 车规级功率半导体的技术及应用前景
车规级功率半导体的技术及应用前景
功率半导体技术及应用
近期,半导体芯片领域非常热闹。芯片是工业的“粮食”,是支持整个社会发展和经济发展的基础性核心产业,是国民经济的命脉。功率半导体作为能源物联网的“CPU”,是弱电控制与强电运行的桥梁,能够实现能源的传输、转换与控制。功率半导体具有独特的结构、机理和制造工艺,融合了越来越多的微电子制造工艺,与我们日常生活碰到的集成电路芯片有所差别。
1.功率半导体材料技术演变
功率半导体器件离不开材料的支撑。半导体材料从40年代起到现在,主要经历了三代:第一代是元素半导体,主要材料为锗(Ge)、硅(Si);第二代是化合物半导体,主要材料为砷化镓(GaAs)、硫化锡(InP);第三代为宽禁带半导体,主要材料为碳化硅(SiC)、氮化嫁(GaN),其拥有更宽的禁带、更高的临界击穿电场、更高的热导率,因此特别适合高压、高温和高频应用。第二代化合物半导体主要用在微波射频方面,大功率半导体用的材料主要是第一代和第三代。
2.功率半导体技术演变
功率半导体器件自40年代在美国发明以来,其技术演变也经历了三代:第一代包括锗管、硅二极管和晶闸管,以硅基晶闸管为代表,主要特征是半控性,只能控制导通,不能自主关断;第二代主要以硅材料为主,包括MOSFET、GTO、IGBT和IGCT,最主要特点是不仅可以控制开通,而且有自主关断能力,可以实现自由开关,且频率更高;第三代半导体,以宽禁带材料为主,包括SiC、GaN材料等,SiC材料和器件虽然上世纪八十年代就开始有研究,但真正的快速发展还是在2000年以后,目前虽有SiC SBD和MOSFET产品,但技术尚未成熟。
目前主流、使用较多的半导体器件,一是晶闸管,它可以输出较大功率,但频率相对较低,主要用于直流输电和大功率低频电源等;二是IGCT,它是将GTO与门极驱动电路以低感方式集成在一起,这样可以改善关断性能,此器件目前主要用于大功率电机传动,包括船舶驱动、海上风电等;三是IGBT,自上世纪90年代突破技术瓶颈以后,已经实现产业化和大规模应用,当前大功率IGBT最高可实现6500V,其应用方式较广,包括轨道交通、光伏发电、汽车电子等,是当前主流开关器件。
02
IGBT技术进展及其新能源汽车应用
IGBT是在MOS基础上发展出的复合型功率半导体器件,是传统电力电子技术与微电子技术结合的产物。IGBT是电压控制型的功率开关器件,工作频率介于MOS和BJT之间,功率容量较大。它最大的技术挑战是要以微电子的精细结构,耐受传统电力电子的功率开关与开关过程中的各种电磁热机械应力等非常严酷的应用考验。
IGBT是上世纪80年代初发明,30年来,其功率密度提高了3倍,损耗只有原来的1/3,可靠性越来越高,芯片越来越小的,但控制的功率则越来越大。
1.IGBT发展的技术挑战
当前IGBT的发展存在三个技术瓶颈:一是降低导通损耗;二是降低开通损耗、开通损耗;三是鲁棒性,要让各项参数都运行在安全工作区(SOA)之内,包括正偏安全工作区(FBSOA)、反偏安全工作区(RBSOA)、开关安全工作区(SSOA)和短路安全工作区(SCSOA)。平衡和优化好这三者关系,能够让IGBT向更大功率、更高密度、更高可靠性发展。
2.封装形式
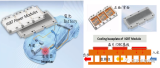
目前IGBT主要有以下几种封装形式:
一是TO标准塑封模块结构,此结构较简单,成本也较低,主要是单芯片或一个IGBT和一个二级管等两种形式,但是这种封装形式的热循环寿命有限。
二是工业/汽车级标准功率模块结构,目前来看,只要功率超过几个千瓦以上,都会采用这种模块封装的形式,其特点是散热好,功率循环和热循环寿命相对较好,且工艺相比其他形式更为成熟,成本相对适中。
