 智能装备工厂物联网解决方案:从痛点与解法出发
智能装备工厂物联网解决方案:从痛点与解法出发
随着工业4.0时代的到来,智能装备工厂物联网解决方案已成为制造业转型升级的关键。本篇文章将深入探讨行业背景、痛点以及解决方案和方案优势,为读者呈现智能装备工厂物联网解决方案的全貌。
一、行业背景
制造业作为全球经济发展的重要支柱,正面临着生产效率低下、资源浪费严重、产品质量不稳定等痛点。同时,由于市场竞争的加剧,传统制造业亟需借助物联网技术实现智能化升级,提高生产效率、降低成本、优化资源配置,以提升市场竞争力。
二、行业痛点
生产效率低下:传统制造过程中,人工干预环节多,生产效率低下,难以实现规模化生产。
资源浪费严重:缺乏对生产过程的精细化管理,资源浪费现象严重,成本控制困难。
产品质量不稳定:生产过程中信息不对称,质量控制难度大,导致产品质量不稳定。
设备维护困难:设备故障率较高,维修保养困难,成本也高,影响生产效率。
数据利用不足:生产过程中的大量数据缺乏数据挖掘与分析,无法为生产决策提供支持。
三、解决方案
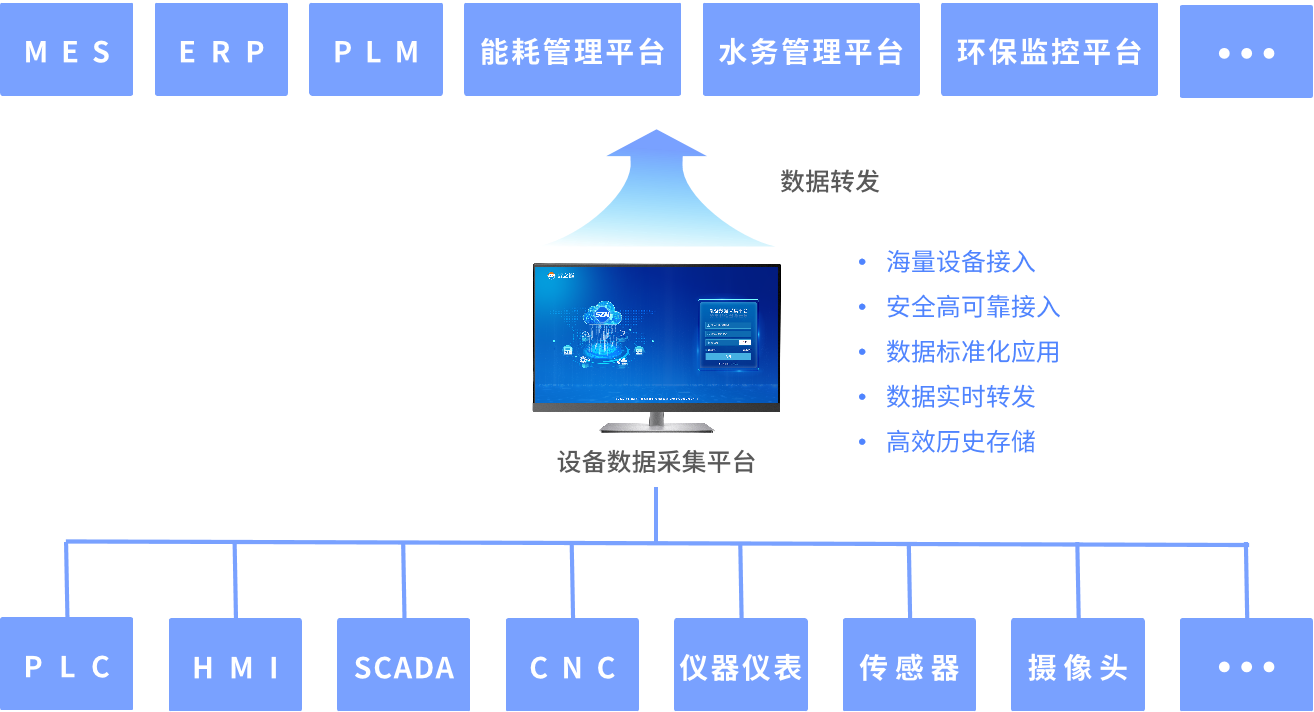
针对以上痛点,智能装备工厂物联网解决方案应运而生。基于设备与设备、设备与云端、设备与人员之间的实时信息交互,数之能提供高效实用的工业物联网平台,帮助监控设备状态、高效运维管理,实现优化生产流程,提高生产效率,降低成本,提升产品质量。
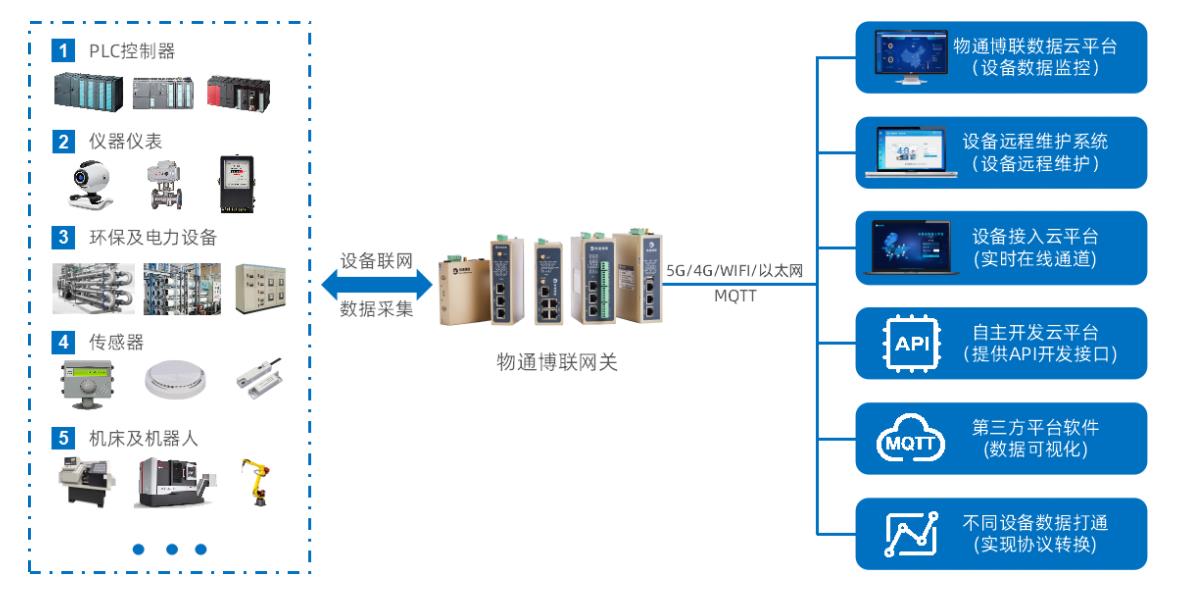
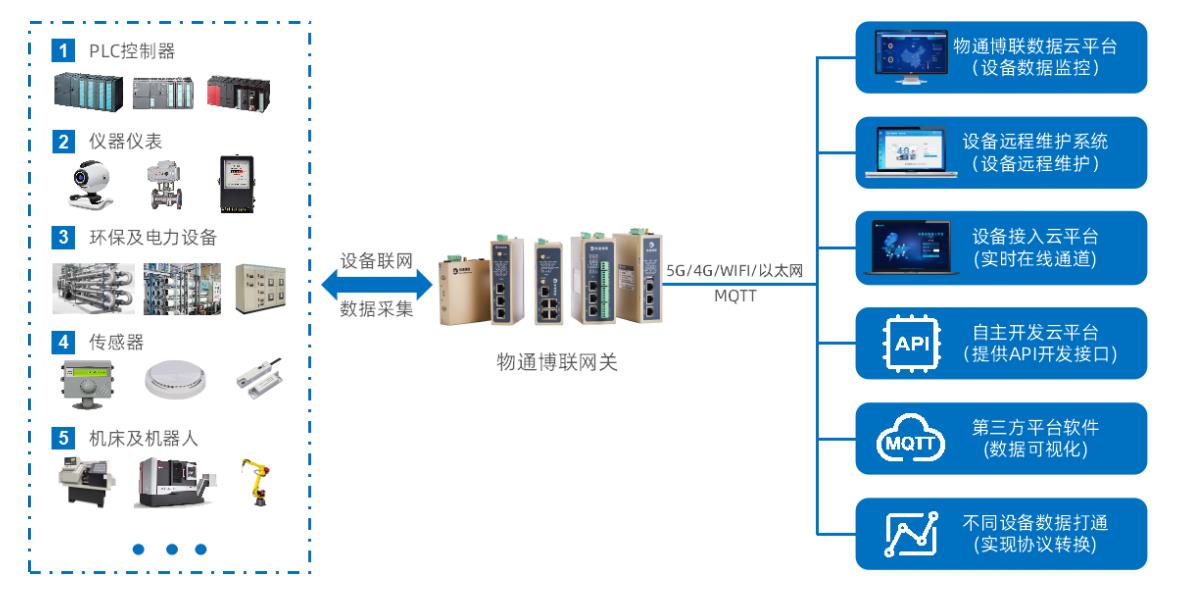
1、实现设备互联互通:工业物联网平台可以实现不同品牌和型号设备之间的互联互通。
2、利用云计算技术,构建云端平台,实现设备数据的实时采集、存储和分析。
