 刻蚀工艺评价的工艺参数以及如何做好刻蚀工艺
刻蚀工艺评价的工艺参数以及如何做好刻蚀工艺
在本篇文章中,我们主要介绍刻蚀工艺评价的工艺参数以及如何做好刻蚀工艺。
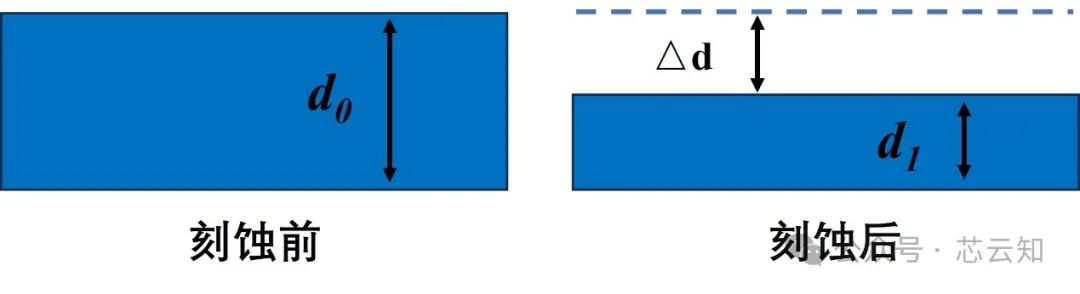
一、刻蚀工艺质量评价 1)刻蚀速率 刻蚀速率是指在蚀刻过程中被去除的材料的速率,通常以单位时间内的厚度减少量来表示,单位通常是纳米/秒(nm/s)或埃/秒(Å/s)。厚度可用膜厚仪、台阶仪或SEM等表征。 刻蚀速率=△d/t (Å/min) △d=去掉的材料厚度(Å或um) t=刻蚀所用的时间 (min)
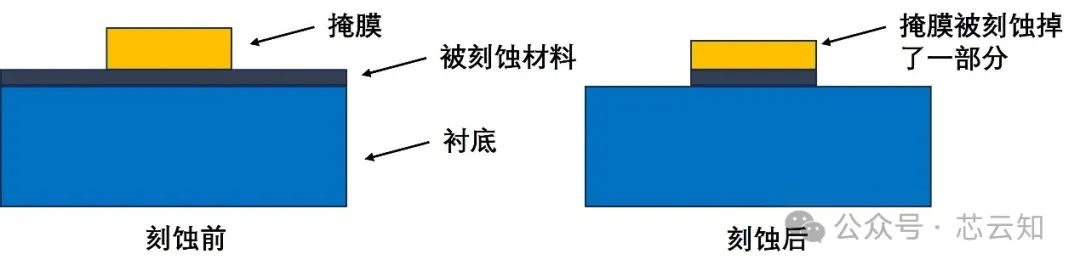
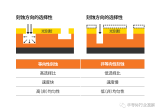
2)刻蚀选择比 在刻蚀过程中,被刻蚀物质上层的抗蚀剂(如光刻胶)或下层的物质这些本来不需要被刻蚀的膜层会同时遭到刻蚀,那么在抗蚀剂和刻蚀材料间需要有一个定义,即刻蚀选择比。 刻蚀选择比=被刻蚀材料的速率/掩膜材料的速率 在微纳加工中,刻蚀选择比是一个重要的参数,它决定了在蚀刻过程中目标材料相对于掩模材料的去除速率。通常情况下,刻蚀选择比越高,表示目标材料相对于掩模材料的去除速率越快,蚀刻过程更具有选择性。高刻蚀选择比对于制造微纳米结构和器件至关重要,因为它可以确保所需的结构只在特定的区域进行蚀刻,而不影响其他区域。
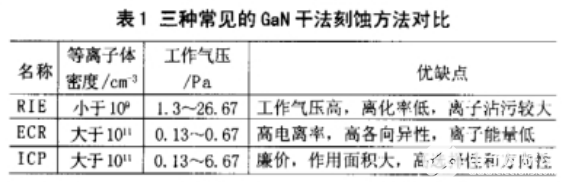
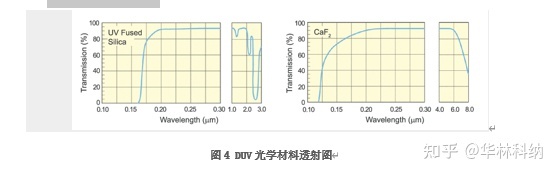
用于刻蚀的掩膜材料对比参考下表,对于常规工艺,通常采用光刻胶即可,但是围绕一些耐刻蚀材料,如碳化硅、石英、蓝宝石等则需要硬掩模才能实现。

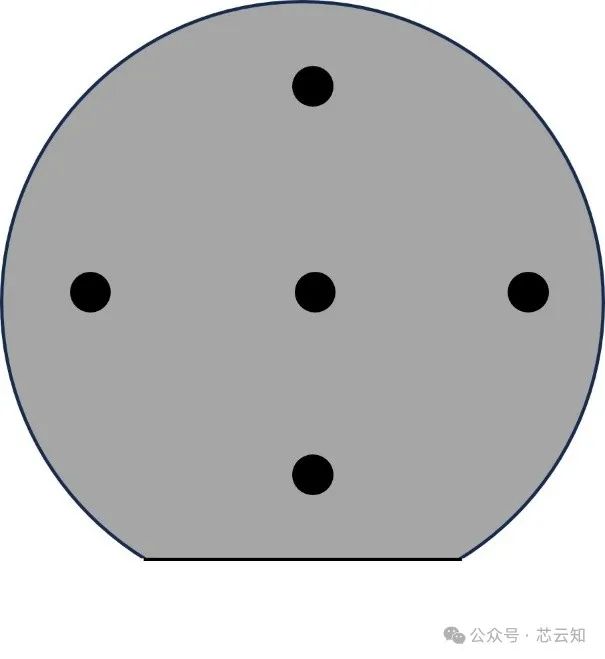
3)均匀性 均匀性通常用于刻蚀速率在整个晶片上的一致性情况。衡量刻蚀工艺在整个晶片上,或整个一批,或批与批之间刻蚀能力的参数。(片内、片间及批间)。Emax为最大值,Emin为最小值,Eave为平均值。

