 德赢Vwin官网
App
德赢Vwin官网
App


什么是磨床
磨床(grinder,grinding machine)是利用磨具对工件表面进行磨削加工的机床。他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等。
磨床能加工硬度较高的材料,如淬硬钢、硬质合金等;也能加工脆性材料,如玻璃、花岗石。磨床能作高精度和表面粗糙度很小的磨削,也能进行高效率的磨削,如强力磨削等。
十八世纪30年代,为了适应钟表、自行车、缝纫机和枪械等零件淬硬后的加工,英国、德国和美国分别研制出使用天然磨料砂轮的磨床。这些磨床是在当时现成的机床如车床、刨床等上面加装磨头改制而成的,它们结构简单,刚度低,磨削时易产生振动,要求操作工人要有很高的技艺才能磨出精密的工件。
1876年在巴黎博览会展出的美国布朗-夏普公司制造的万能外圆磨床,是首次具有现代磨床基本特征的机械。它的工件头架和尾座安装在往复移动的工作台上,箱形床身提高了机床刚度,并带有内圆磨削附件。1883年,这家公司制成磨头装在立柱上、工作台作往复移动的平面磨床。
1900年前后,人造磨料的发展和液压传动的应用,对磨床的发展有很大的推动作用。随着近代工业特别是汽车工业的发展,各种不同类型的磨床相继问世。例如20世纪初,先后研制出加工气缸体的行星内圆磨床、曲轴磨床、凸轮轴磨床和带电磁吸盘的活塞环磨床等。
自动测量装置于1908年开始应用到磨床上。到了1920年前后,无心磨床、双端面磨床、轧辊磨床、导轨磨床,珩磨机和超精加工机床等相继制成使用;50年代又出现了可作镜面磨削的高精度外圆磨床;60年代末又出现了砂轮线速度达60~80米/秒的高速磨床和大切深、缓进给磨削平面磨床;70年代,采用微处理机的数字控制和适应控制等技术在磨床上得到了广泛的应用。
随着高精度、高硬度机械零件数量的增加,以及精密铸造和精密锻造工艺的发展,磨床的性能、品种和产量都在不断的提高和增长。
磨床是各类金属切削机床中品种最多的一类,主要类型有外圆磨床、内圆磨床、平面磨床、无心磨床、工具磨床等。
外圆磨床是使用的最广泛的,能加工各种圆柱形和圆锥形外表面及轴肩端面的磨床。万能外圆磨床还带有内圆磨削附件,可磨削内孔和锥度较大的内、外锥面。不过外圆磨床的自动化程度较低,只适用于中小批单件生产和修配工作。
内圆磨床的砂轮主轴转速很高,可磨削圆柱、圆锥形内孔表面。普通内圆磨床仅适于单件、小批生产。自动和半自动内圆磨床除工作循环自动进行外,还可在加工中自动测量,大多用于大批量的生产中。
平面磨床的工件一般是夹紧在工作台上,或靠电磁吸力固定在电磁工作台上,然后用砂轮的周边或端面磨削工件平面的磨床;无心磨床通常指无心外圆磨床,即工件不用顶尖或卡盘定心和支承,而以工件被磨削外圆面作定位面,工件位于砂轮和导轮之间,由托板支承,这种磨床的生产效率较高,易于实现自动化,多用在大批量生产中。
工具磨床是专门用于工具制造和刀具刃磨的磨床,有万能工具磨床、钻头刃磨床、拉刀刃磨床、工具曲线磨床等,多用于工具制造厂和机械制造厂的工具车间。