3、通过数据监控和可视化分析,优化生产流程,提高生产效率,减低生产成本。
4、实现及时预警:通过实时监测设备运行状态,并在异常故障快速报警,及时处理解决。
5、推进运维优化:通过实时跟踪运维信息与报警事件,规范运维流程,提高维护效率。
6、通过手机端和电脑端远程控制和操作设备,实现远程启停和远程上下载程序操作。
四、方案优势
1、提高生产效率:通过设备间的实时信息交互和优化生产流程,提高生产效率。
2、降低成本:通过实现设备的互联互通和预测性维护,降低维修保养成本和停机时间。
3、提升产品质量:通过实时监测生产过程数据和实现预测性维护,提升产品质量稳定性。
4、提高资源利用率:通过优化生产流程和实现远程监控与控制,提高资源利用率。
5、增强市场竞争力:通过智能化升级,提高制造企业的市场竞争力。
五、应用价值
智能装备工厂物联网解决方案针对传统制造业的痛点提出了有效的解法。通过引入物联网技术实现设备的互联互通和优化生产流程等方面的升级,能够有效支持企业的数字化转型,促进企业高质量、高效率的成长。
审核编辑:汤梓红
-
工业物联网
+关注
关注
25文章
2375浏览量
64098 -
智能装备
+关注
关注
3文章
241浏览量
18634
发布评论请先 登录
相关推荐
钢铁5G智能工厂物联网解决方案
芯科科技提供全方位的环境物联网解决方案
智慧工厂物联网解决方案
智能工厂(物联网工厂)是什么
智能工厂物联网平台是什么
智能装备制造工厂数据采集物联网解决方案


电梯物联网技术如何解决电梯管理的痛点?
EIoT能源物联网的工厂智能照明系统应用改造

智能家电制造MES工厂数据采集物联网解决方案
智能工厂解决方案(工业物联网平台有什么功能)






 工商网监
工商网监
评论