 激光钻孔机在PCB行业的应用 激光钻孔机的原理和特点
激光钻孔机在PCB行业的应用 激光钻孔机的原理和特点
以下文章来源于HiPA智能装备,作者技术超群的Hi妹
【摘要】随着PCB上的孔越来越密集,激光钻孔技术变得越来越重要。本文收集了柔性电路板、HDI板和IC载板的钻孔技术要求;从原理、技术特点和使用情况三方面对UV激光钻孔、CO2激光钻孔和超快激光钻孔三种激光钻孔机进行了详细地分析;同时,展望了超快激光器在PCB行业的应用前景。
前言
PCB是电子信息产业重要的配套,PCB行业技术的发展需要适应下游电子终端设备的需求。
目前,电子产品主要呈现出两个明显的趋势:轻薄短小和高速高频,下游行业的应用需求对PCB的精密度和稳定性都提出了更高的要求。
近年来,随着智能终端、智能可穿戴设备、5G及云计算等产业持续发展,柔性板及刚挠结合板、HDI板、IC载板市场需求保持持续增长。PCB导体线、孔的数量、大小和结构等将会发生大的变化;导线越来越小、越少化,甚至无线化;导通孔会越来越小、越多化,甚至全导通孔化。因此,信号在PCB导体内的传输过程会越来越多的在孔中进行[5]。由于导通孔的尺寸、表面状态等会直接影响到PCB板信号传输的稳定性和效率。因此如何制造出高质量的微孔将成为PCB制造中急需解决的问题。
| 产品类型 | 2019年 | 2021年 | 2023年 |
| 多层板 | 40 | 30 | 30 |
| HDI板 | 40 | 30 | 30 |
| 柔性板 | 20 | 15 | 15 |
| IC载板 | 8 | 5 | 5 |
表1:2019-2023年PCB产品最小线宽要求演进(μm)
一、市场上主流的PCB钻孔机
目前对于直径大于150μm的通孔主要使用数控钻床加工。当孔径/孔间距大于150μm/100μm时,机械钻孔的效率会比较高。但是机械式微孔加工方式在孔尺寸和位置精度方面已逐渐不能满足微孔加工的要求。主要原因:(1)直径微小的钻头刚性弱,在高速旋转钻孔时极易弯曲,造成钻孔位置偏差;(2)钻头极细,寿命短,易折断,在钻150μm以下的微孔时,成本大幅提高[1]。
