 基于三菱F1-60MR控制器的球面轴承外滚道超精机设计
基于三菱F1-60MR控制器的球面轴承外滚道超精机设计
1 引言
以往深沟球面内外套精磨床是采用继电器进行控制的,控制部分体积庞大,响应时间长,且可靠性不高,经常出现故障,磨床磨削工件的功能单一,有的磨床只能进粗磨,有的磨床只能进行精磨。完成一个成品工件加工,先在粗磨磨床进行粗磨,然后再将其送到精磨磨机进行精磨。基于这种情况,我们采用可编程序控制器对其控制电路进行了技术改造,将两台磨床的功能集中到一台磨床上实现,即粗磨、精磨一次完成。这样不仅可以减小控制部分体积、增强系统的可靠性,而且提高了系统的利用率,降低了成本,在实际应用中取得了很好的效果,对于工业企业实现相关机床的改造具有较高的应用与参考价值。
2PLC的基本概念
早期的可编程控制器称作可编程逻辑控制器(ProgrammableLogicController,PLC),它主要用来代替继电器实现逻辑控制。随着技术的发展,这种采用微型计算机技术的工业控制装置的功能已经大大超过了逻辑控制的范围,因此,今天这种装置称作可编程控制器,简称PC。但是为了避免与个人计算机(Personal Computer)的简称混淆,所以将可编程序控制器简称PLC,plc自1966年美国数据设备公司(DEC)研制出现,现行美国,日本,德国的可编程序控制器质量优良,功能强大。
3 PLC的工作原理
当PLC投入运行后,其工作过程一般分为三个阶段,即输入采样、用户程序执行和输出刷新三个阶段。完成上述三个阶段称作一个扫描周期。在整个运行期间,PLC的CPU以一定的扫描速度重复执行上述三个阶段。
1 输入采样阶段 在输入采样阶段,PLC以扫描方式依次地读入所有输入状态和数据,并将它们存入I/O映象区中的相应得单元内。输入采样结束后,转入用户程序执行和输出刷新阶段。在这两个阶段中,即使输入状态和数据发生变化,I/O映象区中的相应单元的状态和数据也不会改变。因此,如果输入是脉冲信号,则该脉冲信号的宽度必须大于一个扫描周期,才能保证在任何情况下,该输入均能被读入。
2 用户程序执行阶段
在用户程序执行阶段,PLC总是按由上而下的顺序依次地扫描用户程序(梯形图)。在扫描每一条梯形图时,又总是先扫描梯形图左边的由各触点构成的控制线路,并按先左后右、先上后下的顺序对由触点构成的控制线路进行逻辑运算,然后根据逻辑运算的结果,刷新该逻辑线圈在系统RAM存储区中对应位的状态;或者刷新该输出线圈在I/O映象区中对应位的状态;或者确定是否要执行该梯形图所规定的特殊功能指令。即,在用户程序执行过程中,只有输入点在I/O映象区内的状态和数据不会发生变化,而其他输出点和软设备在I/O映象区或系统RAM存储区内的状态和数据都有可能发生变化,而且排在上面的梯形图,其程序执行结果会对排在下面的凡是用到这些线圈或数据的梯形图起作用;相反,排在下面的梯形图,其被刷新的逻辑线圈的状态或数据只能到下一个扫描周期才能对排在其上面的程序起作用。