三是压接式IGBT,这种封装方式没有焊层、引线键合,它最大的特点是功率容量大,拥有更高的安全工作区(SOA),且具有失效短路特性,适用于串联应用、可以承受较高电压,但是工艺较为复杂,成本较高。
3.IGBT的应用
下面以高铁和纯电动汽车的应用来说明IGBT可靠性要求:
高铁常用的IGBT是1500A/3300V焊接型模块,一列长编组由256只模块组成,包括9216片芯片,折算芯片面积约为1.68㎡,拥有接近1.5亿个IGBT元胞,只要其中一个元胞失效,这列高铁就会出现故障,因此对IGBT可靠性要求非常高。
而汽车用IGBT功率小很多,主要用于电机驱动、DC/DC升压变换器、双向DC/AC逆变器,以及充电端的DC/DC降压变换器,电机控制器用一个6单元模块,这种IGBT包括36片芯片,约240万个元胞,任何一个元胞出故障,汽车也会出现故障,对IGBT的可靠性要求也非常高。除此之外,新能源汽车对功率半导体在损耗、功率密度以及成本上也有着更高的技术需求。
目前来看,并不是所有器件都能应用于新能源汽车。新能源汽车中IGBT面临着复杂的使用环境和应用工况:一是车载工况功率循环波动比高铁还要复杂;二是长期处于高震动、高湿度、高温度的工作环境;三是装配体积、重量和制造成本有严格限制;四是汽车模块的长期寿要长于20km或长于15年使用寿命。
4.功率半导体的技术要求
汽车级功率半导体模块标准长期缺失,直到最近几年才有一些标准可以参考。汽车IGBT一是要满足最新汽车级标准LV324/AQG324的要求,二是中国IGBT联盟和中关村宽禁带联盟等团体标准。这些标准主要在温度冲击、功率循环、温度循环、结温等与全生命周期可靠性相关的一些方面提出了更高的标准。
目前,IGBT的技术能够为汽车应用提供完整的解决方案,满足市场多样化的需求,包括更高的功率密度、更高的可靠性、更高的工作结温、更低的成本以及定制化的能力。
中国作为全球新能源汽车最大的应用市场,2018年将近130万辆汽车,到2020年将达到200万辆新能源汽车,为汽车IGBT市场提供了一个非常好的市场空间。
03
车规级IGBT的技术挑战与解决方案
新能源汽车对IGBT提出非常高的要求,要求其拥有更强大、更高效的功率处理能力,同时也要降低本身过多的电力消耗和不必要的热量产生,以提高整车的性能。
1.技术难题与挑战
目前技术方面遇到的主要难题:一是续驶里程与排放要求带来的低损耗问题;二是轻量化带来的高功率密度与散热问题;三是恶劣运行环境与极端工况所要求的的安全工作区和长期可靠性问题;四是汽车产业生态要求的低成本问题。
目前车规级IGBT面临的技术挑战:一是芯片的设计与制造,芯片低功耗高与高可靠性、高功率容量之前较难平衡;二是芯片封装的全流程,解决高效散热、可靠性等并进行性能验证,以确保汽车长期的可靠运行;三是如何通过驱动控制,保障某些特殊工况下IGBT的正常运行。
2.车规级IGBT拓扑结构
目前IGBT的拓扑结构有三种:单管模块、2 in 1模块、6 in 1模块,组成一个完整的3相全波整流电路,通过灵活的电路拓扑可以实现在汽车上不同的集成应用要求。
3. 各企业技术路线图
(1) 英飞凌
2013年起,英飞凌对车规级IGBT芯片技术进步作出了很多贡献,包括IGBT3和HybridPACK 2。电压从650V提高到750V,电流密度从150A/cm2提高到270A/cm2,功率密度约为2kw/mm2,比高铁IGBT功率密度更高。
(2) 三菱
三菱在芯片和封装环节做了大量的研发工作,其双面散热技术相对领先。
(3) 中车
