 用于啤酒包装生产现场的满箱检验机控制系统设计
用于啤酒包装生产现场的满箱检验机控制系统设计
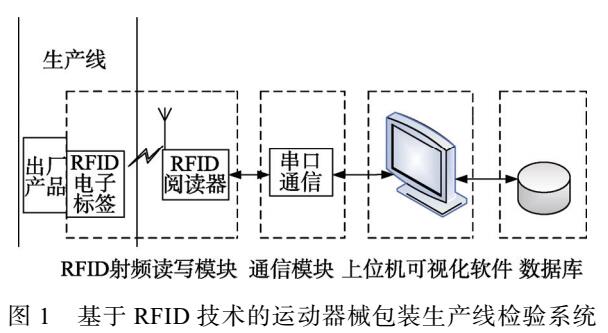
随着近几年啤酒行业的发展,我国的啤酒产量目前已经居全球第一。这几年国产的干包装设备像装箱机、纸箱包装机、塑料热缩膜包装机已经在啤酒生产线上广泛的使用。随着这些设备的使用现场也出现了一些相关的问题,例如包装后的产品数量不足的问题。为了解决这一问题,笔者消化吸收目前国际上的检测模式,结合我国啤酒行业的特点,给厂家设计了一套经济实用的满箱检测控制系统。
1. 满箱检测技术的应用现状
目前国内啤酒生产厂家主要是应用国外公司的满箱检测设备如德国HEUFT公司的LOGIC系列满箱检验机等。由于国外产品的价格及维护费用较高,因此就限制了其在中小企业的应用,中小企业一般安排专职人员进行检查,费时费力;而国内做这种检测设备的厂家很少,因此开发一套经济适用的满箱检测系统在国内有比较大的市场,也有利于降低企业的运营成本。
2. 设计思想和原则
(1)先进性:系统建立在充分了解国内外满箱检测技术的发展动态,吸收其经验和成果的基础上进行方案设计,使系统的技术性能和水平具有明显的先进性。
(2)可靠性:系统运行安全可靠,性能稳定,可以在恶劣环境中长期稳定工作。
(3)扩展性:系统的设计容量要足够大,满足系统今后扩展的需要。
(4)经济性:系统的造价经济合理,性能价格比高。
(5)操作维护方便性:在软件方面要求界面友好,操作简便,在硬件方面要求维护检修方便。
系统完成后,可达到如下目的:
(1)能够在箱子运动的过程中准确的检测到缺瓶箱,并能够检测开箱和封箱的产品。
(2)能够检测多种箱型。在实际生产过程中主要有以下四种箱型:3×4、4×3、5×4及6×4四种箱型。为了使我们的满箱检测设备能够适应绝大多数的工作,设备应该能够在不同箱型下工作。
(3)能够精确的测量缺瓶箱的运动距离,使剔除器能够迅速无误的将缺瓶箱剔除。
(4)具有报警功能。能够在工人操作有误或设备产生故障时发出报警,从而能够及时的排除故障。
3. 系统结构和组成
满箱检测控制系统部分的硬件我们选择如下:
(1)PLC部分:选择SIEMENS的S7-200PLC CPU224;S7-200共14个输入点10个输出点;满箱检测所需输入点为12个,输出点是5个;因此S7-200能够充分满足,设备控制的要求。
(2)操作面板TD200:为了能够实现箱型选择和显示已检测箱子的信息,我们选择SIEMENS的TD200操作面板。我们可以通过操作面板很容易的查看和修改有关信息。
(3)触发器部分:触发器选择OMRON的传感器,分前触发器和后触发器共两个。
(4)检测传感器:在开箱进行检测时选用BANNER公司的传感器6只,封箱检测时选用倍加福公司的传感器6只进行检测。
(5)旋转编码器:为了精确测量缺瓶箱通过的距离,以便准确无误的剔除缺瓶箱,我们选用欧姆龙公司德旋转编码器来测量缺瓶箱通过的距离。