砂带磨床是以快速运动的砂带作为磨具,工件由输送带支承,效率比其他磨床高数倍,功率消耗仅为其他磨床的几分之一,主要用于加工大尺寸板材、耐热难加工材料和大量生产的平面零件等。
专门化磨床是专门磨削某一类零件,如曲轴、凸轮轴、花键轴、导轨、叶片、轴承滚道及齿轮和螺纹等的磨床。除以上几类外,还有珩磨机、研磨机、坐标磨床和钢坯磨床等多种类型。
磨床一般用于对零件淬硬表面做磨削加工。通常,磨具旋转为主运动,工件或磨具的移动为进给运动,其应用广泛、加工精度高、表面粗糙度Ra值小,磨床可分为十余种:
(1)外圆磨床:是普通型的基型系列,主要用于磨削圆柱形和圆锥形外表面的磨床。
(2)内圆磨床:是普通型的基型系列,主要用于磨削圆柱形和圆锥形内表面的磨床。
(3)座标磨床:具有精密座标定位装置的内圆磨床。
(4)无心磨床:工件采用无心夹持,一般支承在导轮和托架之间,由导轮驱动工件旋转,主要用于磨削圆柱形表面的磨床。
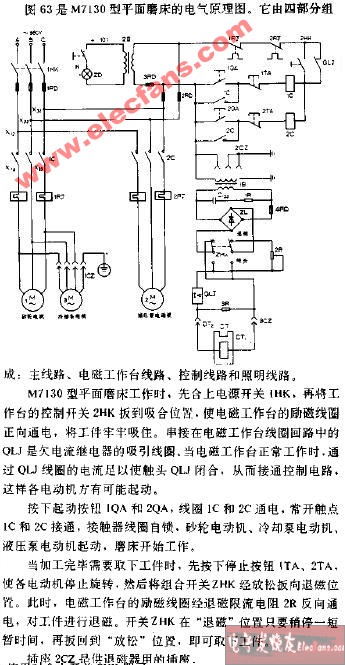
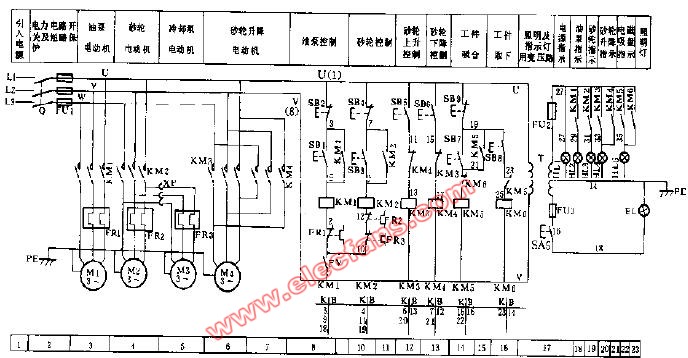
(5)平面磨床:主要用于磨削工件平面的磨床。
(6)砂带磨床:用快速运动的砂带进行磨削的磨床。
(7)珩磨机:用于珩磨工件各种表面的磨床。
(8)研磨机:用于研磨工件平面或圆柱形内,外表面的磨床。
(9)导轨磨床:主要用于磨削机床导轨面的磨床。
(10)工具磨床:用于磨削工具的磨床。
(11)多用磨床:用于磨削圆柱、圆锥形内、外表面或平面,并能用随动装置及附件磨削多种工件的磨床。
(12)专用磨床:从事对某类零件进行磨削的专用机床。按其加工对象又可分为:花键轴磨床、曲轴磨床、凸轮磨床、齿轮磨床、螺纹磨床、曲线磨床等。
磨床的检验标准
磨床产品目前主要采用国家标准和行业标准,有些产品企业标准,此外有几十个相关标准和质量分等标准。出口产品不得低于一等品。
磨床产品的专用标准主要有:GB/T4684-94、JB/T7418.1-94《外圆磨床,参数及系列型谱》,GB/T4685-94《外圆磨床精度》,JB/T7418.2-94《外圆磨床技术条件》,GB6740-86、JB/Z250-85《无心外圆磨床参数及系列型谱》,GB4681-84《无心磨床精度》,ZBJ55011-87《无心磨床技术条件》,JB2617-79《曲轴磨床参数》,ZBJ55035-88《曲轴磨床精度》,ZBJ55036-88《曲轴磨床技术条件》,GB6471-86、JB/Z260-86《内圆磨床参数及系列型谱》,GB7924-87、JB/Z288-87《光学曲线磨床参数及系列型谱》,ZBJ55006-87《光学曲线磨床精度》,ZBnJ55020-87《光学曲线磨床技术条件》,GB6469-86、JB/Z249-85《卧轴矩台平面磨床参数及系列型谱》,GB4022-83《卧轴矩台平面磨床精度》,JBn3382-83《卧轴矩台平面磨床技术条件》,GB 