中车自2008年进入IGBT领域,经过10年发展,目前IGBT在高铁上的应用已经实现了自主化,电网的应用也开始批量、大规模推广。2012年起,中车开始布局车规级IGBT的研发工作,目前已经研发两代车规级IGBT技术,包括第5代高性能沟槽栅和第6代精细沟槽栅IGBT芯片,电流密度达到275A/cm2,与国外先进水平相当,并已开始研发基于逆导RET技术的下一代更高电流密度芯片。
4. 车规级IGBT技术解决方案
(1)高性能FRD
使用高性能FRD,可以有效减小振荡和干扰问题,稳定车规级IGBT的运行。目前,中车FRD主要是基于先进PIC结构,通过质子和电子辐照,对少子寿命进行控制,实现了与IGBT性能上的良好匹配。另一种解决方案是使用SiC SBD来实现IGBT的续流控制,这种方式可以降低IGBT模块30%的损耗,但弊端是因为SBD反向恢复快、会对IGBT的开通造成很大电流冲击,影响长期可靠性。因此,如果能找到性能比较好的FRD,不建议采用两种不同频率器件混合使用,会影响总体性能和可靠性。
(2)布局优化与低感设计
通过布局优化与低感设计,可以降低高频应用条件下EMI的影响,改善芯片均流,降低开关过程的电压过冲,提高功率密度。
(3)绝缘结构
IGBT主要通过陶瓷衬板,来实现阴性和阳性的绝缘,目前使用的衬板包括AlN陶瓷衬板、Al2O3陶瓷衬板、Si3N4陶瓷衬板。出于对成本控制,多数车规级IGBT都使用Al2O3陶瓷衬板进行封装。但Al2O3与硅、铜热膨胀系数相差较大,在使用过程中会此引起材料的疲劳与焊接层的退化,从而影响整个模块的使用寿命。
(4)优化封装材料体系
IGBT电性能的改善已经遇到瓶颈,可以通过改善热设计来进一步提高IGBT的性能与可靠性,优化封装材料体系,减少封装互连界面,将热膨胀系数的失配尽可能降低,做成一体化集成衬板,改善IGBT模块的特性。
(5)高效散热技术
在基板也有技术措施来改善车规级IGBT的性能:使用带有Pin-fin结构的直接液冷散热,双面水冷散热技术,可降低20%-30%的热阻。
(6)模块封装可靠性设计
IGBT使用过程当中可靠性的最大问题是焊接层,长期运行会引起材料退化,从而引起热阻和导通压降升高。针对这一问题,目前已有新的解决方案:通过低温烧银结技术,达到超高的熔点、优良的热导率,从而获得较好的热循环和功率循环能力。
铜工艺技术也能提高可靠性。高铁模块使用铜金属化+铜线缝合;汽车模块使用铜箔烧结+铜线键合。通过此种铜工艺技术可以将功率循环能力提高10倍。
另一个可提高可靠性的方法是双面焊接技术。目前所有模块的封装,都是基于单面散热这种模式实现的,而双面焊接则使芯片直接与对衬板相连,取消引线互连,可提升50%的功率循环能力。
功率端子是IGBT通过最大电流、产生最大热量的地方,端子连接质量直接影响IGBT模块应用可靠性,也是IGBT主要的失效模式之一,在所有导致IGBT失效的影响因素中占比较高。传统工艺是通过焊片来实现端子跟衬板的互连,新的技术主要通过金属段子超声焊接的方式,可以显著降低接触热阻,改善散热能力,增加电流承载能力,提高车载环境中机械震动和冲击的抵抗能力。
(7)封装模式
目前车规级IGBT主要有三种封装模式:标准封装模式——Type 1、针翅型封装——Type2、平面封装——Type3。
中车汽车级IGBT模块包括S1模块、S2模块、S3模块和L1模块,分别对标英飞凌的HP2、DC6和HPDrive,包括全部参数与性能及外部接口尺寸,双面散热的模块英飞凌还没有大规模推广。L1是一种平面封装模块,实现双面散热,目前正在做样品验证。
04
车规级功率器件技术发展趋势
未来,电机控制器将进一步小型化、轻量化,要求高功率与高效率、芯片损耗更低、电流密度更大、频率与工作温度更高。同时,要求模块散热更好、焊接层与焊点更牢固,长期可靠性更高。
目前主流技术解决方案包括:通过精细化技术,做到沟槽精细化,以此达到更高的电流密度;将IGBT跟FRD通过单片集成的方式结合,进一步提高电流密度;通过超结等技术进一步降低IGBT的损耗。
