 干货!几种smt常见不良现象和原因分析处理方法
干货!几种smt常见不良现象和原因分析处理方法
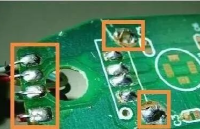
SMT贴片在生产过程中有时候会出现一些影响品质的不良现象,像锡球(锡珠)、立碑、短路、偏移及少锡等,这些都是导致产品不良的“真凶”!下面捷多邦针对以上几种smt常见不良现象和原因进行分析及改善方案。
一:产生锡球(锡珠)现象原因及改善方案
①温度升的过快导致回流焊预热不足。处理方案:降低升温速度。
②经过冷藏的锡膏没有完全回温。处理方案:在使用锡膏前一定要回温4小时以上。
③室内湿度太重导致锡膏吸湿产生喷溅。处理方案:室内湿度保持在30%-60%。
④pcb板有过多水分。处理方案:把PCB板拿去烘烤。
⑤锡膏内加入了大量的稀释剂。处理方案:避免在锡膏内加稀释剂。
⑥钢网开孔没设计好。处理方案:重开钢网。
⑦锡粉颗粒不均。处理方案:更换合适的锡膏,在规定时间内对锡膏进行搅拌(回温4小时搅拌3-5分钟)。
二:产生立碑现象原因及改善方案
①铜箔两边大小不同导致产生的拉力不均。处理方案:焊盘两端在开钢网时要开一致。
②预热升温速率太快。处理方案:调整速率。
③机器在贴装时产生便宜。处理方案:调整机器贴装偏移。
④锡膏印刷厚度不均。处理方案:调整印刷机。
⑤回焊炉内温度分布不均。处理方案:调整回焊炉温度。
⑥锡膏印刷偏移。处理方案:调整印刷机。
⑦机器轨道夹板不紧导致贴装偏移。处理方案:重新调整夹板轨道。
⑧机器头部晃动。处理方案:调整机器头部。
⑨锡膏活性过强。处理方案:更换活性较低的锡膏。
⑩炉温设置不当。处理方案:调整回焊炉温度。
三. 产生短路现象原因及改善方案
①钢网与PCB板间距过大导致锡膏印刷过厚短路;处理方案:调整钢网与PCB间距0.2mm-1mm。
②元件贴装高度设置过低将锡膏挤压导致短路。处理方案:调整机器贴装高度,泛用机一般调整到元悠扬与吸咀接触到为宜(吸咀下将时)。
③回焊炉升温过快导致。处理方案:调整回流焊升温速度90-120sec。④元件贴装偏移导致。处理方案:整机器贴装座标。
⑤钢网开孔不佳(厚度过厚,引脚开孔过长,开孔过大)。处理方案:重开精密钢网,厚度一般为0.1mm-0.15mm。
⑥锡膏无法承受元件重量。处理方案:选用粘性好的锡膏。
⑦钢网或刮刀变形造成锡膏印刷过厚。处理方案:更换钢网或刮刀。⑧锡膏活性较强;处理方案:更换较弱的锡膏。
⑨空贴点位封贴胶纸卷起造成周边元件锡膏印刷过厚。处理方案:重新用粘性较好的胶纸或锡铂纸贴。
⑩回流焊震动过大或不水平。处理方案:调整水平,修量回焊炉。
四.产生偏移现象原因及改善方案
①印刷偏移。处理方案:调整印刷机印刷位置。
②机器夹板不紧造成贴偏。处理方案:调整XYtable轨道高度。
③机器贴装座标偏移。处理方案:调整机器贴装座标。
④过炉时链条抖动导致偏移。处理方案:拆下回焊炉链条进行修理。
⑤MARK点误识别导致打偏。处理方案:重新校正MARK点资料。
⑥NOZZLE中心偏移,补偿值偏移。处理方案:校正吸咀中心。
⑦吸咀反白元件误识别。处理方案:更换吸咀。
⑧机器X轴或Y轴丝杆磨损导致贴装偏移。处理方案:更换X轴或Y轴丝杆或套子。
⑨机器头部滑块磨损导致贴偏。处理方案:更换头部滑块。
⑩吸咀定位压片磨损导致吸咀晃动造成贴装偏移。处理方案:更换吸咀定位压片。
五.产生少锡现象原因及改善方案
①PCB焊盘上有惯穿孔。处理方案:开钢网时避孔处理。
②钢网开孔过小或钢网厚度太薄。处理方案:开钢网时按标准开钢网。③锡膏印刷时少锡(脱膜不良)。处理方案:调整印刷机刮刀压力和PCB与钢网间距。
④钢网堵孔导致锡膏漏刷。处理方案:清洗钢网并用气枪
以上便是五种smt常见不良现象和原因分析处理方法了,如有不对之处还望指正。
更多线路板资讯可点击
审核编辑 黄宇
-
线路板
+关注
关注
23文章
1203浏览量
47087 -
smt
+关注
关注
40文章
2899浏览量
69194 -
PCB
+关注
关注
1文章
1795浏览量
13204
发布评论请先 登录
相关推荐
SMT锡膏贴片加工过程中出现漏件损件的原因分析

常见PCBA锡膏焊接不良现象有哪些?

基于DMAIC的SMT TX插件撞伤不良改善
smt贴片加工常用的检测修理方法有哪些
SMT贴片常见不良现象分析汇总

常见的锡珠形成的原因和解决方法

SMT焊接中常见的不良现象有哪些?
焊接时出现炸锡现象的原因有哪些?
SMT贴片焊接不良,如何处理?
精密五金电镀中常见的八种不良问题及原因分析
SMT中出现透锡不良现象怎么办?






 工商网监
工商网监
评论