孔径小于150μm的微孔和盲孔大多采取激光钻孔的方法。
PCB行业中的激光器钻孔机以用于软板钻孔的UV激光钻孔机和用于硬板钻孔的CO2激光钻孔机为主,以超快激光钻孔机和配置有两种波长激光器的复合波长激光钻孔机作为辅助。
二、激光钻孔的技术需求
2.1 柔性板
柔性线路板厂量产双面板盲孔和通孔的孔径都以100μm和75μm为主,也有量产50μm的孔,但生产数量和频率都很少。
有些厂商为生产密度更高的FPC做准备,已经开始验证能钻30μm微孔的机器。现有的UV钻孔机基本能满足柔性线路板行业的钻孔需求,但随着5G的大量使用,一些复合材料开始出现,传统UV激光器无法满足钻孔需求,需要使用超快激光钻孔机进行钻孔。
2.2 HDI板
HDI板,使用微盲埋孔技术的一种线路分布密度比较高的电路板,介电层中参杂有玻纤纱层,是硬板的一种,在PCB中占有很大的比例。目前量产的HDI板通孔孔径以75-150μm为主[2][7]。
2.3 IC载板
IC载板是近年来兴起的新型高端PCB产品,被称为PCB皇冠上的明珠。IC载板在HDI板的基础上发展而来,是适应电子封装技术快速发展的技术创新,具有高密度、高精度、高性能、小型化以及轻薄化等优良特性。
目前量产的微孔孔径主要在50-100μm,最小量产孔径可以达到30μm。
IC载板的介电层分两大类:BT和ABF。BT层主要含有玻纤纱层,目前以CO2激光钻孔机为主,也有一些使用绿光超快激光器可以钻40μm的微孔。据报道ABF载板上,激光钻孔的最小孔径可以达到5μm。
三、激光钻孔的原理
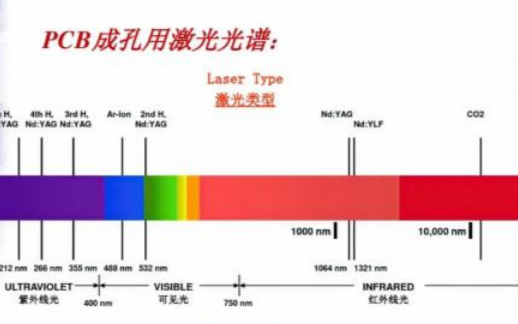
激光器的波长可以从紫外到红外(如图1),目前工业上常用的有UV激光器、可见光激光器、IR激光器、CO2激光器等。激光器按脉冲长度可以分为:连续激光器、准连续激光器、纳秒激光器、皮秒激光器,飞秒激光器等。不同类型激光与材料作用的机理和效果有很大差别。