在程序执行的过程中如果使用立即I/O指令则可以直接存取I/O点。即使用I/O指令的话,输入过程影像寄存器的值不会被更新,程序直接从I/O模块取值,输出过程影像寄存器会被立即更新,这跟立即输入有些区别。
3 输出刷新阶段
当扫描用户程序结束后,PLC就进入输出刷新阶段。在此期间,CPU按照I/O映象区内对应的状态和数据刷新所有的输出锁存电路,再经输出电路驱动相应的外设。这时,才是PLC的真正输出。
2控制系统的设计思想
根据工件加工工艺的要求,控制系统设定了手动、自动、粗磨精磨定时等方案。
1. 手动/自动转换,当转换开关旋至手动状态时,自动不起作用,系统通过操作面板上不同的手动控制按钮来完成各道工序;类似的转换开关旋至自动状态时,按下启动信号,PLC则按预先设计的符合工艺要求的程序运行。
2. 粗磨阶段:油石的压力较大,主轴低速运转;精磨阶段:油石的压力较小,主轴高速运转。
3. 选用8421BCD码数据拨盘对粗磨精磨定时进行控制,工件加工时间可根据工艺要求选择不同的磨削时间,这样无需再设计数码输入显示电路,有效地节省了PLC的输入点,简化了硬件电路。
3 控制系统的硬件设计
控制系统采用日本三菱公司生产的F1-60MR可编程序控制器,其硬件框图如图1 。
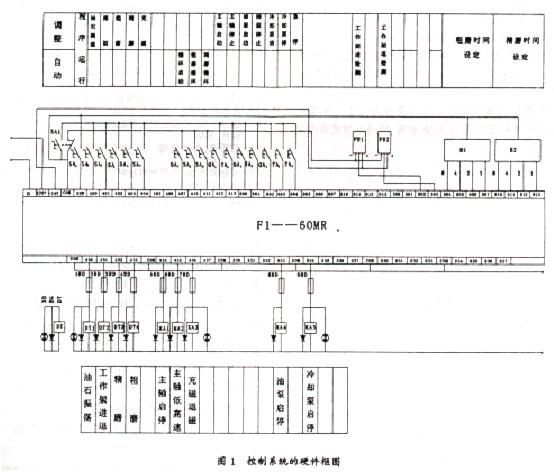
由硬件框图可知,系统可完成如下功能:
(1) 主轴低高速自动转换。
(2) 工件架自动进退。
(3) 油石高低频振荡自动转换。
(4) 粗磨、精磨任意选时。
(5) 工件充退磁。
4 控制系统的软件设计
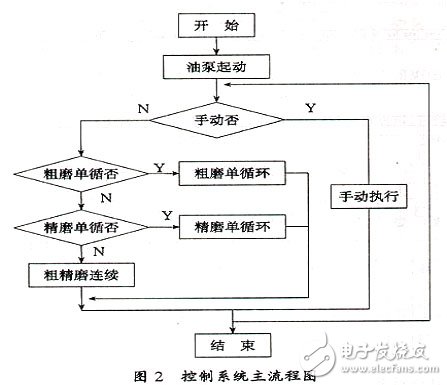
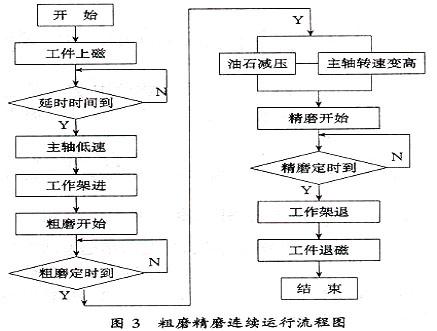
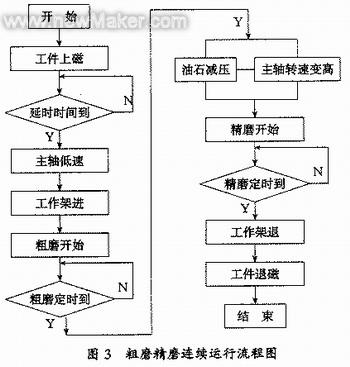
软件结构根据控制要求而设计,主要划分为四大模块:即手动模块,粗磨单循环模块,精磨单循环模块,循环启动(先粗磨后精磨)模块,由于整个软件结构的路程图较多,这里仅给出主程序流程图见图2和循环启动流程图见图3 (手动、粗磨单循、精磨单循流程图从略)。
5 结束语
通过对球面轴承外滚道超精机进行PLC控制技术改造,使得控制电路体积大大减小,消除了由中间继电器和时间继电器触点接触不良引起的系统故障。提高了生产效率,降低了工人的劳动强度,取得了显著的经济效益。
- 控制器
+关注
关注
112文章
15743浏览量
174445 - plc
+关注
关注
4999文章
12833浏览量
458227 - 可编程控制器
+关注
关注
6文章
529浏览量
38682
发布评论请先登录
相关推荐



 工商网监
工商网监
评论