 动力电池极片辊压工艺四大关键控制要素详解
动力电池极片辊压工艺四大关键控制要素详解
前言
锂离子电池的极片制作主要分为浆料制作、集流体涂覆、极片辊压、极片分条和极片干燥等过程。在之前的文章中,笔者介绍了浆料搅拌和极片涂布的技术要点,今天跟大家分享下极片辊压过程中的部分经验。
一、工作过程
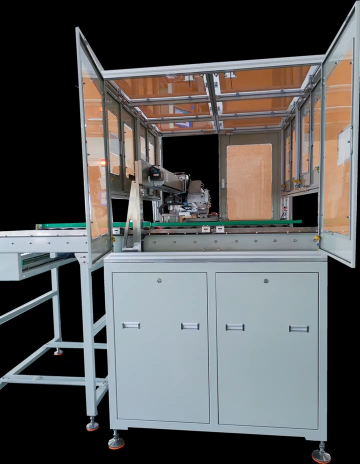
极片辊压一般由双辊压机完成,双辊压机是由两个铸钢压实辊以及电机和传动轴组成。辊压机在非工作状态时需要涂一层薄油层,以防其生锈,在使用前用无水乙醇将油层擦干净,并清理收放卷机构、自动纠偏机构、辊以及其它与极片接触的可能沾有杂质的位置。
将涂布完成的极片,固定于放卷机构后,将极片正确穿过双辊间隙,并连接收卷系统。开启辊压模式后,电机带动上下辊同时转动,收卷机构拉动极片将稳步穿过辊压间隙,最终被压到所需压实密度。
二、辊压目的
辊压的最终目的是获得符合设计要求的极片。什么是符合设计要求?就是要求极片的相关参数:面密度多少、压实密度多少、粘接性怎样、颗粒完整度、翘曲大小等等满足电芯的设计要求。
辊压的必要性:极片在涂布、干燥完成后,活物质与集流体箔片的剥离强度很低,此时需要对其进行辊压,增强活物质与箔片的粘接强度,以防在电解液浸泡、电池使用过程中剥落。
三、辊压过程中存在的问题及解决办法
1.极片断裂
在极片辊压的过程中,常常会走着走着极片突然断裂的现象,断裂不仅影响工作效率,还对后续的分切、卷绕等工序造成困扰。其原因有两点:
①在涂布过程中,若在极片表面留有小颗粒等质地不均现象,则在辊压时,小颗粒受到双辊压力,便向箔带方向挤压,颗粒体较软的可被碾成粉末继而脱落,颗粒体较硬的会挤压箔带,造成箔带破孔甚至箔带断裂。
②涂布过程中,如果极片表面面密度不同,则在辊压过程中会出现一片过辊压而另外一片辊压不足。在极片走带过程中,张力控制相同的情况下,辊压不足的地方则会出现部分活物质脱落甚至断箔的现象。控制收卷张力,防治大颗粒杂质落到极片表面可以有效减少极片断裂。
2.极片翘曲严重
极片经过辊压后,有时候极片会呈较大程度的内凹外凸的现象,此种现象出现不利于极片分切、卷绕。在涂布工艺中有一个重要的问题是“厚边”,厚边现象是辊压后极片翘曲的重要原因。
由于边缘厚度较中间部位大几微米或十几微米,辊压轧辊压力作用在极片上时,边缘厚度大的区域承受更大的轧制力,从而导致极片辊压压实横向密度不一致,造成了极片辊压后翘曲严重,对后续的分切工艺也会产生不利影响。
控制翘曲,关键还是要控制极片涂布质量,通过控制浆料表面张力、泵压、走带速度、辊压压力等参数可以有效减少极片翘曲的情况。当然,是在满足设计要求的条件下。
3.极片横向、纵向厚度不同
横向:在极片辊压过程中,常出现测量左右极片厚度不一致的情况。当极片左右厚度不一致时,需首先排除极片涂布过程中的影响,当测试未辊压的极片左右厚度一致时,则需要对辊压压力进行左右调节,以保证极片辊压后左右压实密度一致。在辊压过程中要定时对极片进行测试,以防辊压途中压力发生变动。
纵向:有时会出现极片经过辊压后,测试极片厚度符合要求,但是在分切时又出现厚度增加的现象。此为极片的反弹现象,极片反弹一是极片内部水分较多,而是辊压时速度太快。极片反弹问题可以通过使用热辊工艺和控制辊压速度解决。热辊的好处有:
①去除极片的里面的水分
②减少极片的在轧制后的材料反弹。
