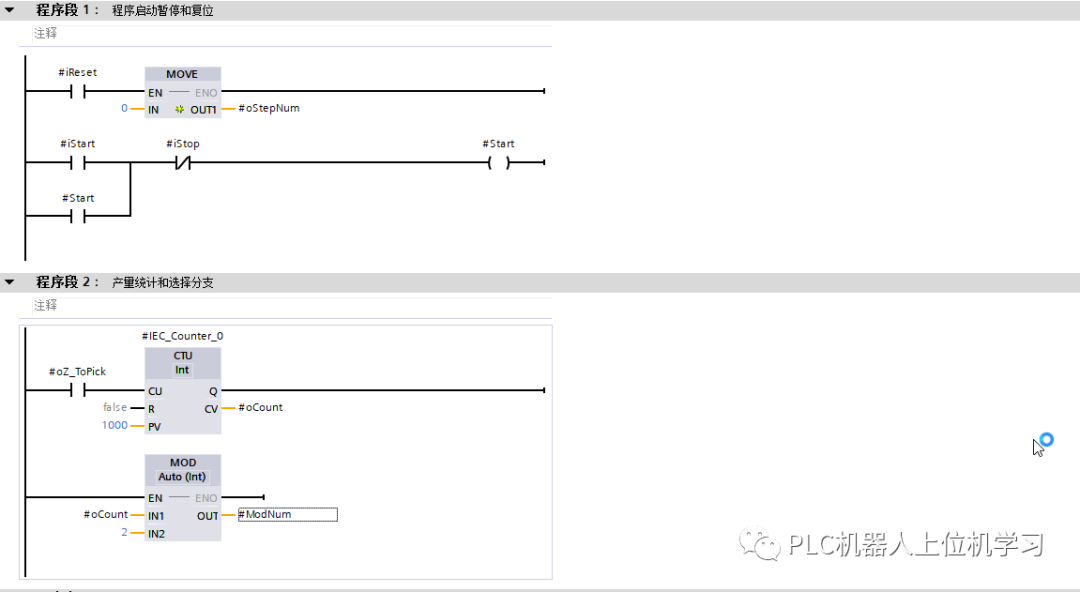
程序段3是启动程序。程序段4是对程序的运行分支进行选择。机械手去往1号线选择步号30,去往2号线选择步号35.
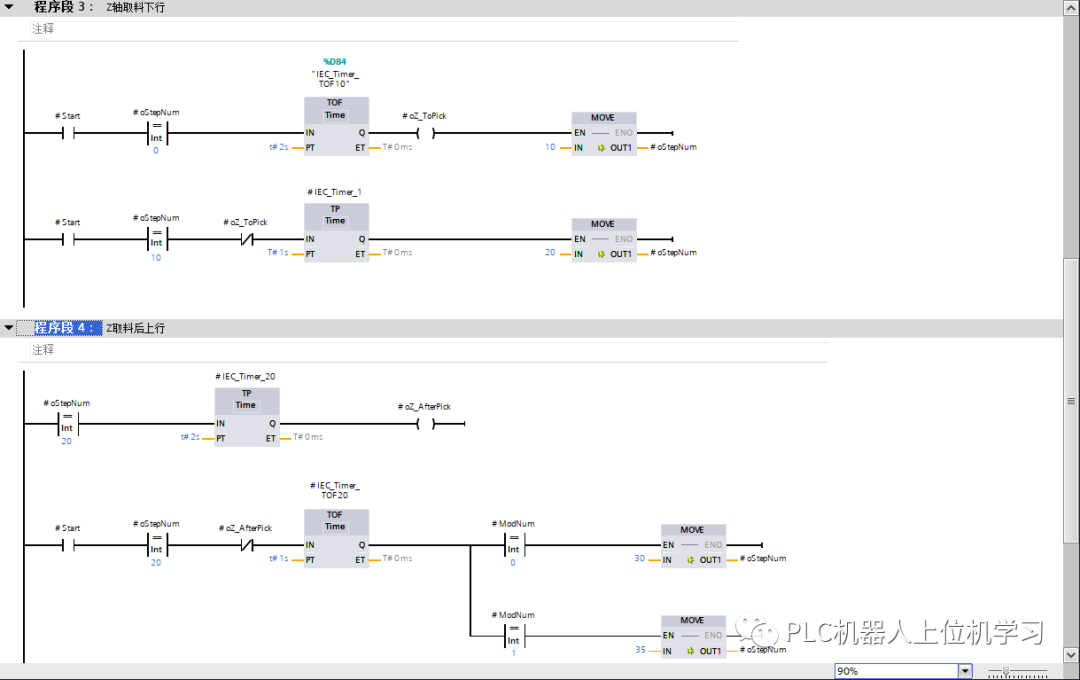
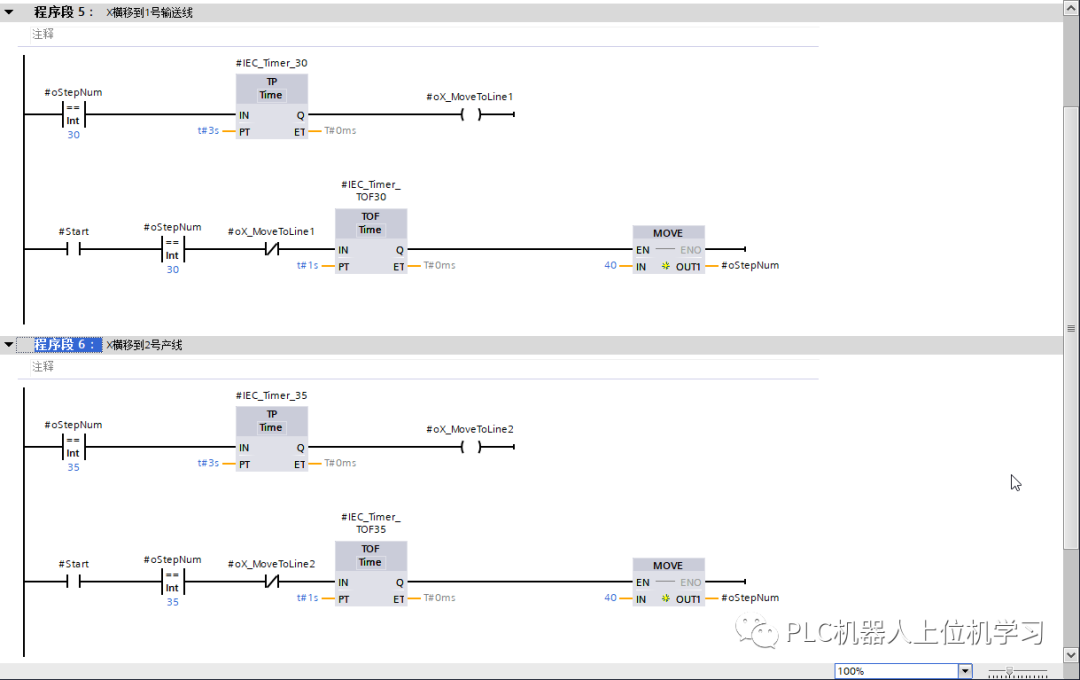
程序段5是机械手运行到1号产线上方,程序段6是机械手运行到2号线上方。接着是两条分支再合流,都会选择制定步骤40.
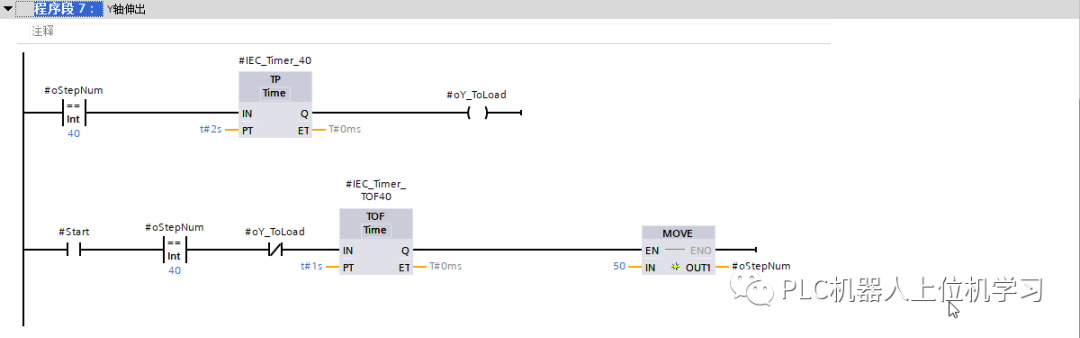
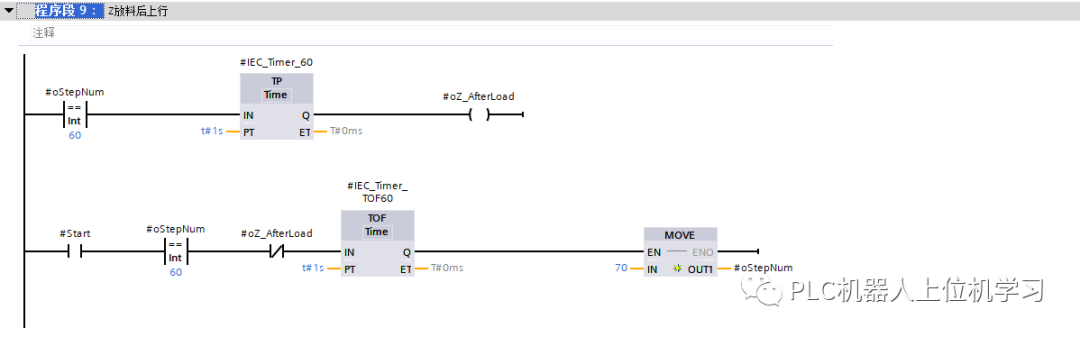
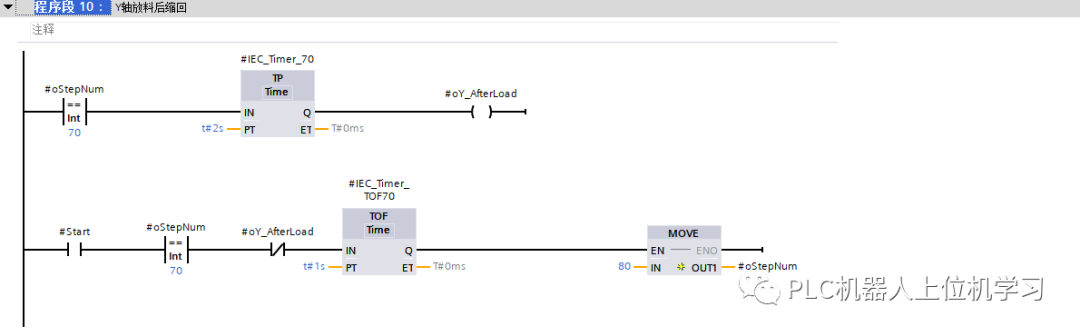
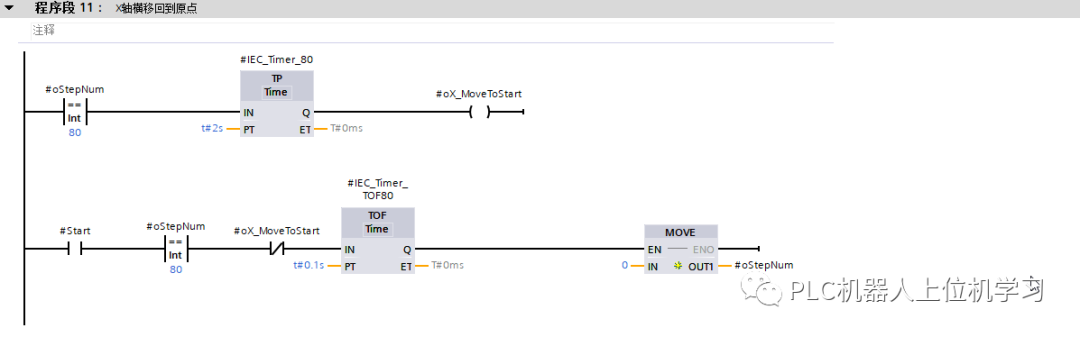
以下是机械手放料和返回起始点的程序。
Y轴伸出
Z轴放料位置下行
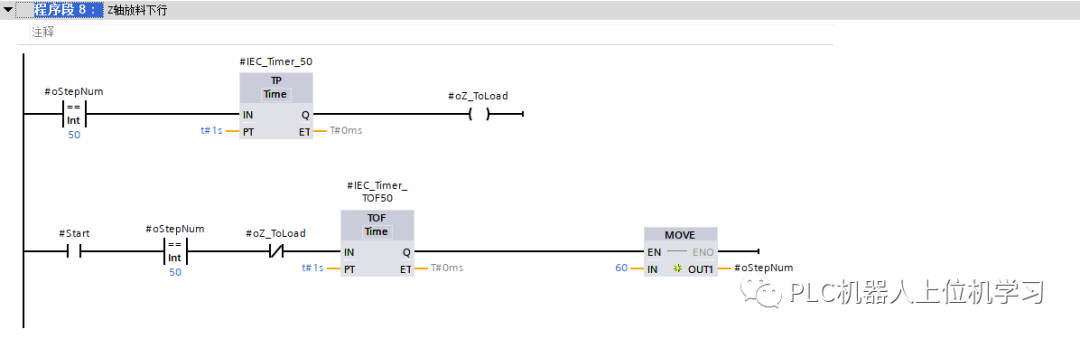