目前,业内普遍使用的激光钻孔机根据光源可以分为两类:355nm波长的UV纳秒激光钻孔机和9400nm波长的CO2激光钻孔机。
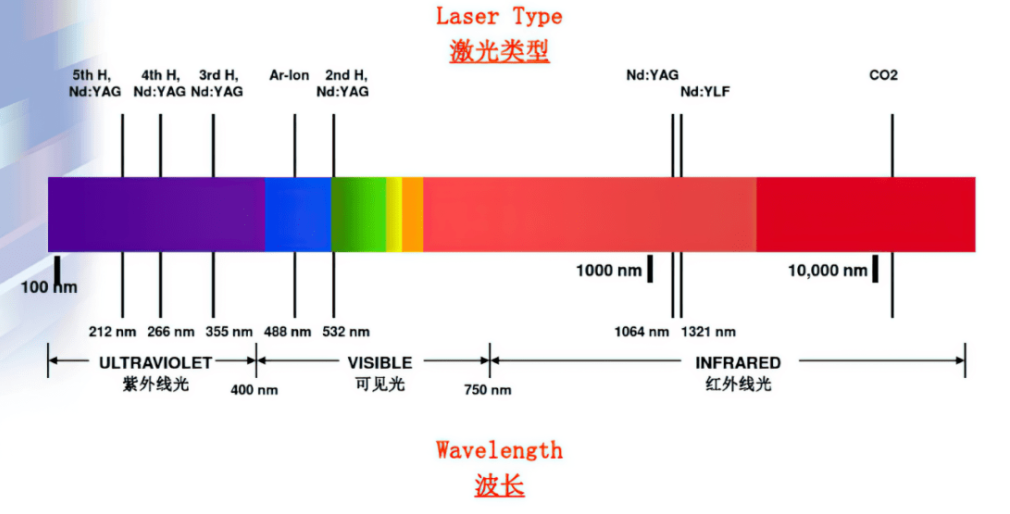 图1 激光器的波长分布(资料来源:华秋电子)
图1 激光器的波长分布(资料来源:华秋电子)
如图2所示,PCB板中常用的基材有铜箔、树脂和玻纤对不同波长的吸收率有很大的差异:铜箔对UV的吸收率很高,对CO2的吸收率很低;树脂和玻纤对不同波长的吸收率差异很大,树脂对UV和CO2的吸收率都很高,玻纤对CO2激光的吸收率较高。
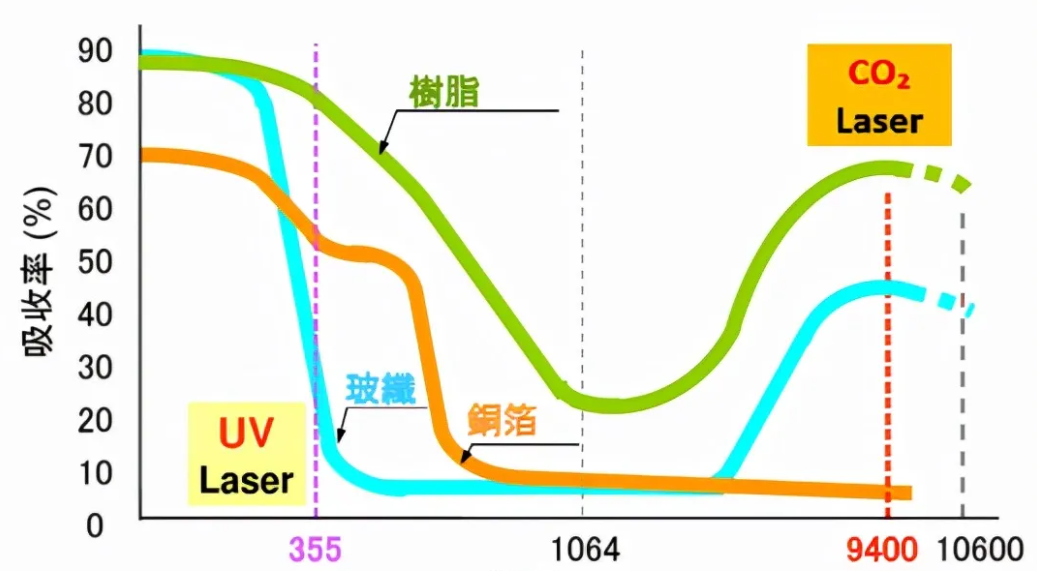
由于基材对不同波长的激光吸收差异很大,因此,使用什么波长的激光钻孔机主要取决于介电层的材料:介电层只有树脂基板使用UV激光钻孔机,介电层中有玻纤基板使用CO2激光钻孔机。
3.1 UV纳秒激光钻孔
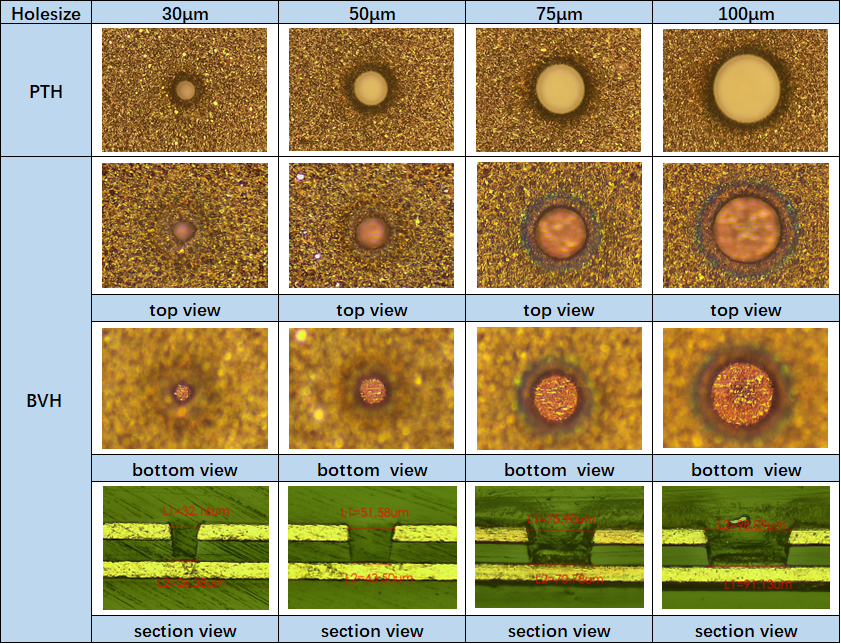
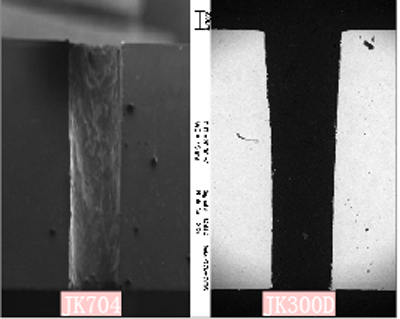
图3 杰普特UV激光钻孔机钻孔效果
UV激光钻孔的机理主要是光化学烧蚀:短波长激光的光子具有很高的能量(超过2eV)。高能量的光子能破坏有机材料的长分子链,使其成为微粒,脱离加工材料。在持续外部UV激光的作用下,基板材料不断逸出,形成微孔。
UV激光钻孔主要特点:
以光化学烧蚀为主,热烧蚀的反应很少,产生的碳化物也很少,孔化前清理非常简单;
能直接去除铜,可以直接进行钻孔,钻孔前不需要对铜做前处理;
目前,常用的几款UV激光钻孔机能钻的孔最小尺寸为25μm。
3.2 CO2光钻孔
如果介电层材料有玻纤一般会选用CO2钻孔机。CO2激光钻孔的原理主要是光热烧蚀:被加工的材料持续吸收高能量的激光,在极短的时间被加热到熔化,然后温度继续上升使材料气化,最后蒸发形成微孔。