③由于极片在加热过程中材料处于熔融状态,热轧可以增加活性物质与流体之间的粘合力。
④减少极片的内应力,因为在分切活模切时,减少极片的内应力的释放影响的不良。
⑤降低电池极片的变形抗力,有利于提高活性物质的吸液量。
4.极片波浪边严重
极片涂布之后,除活物质外还有部分铜铝箔外露,在极片经过辊压之后,外露的铜铝箔边出现较密集的波浪纹路。此种现象的出现会影响电芯的卷绕、热压、极耳焊接等工艺,一定要杜绝。产生波浪边的原因是:铜箔和铝箔都是利用铜铝块经过挤压压片制成的,具有很好的金属加工性和延展性。
当极片在辊压的过程中,活物质之间相互挤压,并对铜箔、铝箔施加了一定的压力,则会产生一定的延展。在辊压时,没有活物质涂覆的部分没有发生延展,而有活物质的极片在辊压力作用下产生延展,延展不一在外观上形成箔带边缘的波浪形皱褶,平行的波浪痕迹与箔带运动方向垂直。
附着在皱褶箔带上的活性物质易发生裂缝、凸起或脱落。设计合理的涂布面密度和辊压压实密度可以减少极片波浪边的发生。另外,辊轮不平时也会导致波浪边。
此外还有一些操作失误,如测量极片厚度时刮料、问题点没有及时标记等人为失误,可以通过加强培训提高意识来解决。
四、辊压工艺对电芯的影响
1.辊压情况对极片加工状态的影响
辊压后极片的理想状态是极片表面平整、在光下光泽度一致、留白部分无明显波浪、极片无大程度翘曲。但是,在实际生产中操作熟练度、设备运行情况等都会引起部分问题的产生。
最直接的影响是影响极片分切,分切极片宽度不一致,极片出现毛刺;辊压结果影响极片的卷绕,严重的翘曲会造成极片卷绕过程中极片、隔膜间产生较大的空隙,在热压后会形成某些部分多层隔膜叠加,成为应力集中点,影响电芯性能。
2.辊压情况对电芯性能的影响
辊压过程会出现的几个典型问题是:
①极片厚度不一致。厚度不一致,意味着活物质密度不一致,锂离子和电子在极片中传输、传导速率则会有所不同。当电流密度不同时,极易引起枝晶锂的析出,对电芯性能不利。此外,极片厚度不同时,活性物质与集流体之间的接触电阻也是不同的,极片越厚内阻越大,电池极化也就越严重,影响电芯容量。
②极片部分位置出现过压。由于涂布时部分位置厚度过厚,辊压后则有可能出现过压的现象。过压的位置活物质颗粒出现破碎,活物质颗粒间接触紧密,在电芯充放电过程中,电子导电性增强,但离子移动通道减小或堵塞,不利于容量发挥,放电过程中极化增大,电压下降,容量减小。同时,过压后影响电解液的浸润效果,对电芯的性能也有很大的影响。
五、总结
锂离子电池制作过程中有很多的影响因素,解决了每道工序中可能出现的工艺问题后,将直接减少对生产资料的浪费,完善后续的装配、注液、包装等工序的品质和效率,提高最终产品的品质和一致性,降低生产成本,继而使锂离子电池产品具有更强的市场竞争力。
原文标题:【诚捷智能·高工经纬】动力电池极片辊压工艺四大关键控制要素详解
文章出处:【微信号:gh_a6b91417f850,微信公众号:高工锂电技术与应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
动力电池阻抗分析
宁德时代:动力电池行业应步入高标准发展新阶段
【干货】新能源汽车动力电池详解
温度是如何对动力电池的性能造成影响?
动力电池自动点焊机:如何提升电池性能与安全性

为动力电池行业量身定制的蔡司工业CT
动力电池结构与原理介绍





 工商网监
工商网监
评论