提高模块可靠性可从以下几方面入手:全铜模块、高温封装和功能集成。
1.芯片技术迭代示意
目前,满足汽车需求的IGBT产品已用灰色区域标注(见下图),包括英飞凌的IGBT3、IGBT4、EDT2,日系(富士电机、三菱电机)包括IGBT5、IGB6、IGB7,中车包括第5代TMOS、6代RTMOS和7代RCMOS。英飞凌的IGBT4与中车第5代TMOS对应,EDT2跟中车的第6代RTMOS对应。
2.精细化技术
为了实现更高功率密度,一方面希望芯片厚度越来越薄。另一方面,通过精细化的技术,让IGBT元胞变得越来越小,单位面积的芯片有效面积可以容纳更多的元胞,增强正面载流子注入,减小压降与寄生电容。
中车开发的第6代IGBT,采用了自主研发的RET (Recessed-Emitter-Trench)技术,可以通过RET实现1.2um - 0.5um的Mesa结构,已经达成2750A/cm2目标,与英飞凌EDT2相当,正在努力实现电流密度达到300A/cm2或更高。此外,采用质子注入和激光退火等技术实现超薄片工艺,优化P发射极-n缓冲层设计,提升耐压和短路安全工作区。此外,基于RET引入RDT,可以在维持Vce较低水平的同时降低Eon和Eoff,进一步改善特性。
另一个精细化技术是基于RET第7代IGBT的逆导型,拥有更高的功率密度和良好的功率循环能力,温度更加均匀,且由于IGBT和FDR交错的工作模式,能够更加有效利用芯片面积。
3.超结技术
超结IGBT技术。目前超结技术有两个方向:一是边缘终端的超结技术,实现台面尺寸更小,有效面积更大;二是通过垂直超结技术,这样可以把芯片做得更薄,损耗更低,电流能力会更大。
4.高结温终端技术
温度提高对功率容量提升作用很大,但前提是IGBT芯片能够承受高温,所以高温终端技术就成为了核心。当前技术可以让高铁IGBT在150度的环境下正常运行,汽车IGBT已经可以在175度的环境下正常运行。
未来,高铁IGBT的抗高温能力将做到175度或更高,汽车IGBT的抗高温能力将做到200度或更高。可以说,高结温对整个芯片的设计和材料体系都将是一个很大的挑战。
5.碳化硅芯片
碳化硅(SiC)因为禁带宽、导热和绝缘能力强,非常适合作为功率半导体的材料,它比硅(Si)基器件更容易实现低损耗、高开关频率、高结温,且温度升高对于开关损耗变化很小,良好的输出特性更适合于牵引工况。
(1)碳化硅器件的优势
SiC MOSFET与Si IGBT比较,工作频率更高、损耗更低,且随着功率频度升高,损耗低的优势将会更加明显体现。
SiC器件主要有以下应用优势:低 Rds(on)、可耐受200度工作温度、10倍的工作频率、低损耗、散热要求低、体积小。
(2)碳化硅器件的技术挑战
目前碳化硅芯片仍面临很多技术挑战:一是制造高质量、低缺陷率的衬底和外延层;二是提高MOSFET沟通迁移率和栅氧稳定性;三是沟槽栅SiC技术如何做到低损耗、大电流容量、更高可靠性。
6.先进封装技术
通过先进封装技术,降低模块电感,提高可靠性。目前主要的工作体现在以下几个方面:
· 直接端子互连技术:实现芯片表面平面键合,替代传统引线键合;
· 柔性PCB互连技术:集成功率端子,降低杂散电感,提高功率循环能力;
· 3D封装技术:AMB技术实现叠层互连,减少封装材料界面,提升汽车模块散热性能;
· 全铜工艺:芯片铜金属化、铜线互连、铜端子超声焊接、铜烧结技术;
· SiC高温封装:基于高温封装材料的低电感、高集成度、多功能、复合SiC模块封装技术。
7.功能集成
加强具有集成温度或电流传感功能的精细沟槽栅芯片技术,设计更加紧凑的集成水冷流道的散热结构,集成逆变桥及整流桥功能的多合一功率模组。
