 基于PLC的食品烘干箱数据采集远程监控系统
基于PLC的食品烘干箱数据采集远程监控系统
对粮食或食品进行烘干处理有利于储存、运输与后续加工,因此在干燥过程中对温度的精准控制非常重要。通过可编程逻辑控制器PLC的程序设计,可以实现温度的精准控制。在保持食品外观质量的同时,实现大批量、多种类的食品烘干工作,提高生产效率,具备良好的经济效益,在很多食品厂受到广泛使用。
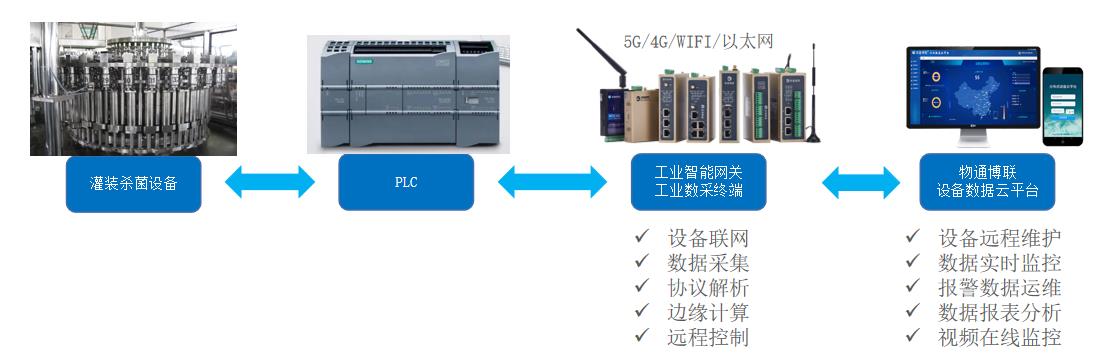
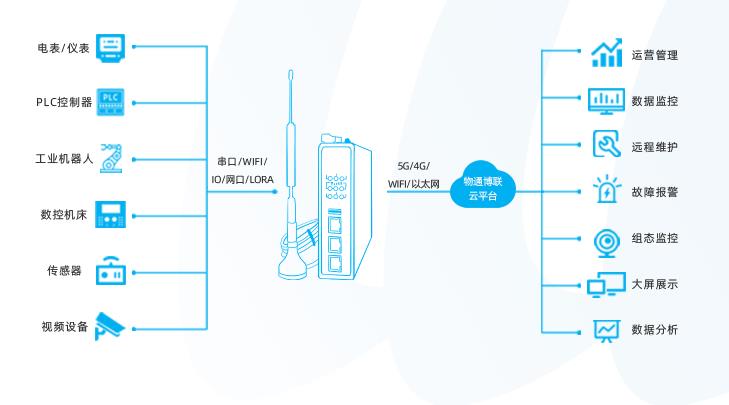
对此,数之能提供基于PLC物联网的数据采集远程监控系统,在这个系统中,通过实现食品烘干箱内的温度、湿度、风速等参数实时采集并传输至物联网平台。平台对采集到的数据进行处理和分析,并根据预设的烘干工艺参数和报警规则,自动预警设备故障。同时,工作人员可以远程实时监控各个烘干箱的工作状态,远程控制设备开关并实现远程维护,大大提高了生产管理的效率。
系统优势
1. 实时性:可以实时采集和处理各品牌PLC设备数据,确保对烘干过程的及时监控和控制。
2. 精准性:通过智能算法,可以实现对烘干参数的精确报警,提高食品的烘干品质。
3. 可靠性:出现故障及时报警,远程PLC远程编程调试和远程上下载程序等快速修复。
4. 灵活性:可以根据不同的烘干工艺需求,在手机端随时调整烘干参数和工艺流程。
5. 节能性:通过精确控制烘干参数,可以有效降低能源消耗,实现节能减排的目标。
食品工厂通过实现烘干设备的实时监控系统,为生产管理与设备管理提供高效便捷的管理手段,可以有效加强设备运行稳定性与可靠性,有效增强产品质量管理与生产效率,推进企业的数字化转型。
审核编辑 黄宇
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表德赢Vwin官网
网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
plc
+关注
关注
5010文章
13271浏览量
463030 -
远程监控
+关注
关注
2文章
1291浏览量
30221 -
数据采集
+关注
关注
38文章
6053浏览量
113618
发布评论请先 登录
相关推荐
PLC数据采集IoT平台是什么
设备与互联网相连,实现了数据的远程采集、分析和管理。 PLC作为数据采集和控制的核心,负责与现场的传感器、执行器等设备进行交互,完成基本的监
水泵数据采集远程监控系统功能
随着物联网、自动控制及现代通信技术的飞速发展,水泵数据采集远程监控系统应运而生,为水泵设备的运行管理带来了革命性的变化。该系统通过集成传感器
脱水机PLC数据采集远程监控系统
脱水机作为化工、食品加工等行业中的关键设备,其运行状态直接关系到产品的质量和生产的连续性。传统的监测方式依赖人工巡检,既费时又容易出现疏漏。而基于物联网技术的数据采集与远程监控

食品杀菌设备数据采集远程监控系统解决方案
,还容易出现人为误差。因此,建立一个智能化的数据采集与远程监控系统显得尤为迫切。 二、解决方案与系统架构 物通博联推出的
电气自动化设备plc数据采集远程监控系统解决方案
生产线至关重要。因此,构建一个高效率、高性能的PLC数据采集及远程监控系统,不仅是提升企业竞争力的关键因素,更是实现智能化生产的必由之路。

信捷PLC数据采集监控系统解决方案
印刷、食品饮料等行业得到广泛使用。 对此,物通博联提供接入信捷PLC全系列的数据采集监控系统解决方案。该方案的核心在于其高度集成的
plc物联网数据采集平台是什么
PLC(可编程逻辑控制器)物联网数据采集平台是一种结合了传统PLC控制技术和现代物联网技术的系统。它不仅能够执行传统的PLC控制功能,如


定量包装机PLC数据采集远程监控系统解决方案概述
进行监控和管理,对于保证产品质量与生产效率具有重要作用。对此,数之能提供基于PLC数据采集的定量包装机远程监控
食品整形机PLC如何数据采集实现手机端远程监控
的滚动碾压,将食品袋整形达到厚薄均匀,通过PLC可以控制皮带的高度与松紧度、传动速度与急停,是食品流水线生产的重要设备。 为加强食品整形机管理水平,数之能提供


热压机PLC数据采集远程监控物联网解决方案
热压机PLC数据采集远程监控物联网解决方案 随着工业4.0时代的到来,智能制造已经成为制造业发展的重要方向。在热压机领域,PLC






 工商网监
工商网监
评论