Z轴放料以后上行
Y轴放料后退出
X轴横移回到起始点
审核编辑:汤梓红
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表德赢Vwin官网 网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
- plc
+关注
关注
4999文章
12843浏览量
458351 - 西门子
+关注
关注
93文章
2933浏览量
114625 - 编程
+关注
关注
88文章
3495浏览量
93085 - 程序
+关注
关注
114文章
3688浏览量
80209 - 顺序控制
+关注
关注
2文章
26浏览量
10698
发布评论请先登录
相关推荐

三菱plc如何实现顺序控制_四种三菱plc顺序控制编程方式实例
顺序
控制,是指按照生产工艺预先规定的
顺序,各个执行机构自动地有秩序地进行操作,在工业生产和日常生活中应用十分广泛,例如搬运机械手的运动
控制、包装生产线的
PLC编程算法,模拟量的顺序控制方法
开关量
控制的目的是,根据开关量的当前输入组合与历史的输入
顺序,使
PLC产生相应的开关量输出,以使系统能按一定的
顺序工作。所以,有时也称其为
顺序
发表于07-11 15:44
•
1551次阅读
什么是plc顺序控制?plc顺序控制设计方法
输出的内容比较多,
PLC般不能与
控制外围设备直接进行连接,需要通过中间继电器、接触器的形式进行
控制,常见的
控制对象有三相异步电机、各种电磁阀包括水阀、气阀的。
发表于04-02 09:16
•
2.6w次阅读
plc顺序控制的编程方式有哪些
在
plc编程的过程中,常遇到需要
顺序
控制应用场景。选择一种合理高效的编程方式,可以快速的构建
顺序
控制应用场景。
发表于06-04 10:08
•
6086次阅读
PLC控制系统的设计与应用实例详细资料概述
本文档的主要内容详细介绍的是
PLC
控制系统的设计与应用
实例详细资料概述包括了:1.
PLC
控制系统设计的内容和步骤,2.
发表于09-10 17:16
•
65次下载
PLC编程控制入门常用到的实例