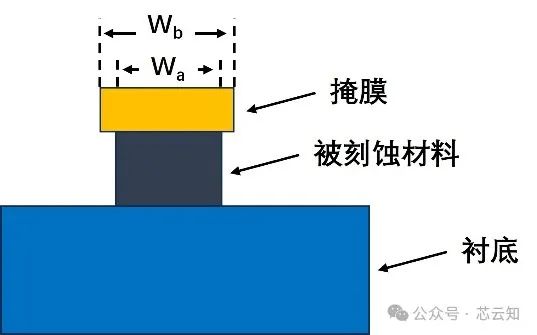
4)刻蚀偏差 刻蚀以后线宽或关键尺寸间距的变化。刻蚀工艺之后线宽、图形高度、深度等尺寸的变化。只要涉及化学反应就一定或多或少存在侧蚀,有效利用侧蚀可以实现一些特殊结构。 刻蚀偏差=Wb - Wa Wb=刻蚀前掩膜的线宽 Wa=掩膜去掉后被刻蚀材料的线宽
5)刻蚀角度 刻蚀角度通常是指刻蚀过程中垂直于表面的刻蚀方向与表面水平线之间的夹角。刻蚀角度可以通过控制刻蚀速率的比例来实现。假设 Vh表示垂直方向的刻蚀速率,Vv表示水平方向的刻蚀速率,则刻蚀角度θ可以通过以下公式进行估算: 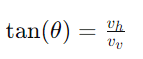
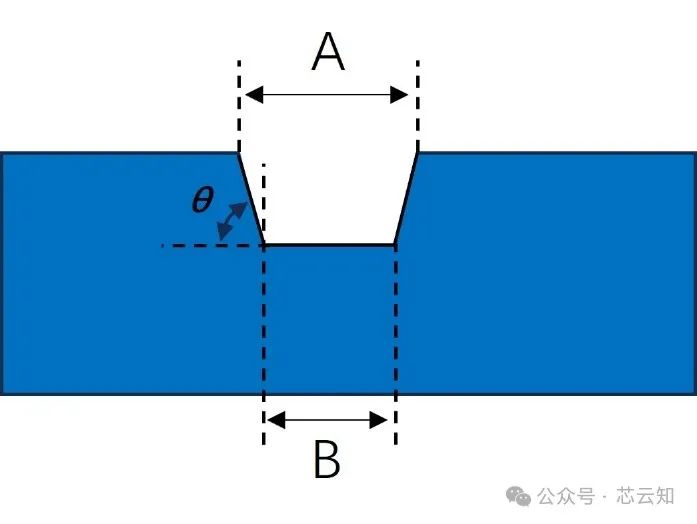
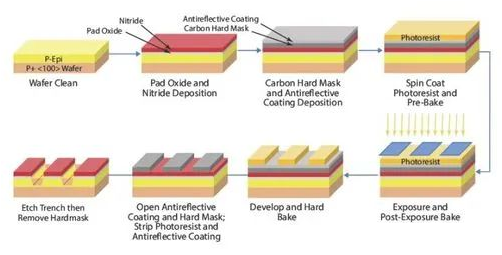
在刻蚀过程中,刻蚀角度的控制对于制备特定形状或结构的器件非常重要。通过调整刻蚀角度,可以控制材料在特定方向上的刻蚀速率,从而实现所需的形状或结构。例如,如果需要制备具有斜面的器件或结构,可以通过调整刻蚀角度来实现。 二、如何做好刻蚀工艺 那么如何能够得到希望的刻蚀效果呢?可以参照如下流程进行设计,再通过刻蚀后形成的工艺质量评价后再进行进一步的优化和调节。
-
光刻胶
+关注
关注
10文章
317浏览量
30218 -
刻蚀工艺
+关注
关注
2文章
37浏览量
8414
原文标题:想要做好刻蚀工艺需要评价哪些指标?
文章出处:【微信号:bdtdsj,微信公众号:中科院半导体所】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
芯片制造的刻蚀工艺科普
【新加坡】知名半导体晶圆代工厂招聘资深刻蚀工艺工程师和刻蚀设备主管!
干刻清洗工艺在金属刻蚀去胶腔上的评价及应用
两种基本的刻蚀工艺:干法刻蚀和湿法腐蚀
GaN材料干法刻蚀工艺在器件工艺中有着广泛的应用
关于刻蚀的重要参数报告
半导体行业之刻蚀工艺技术
半导体前端工艺:刻蚀——有选择性地刻蚀材料,以创建所需图形
半导体图案化工艺流程之刻蚀(一)

干法刻蚀工艺介绍 硅的深沟槽干法刻蚀工艺方法
刻蚀工艺的参数有哪些






 工商网监
工商网监
评论