在实际生产中一般是采用超薄铜箔直接烧蚀的工艺方法。步骤如下:
将铜箔厚度由12μm经腐蚀减薄,控制在9μm左右;
对铜箔进行棕化或黑化,使铜面粗糙且呈深色,有利于能量的吸收;
用激光先去除铜层,然后去除介电层,实现钻孔。
CO2激光钻孔速度远大于UV激光钻孔。但钻孔前后都需要做处理。
由于衍射极限存在,CO2激光通过光学透镜最小只能被聚焦到35μm左右[3]。实际量产中一般会钻75-150μm孔径的孔。
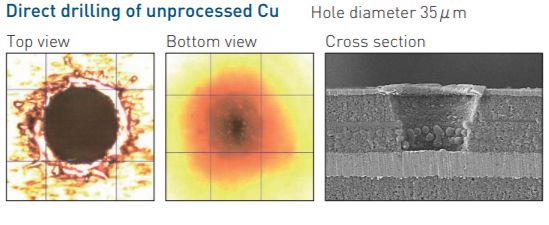
图4 CO2激光钻孔机钻35μm的孔
(资料来源:Via Mechanics官网)
3.3 超快激光钻孔
随着超快激光器在工业上的应用越来越广泛和PCB行业对孔径、孔型的要求越来越高,有设备产商开始尝试使用超快激光器对PCB基材进行钻孔。
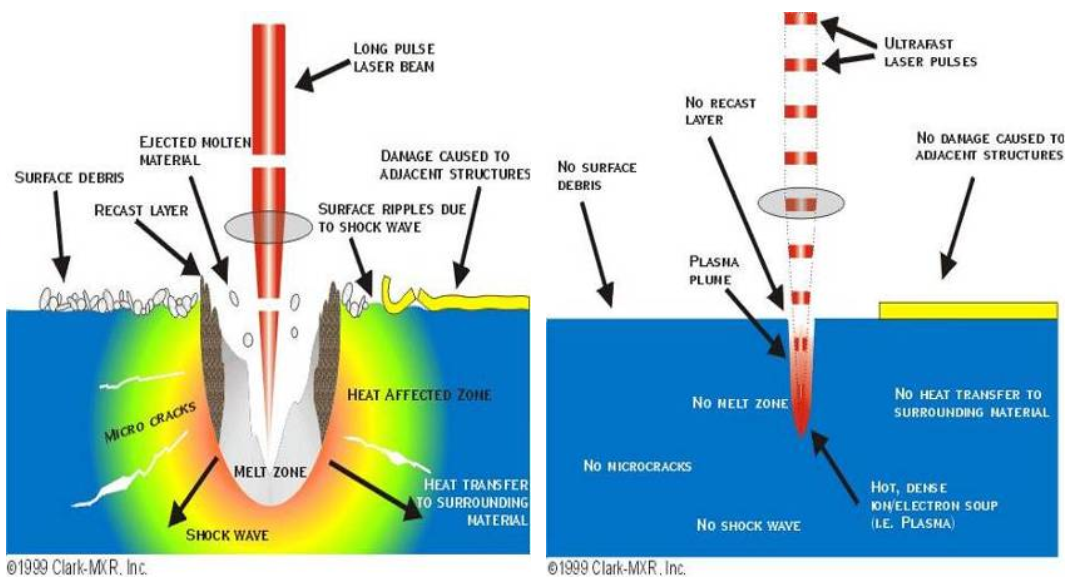
图5 纳秒和超快激光与材料作用机理对比
超快激光具有超高峰值功率、超短脉宽和作用时间短等特点,加工时在材料内部的热扩散距离短,具有非热熔加工特性,在微纳加工方面有着独特的优势[4]。超快激光器加工消除了“热损伤”和“热致内应力”等的缺陷,用于PCB钻孔有3个明显的优势:
几乎可适用于制造业中所有材料进行加工;
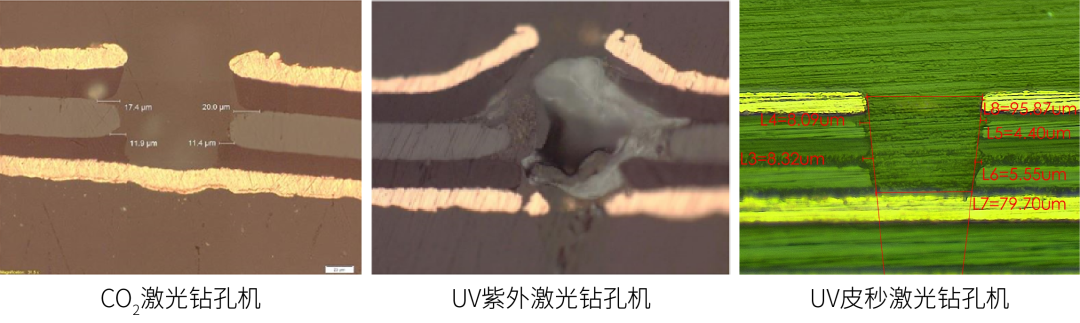
图6 不同激光钻孔机加工PTFE材料效果
如图7所示,UV纳秒激光钻孔机完全无法用于介电层为PTFE的材料的钻孔,UV皮秒钻孔可以将胶内缩控制在10μm内。
钻孔的质量接近完美。如图7所示,超快激光钻孔解决了长脉冲激光器加工后,孔壁有熔融成球、火山口、孔底有残胶、玻纤突出等问题;
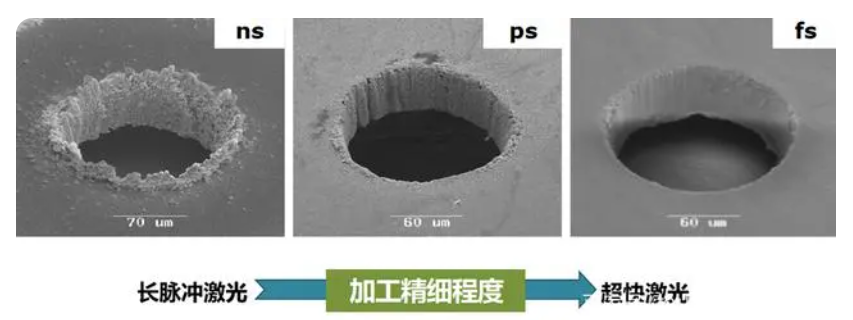
图7 不同脉宽激光器钻孔效果(资料来源:松山湖材料实验室)
