 仪表常见疑难故障原因总结
仪表常见疑难故障原因总结
为实现石油化工生产的自动化,需要对生产过程中温度、压力、流量等数据进行全面监控,这些功能通过相应的检测仪表来实现,仪表一旦发生故障,将对化工生产的正常进行造成严重影响。因此,工作人员必须熟练掌握仪表的物理构造、测量原理以及性能指标等,能够准确地对仪表故障进行诊断和处理,从而保证化工生产的正常进行。
仪表常见疑难故障
通常情况下,自动化控制仪表由传感器、变送器、显示器三部分组成。其中传感器负责被测对象vwin 信号的检测;变送器负责将传感器输出的信号转化为标准电流信号(4~20mA),同时将信号输送至PLC控制器;显示器负责测量数据的直观显示。
仪表故障通常表现为指示异常,如示数偏低、偏高、不动、异常波动等,导致仪表异常的原因有两种:一是工艺参数本身出现异常;二是测量系统的某一环节发生故障,导致数据显示不准确。要正确诊断故障原因,一是对仪表的测量原理、物理结构、使用特性等具有一定的了解;二是要熟知测量系统的整个工作流程;三是对化工生产的工艺流程、物料特性、设备性质等具有比较深入的了解。
下面就化工仪表常见疑难故障进行具体讲解:
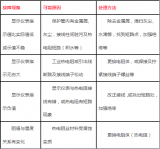
01流量仪表故障
1)若流量仪表值达到最高,一般现场检测仪表也会显示最高,这时手动调节远程调节阀大小,若流量值减小,说明是工艺问题;若流量值不变,应该是仪表系统的故障,需要检测仪表信号传输系统、测量引压系统等是否存在异常。
2)若流量指数异常波动,可以将系统由自动控制转到手动,若依然存在波动状况,说明是工艺原因所致;若波动减小,说明是PID参数问题或仪表问题。
3)若仪表流量达到最低,首先检查现场检测仪表,若现场仪表同样显示最低,则查看调节阀开度,开度为零说明故障发生在流量调节装置上,若开度正常,极有可能是物料结晶、管道阻塞或压力过低所致。若现场仪表正常,说明显示仪表出现问题,其原因通常是机械仪表齿轮卡死、差压变送器正压室渗漏等。
02物位仪表故障
1)液位仪表值达最高或最低时,根据现场检测仪表进行判断,若现场仪表正常,则将系统改为手动调控,查看液位是否变动,若液位能够在某一范围内保持稳定,说明是液位控制系统出现问题,反之则是工艺方面的原因。
2)对于差压式液位仪表,当控制仪表与现场检测仪表的显示数据不符,且现场仪表不存在明显异常时,检查导压管液封是否正常,若存在泄漏现象,补充密封液,仪表归零;若不存在泄漏情况,初步推断是仪表负迁移量出错,需进行校正。
3)液位控制仪表的数据异常波动时,要根据设备容量分情况进行判断,设备容量大的,通常是仪表出现问题;设备容量小的,要先检查工艺操作,若工艺操作有所变动,极有可能是工艺原因导致的波动,反之就是仪表方面的问题。
03压力仪表故障
当压力仪表数据异常时,应当根据被测介质的物理状态——固态、液态、气态,进行针对性的检测和诊断。
1)压力控制仪表出现异常波动时,要首先确认工艺操作的变动情况,因为此类变化多是由工艺操作及PID参数异常所致。
2)当控制仪表停滞不动,即工艺操作变化的情况下仪表数据依然保持恒定时,通常是由于压力测量系统出现故障所致,这时应首先确认引压导管是否存在阻塞情况,若管道畅通,再确认压力变送输出装置是否处于正常状态,如果发现异常变化,则可确认问题出现在测量指示系统。
04温度仪表故障
温度仪表故障通常表现为示数偏高、偏低或反应迟缓,当温度仪表发生故障时,要注意以下两点:一是温度仪表大都采用电动仪表;二是该系统仪表在检测时具有比较明显的滞后性。
1)温度仪表数据突然间变化到最高或最低,通常属于仪表系统方面的问题,这是由于仪表系统本身具有一定的滞后性,鲜少出现突发性的变动。若出现突发性的变动,一般是由热电阻、热电偶或变送放大器异常所致。
2)温度控制仪表发生高频异常波动时,通常是由于PID参数设置不当所致。
3)温度控制仪表发生比较明显的缓慢波动时,一般是由工艺操作方面的变动所引起的。若可排除工艺操作方面的影响,那么极有可能是仪表控制系统出现了故障。
来源:化工活动家
审核编辑:汤梓红
-
传感器
+关注
关注
2550文章
51035浏览量
753044 -
变送器
+关注
关注
13文章
1378浏览量
91060 -
流量仪表
+关注
关注
1文章
46浏览量
10299 -
物位仪表
+关注
关注
0文章
47浏览量
6993
原文标题:知识丨石油化工自动化控制仪表常见故障原因,超全总结!
文章出处:【微信号:gh_acae488c81aa,微信公众号:定华仪表学堂】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
变频串联谐振装置常见故障原因分析及处理
常见的16种仪表的故障分析和解决方案
自动化仪表的常见故障及分析步骤
仪表自动化控制系统的常见故障
流量仪表常见故障及其原因分析
常见温度仪表的故障分析





 工商网监
工商网监
评论