满箱检测硬件结构图
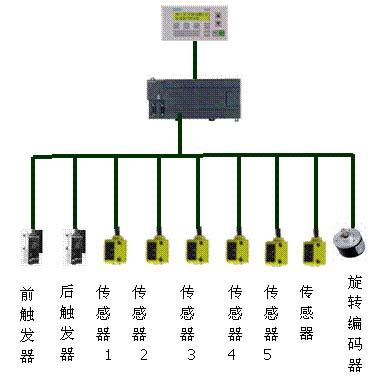
图 1
5.系统软件部分
软件部分是实现满箱检测功能的关键部分。
软件的基本功能如下:
(1)编制的软件应该能够配合硬件准确无误的检测到满箱和缺瓶箱,并能够准确的将缺瓶箱剔除;
(2)操作人员能够在TD200上查看已检测的箱子的信息,能够查看检测的总箱数、满箱数及缺瓶箱数;能够设定多种箱型;能够在连续出现缺瓶箱数大于设定最多连续缺瓶箱数后,自动停止检测,以便操作人员能够及时检查设备,排除可能存在的故障。
(3)能够在设备工作异常时产生相应的报警。
软件实现是通过S7-200的专用编程软MicroWIN件来实现。
软件按照模块化结构进行设计,以便达到较强的移植性以及今后的功能扩展。程序是按照以下几个部分来实现上述功能的。
(1)初始化部分:确定通讯方式、高速计数器工作方式的选择、TD200功能键的初始化
(2)TD200部分:通过对消息使能位的置1和清零来控制有关信息的显示和修改确认。有关信息的修改均需要用户输入密码,以防止非法用户对信息修改,保证检测的准确进行。
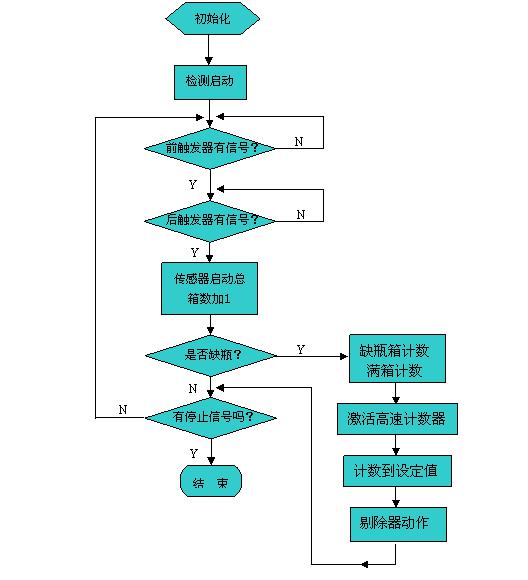
(3)检测部分:程序通过从TD200接受的信息判断当前的箱型,从触发器和光电传感器读取的信息判断当前箱子的有关信息,并经过相关处理来判断是否是满箱。并对箱数、满箱数及缺瓶箱进行计数。当检测到缺瓶箱时,激活高速计数器,高速计数器对来自旋转编码器的脉冲信号进行计数,判断其当前位置,到达剔除器位置时剔除器动作,剔除缺瓶箱。同时能够判断是否是连续出现缺瓶箱并能对连续出现的缺瓶箱计数,超过设定的最大连续缺瓶箱数时,自动停止检测并报警,通知操作人员进行检查。
满箱检测控制系统软件部分流程图如下
6.结束语
目前该满箱检测设备已应用于啤酒包装生产现场,目前系统运行良好,其高达99.9%的检验准确率,及快速的检测和剔除功能使其大大提高了包装设备的生产效率;同时也使原专职检测人员得以解放,减轻了劳动强度,受到厂家的欢迎,也为整个啤酒生产过程的优化起了重要的推动作用。
-
控制系统
+关注
关注
41文章
6604浏览量
110574 -
编码器
+关注
关注
45文章
3638浏览量
134419 -
欧姆龙
+关注
关注
3文章
351浏览量
65470
发布评论请先 登录
相关推荐
【GoKit申请】植物生长箱控制系统
【Tisan物联网申请】植物生长箱控制系统
纺织生产控制系统中现场总线技术的研究及应用
基于现场总线的小型水泥生产配料控制系统
基于FX1NPLC的钢球外观检验控制系统
基于AT89S52单片机的啤酒发酵温度控制系统
RTA发布智能检验机器人,用于车辆检验服务
采用CAN总线的智能节点和智能适配器实现啤酒发酵监控系统的设计






 工商网监
工商网监
评论