7923-87、JB/Z287-87《立轴矩台平面磨床参数及系列型谱》,GB6476-86《立轴矩台平面磨床精度》,JBn4183-86《立轴矩台平面磨床技术条件》,ZBJ55039-89、JB/Z170-89《卧轴圆台平面磨床参数及系列型谱》,ZBJ55032-88《卧轴圆台平面磨床精度》,ZBnJ55001-87《卧轴圆台平面磨床技术条件》,GB10927-87、JB/Z171-89《立轴圆台平面磨床参数及系列型谱》,ZBJ55031-88《立轴圆台平面磨床精度》,ZBnJ55002-87《立轴圆台平面磨床技术条件》,GB7177-87、JB/Z273-86《双端面磨床参数及系列型谱》,ZBJ55012-87《立轴双端面磨床精度》,ZBJ55013-87《卧轴双端面磨床精度》,ZBJ55014-87《双端面磨床技术条件》,GB6474-86《导轨磨床参数》,GB5288-85《龙门导轨磨床精度》,JBn4147-85《龙门导轨磨床技术条件》,JB4145-85《落地导轨磨床精度》,JBn4146-85《落地导轨磨床技术条件》,JB3875-85《万能工具磨床参数》,ZBJ55023-88《万能工具磨床精度》,ZBnJ55024-88《万能工具磨床技术条件》,ZBJ55021-88《多用磨床精度》,ZBnJ55022-88《多用磨床技术条件》,JB/T6091-92《坐标磨床参数》,JB/T6602-93《坐标磨床精度》,JB/T6601-93《坐标磨床技术条件》等。
磨床的检验项目
产品检验时,除按相关标准检验外,主要按照各类产品的精度、制造与验收技术要求和产品质量分等标准等进行检验,重点检验产品的精度和性能。由于各类产品加工精度、性能要求不同,精度等级不同,因此所检验的项目也不同。一般检验项目均在10项以上。可概括为:砂轮轴与磨削工件定位精度、关键计加工精度和两者之间的相关精度以及对磨削件测量规定的各项指标等。精度检验时还须参照JB2670-82《金属切削机床精度检验通则》进行。
磨床主要生产厂及输往国家、地区
目前主要生产厂家有:上海机床厂、天津磨床总厂、杭州机床厂、无锡机床股份有限公司、北京第二机床厂、陕西机床厂、上海第三机床厂、济南第四机床厂、上海重型机床厂、长春第一机床厂、德州机床厂、济南第四机床厂。主要销往香港、中东、欧洲、北非、北美等国家和地区。
磨床的包装及储运
磨床多采用木箱包装,各木箱生产厂家在制造木箱时,依据GB 7284-87《框架木箱》,GB/T13384-92《机电产品包装通用技术条件》及相关标准。上述标准对包装箱的材质、结构、含水率等项目做了具体规定。包装箱检验抽样判定时还须参照SN/T0275-93《出口商品运输包装木箱检验规程》。箱内机床应进行有效的固定和衬垫,其电器及未涂漆表面应做防锈防潮处理,其防锈有效期为两年。在存放及滞港期间机床类产品应库内保管,暂时露天存放时应垫高并加苫盖防止雨淋、水浸。箱面重心、防雨、勿倒置、轻放等标识应齐全,以保证运输时产品完好、安全的运抵目的地。
生产及订购注意事项
金属切削机床已实施出口产品质量许可证制度,未取得出口质量许可证的产品不准出口。订货时除明确通用要求外,对公、英制、电源电压和周波以及随机附件,机床的颜色等都须有明确规定。






















 工商网监
工商网监
评论