关于SiC器件技术,中车从2010年开始SiC器件研发,已经突破SiC器件关键技术,建成了一条6英寸SiC芯片生产线,研发了包括SBD和MOSFET ,1200V到1700V到330V都有一些产品在做小批量的试验,包括全碳化硅的器件,这里是3300V,混合模块和碳化硅模块在高铁和轨道交通实现。
最后,小结一下汽车级IGBT的技术发展趋势。未来,功率半导体IGBT的芯片将会更小、晶圆更大、厚度更薄,通过成本、功率密度、结温、可靠性等方面的提升,实现整个芯片技术进步。模块的未来趋势是更高的热导率材料、更厚的覆铜层、良好的集成散热功能和更高的可靠性。
总结
第一,汽车的未来是电动汽车+绿色能源+智能网联,这样才能支撑新能源汽车可持续发展,这里要特别强调一下单凭汽车的电动化而没有绿色能源的大规模应用,很难实现 预期的降低排放的目标。
第二,基于大功率晶闸管、压接IGBT、IGCT、高压SiC器件的电力电子技术,支撑绿色能源的产生、传输和用户电力定制。
第三,高功率密度的IGBT在性能、可靠性等方面会继续发展,在较长一段时期内会是汽车电动化的主流器件。
第四,SiC、GaN等第三代半导体器件加速成熟,将在新能源汽车获得广泛应用,但需要一个过程,对硅基IGBT也不是一个简单的替代,而是相互补充。
第五,国产器件有能力支撑国内新能源汽车技术、产业的可持续发展。
Q&A
Q:当前,特斯拉的电压已经超过1000V,而国内充电桩的最高电压为750V,对于特斯拉的技术方向,您有何什么见解?
A:750V是最大的技术挑战,其对制造工艺要求非常高。如果实现不了50-60微米的芯片加工能力,就很难做好750V的器件。1200V器件的制造难度比750V要小,所以很多半导体厂家更愿意做1200V的器件。
Q:未来3年,IGBT在国内市场成本逐渐降低,您是否有百分比量化的预测?
A:实际上,汽车IGBT的价格一直在降。最近,由于制造端供应偏紧,因此价格较为平稳。相信未来随着对低成本的需求和诸多竞争因素等,会让IGBT的成本价格下降,下降也应该是一个较为平稳的过程。
Q:在汽车领域,碳化硅未来会不会是一种趋势?有没有可能替代IGBT?
A:碳化硅特性较好,优势很明显。但劣势也较为明显,目前主要体现在质量、可靠性与价格等方面,主要包括三方面:第一,碳化硅很难做到单片电流较大;第二,碳化硅器件加工效率低;第三,硅器件有很多结构上的改进,碳化硅本身的优势比硅要好,目前因为材料与工艺因素很难通过结构优化去实现性能上的大幅度提高,尤其是其掺杂的灵活性、效率与效果很难与硅工艺去竞争。
碳化硅有优势也有劣势,总体来说碳化硅是一个发展趋势,但可能需要一个过程。目前其超过其他器件十倍以上的价格,很难在市场中竞争。
-
半导体
+关注
关注
334文章
27286浏览量
218031 -
功率半导体
+关注
关注
22文章
1150浏览量
42949
原文标题:深度 | 车规级功率半导体技术现状、挑战与发展趋势
文章出处:【微信号:e700_org,微信公众号:汽车工程师】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
国内最大车规IGBT厂商 比亚迪半导体将分拆至创业板
武汉芯源半导体首款车规级MCU,CW32A030C8T7通过AEC-Q100测试考核

《2021 CIAS中国国际新一代车规级功率半导体技术高峰论坛》
车规级功率半导体:IGBT和MOSFET是主要产品

车规级功率半导体IGBT对比

“GAPS”开幕在即,5月30日贝思科尔与您相约杭州,探索车规级功率半导体更多精彩!

扬杰科技亮相2024全球车规级功率半导体峰会暨优秀供应商创新展







 工商网监
工商网监
评论