此次为大家带来的是关于一些
PLC编程
控制入门常用到的
实例,以此为借鉴,让学
PLC的进度条缩短,加大掌握程度。里面包含的知识点是较为齐全的,如:I/O分配表、
顺序控制PLC控制系统和顺序功能图
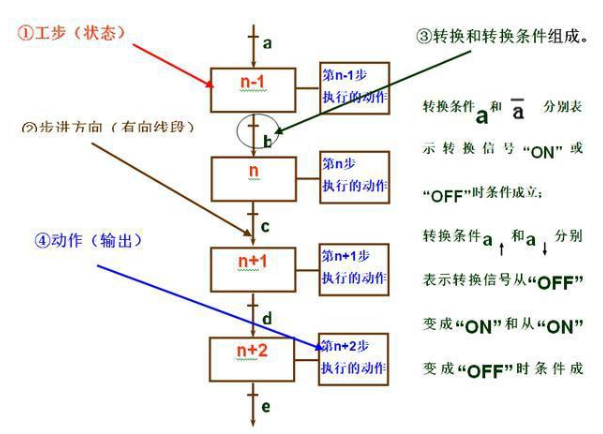
针对
顺序
控制要求,
PLC提供了
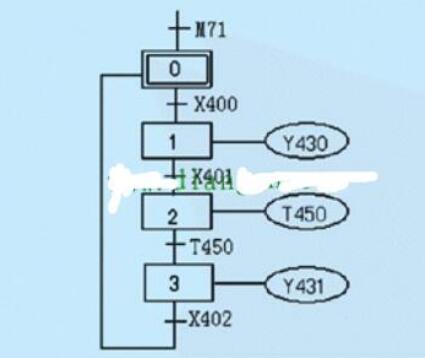
顺序功能图(SFC)语言支持。
顺序功能图又称状态转移图,由一系列状态(用S表示)组成。系统提供S0—S999共
PLC实例:顺序控制指令,实现搬运动作
今天咱们来谈一谈如何利用
PLC来实现简单的搬运动作。这个例子完美地用到了
顺序
控制的指令,实际应用起来真的是非常方便,程序循环
控制起来也是得心应手!

PLC顺序功能图是什么
在工业自动化领域,可编程逻辑
控制器(
PLC)作为核心
控制设备,其编程方式直接影响到
控制系统的效率和稳定性。其中,
顺序功能图(Sequenti



 工商网监
工商网监
评论