加工的导通孔,由于孔壁粗糙度(≤0.1μm)很低,在高频化信号传输中可明显减少信号传输损失和失真,特别是在叠孔结构的封基板装中有着极好的信号传输性能[6]。
四、结束语
综上,目前PCB制造中,大于150μm的通孔以机械在钻孔为主;含有玻纤材料的50-150μm的导通孔以CO2激光钻孔机钻孔为主,不含玻纤的材料以UV激光钻孔机钻孔为主。UV和CO2两种钻孔机能胜任现阶段绝大多数PCB导通孔的钻孔。
但随着PCB的尺寸向小型化发展和信号传输向高频发展,需要钻孔的孔径越来越小,孔的质量要求越来越高,介电层的材料不断新增,传统的激光钻孔方式将会和数控机械钻孔机一样逐渐无法满足钻孔需求。
超快激光钻孔不会存在着对周围区域热扩散和热传导的现象,加工的导通孔孔壁没有熔融成球、火山口、孔底有残胶、玻纤突出等问题,几乎能去除所有较薄的材料。这种钻孔质量接近完美的激光钻孔方式将会在PCB制造中被广泛应用。
审核编辑:汤梓红
- pcb
+关注
关注
4279文章
22690浏览量
392000 - 印刷电路板
+关注
关注
4文章
735浏览量
34943 - 激光器
+关注
关注
17文章
2402浏览量
59631 - 多层板
+关注
关注
2文章
144浏览量
27781 - IC载板
+关注
关注
5文章
51浏览量
15730
原文标题:【技术分享】印刷电路板中激光钻孔的现状与发展趋势研究
文章出处:【微信号:深圳市赛姆烯金科技有限公司,微信公众号:深圳市赛姆烯金科技有限公司】欢迎添加关注!文章转载请注明出处。
发布评论请先登录
相关推荐
[原创]2010年迪拜机械展|吊车|起重机|钻孔机|挖掘机械|推土机|
机械钻孔、激光钻孔的流程
第二道主流程之钻孔,华秋一文带你读懂其子流程
激光钻孔在航空领域的应用
钻孔机和钻孔技术简介
奥士康与与大族数控签署超级钻孔机战略合作协议
大族激光PCB明年有望延续良好的增长势头
华秋高可靠HDI背后功臣:三菱激光钻孔机
小型钻孔速度控制电路原理图讲解



 工商网监
工商网监
评论