 德赢Vwin官网
App
德赢Vwin官网
App


PLC在混捏机控制系统中的应用设计
西门子S7系列PLC以其可靠性高、软件功能丰富、编程简便,尤其是其组网能力强大等优点而越来越广泛地应用于工业自动化控制系统中,从S7-200、S7-300至S7-400,西门子PLC提供了PPI、MPI、Profibus、Industrial Ethernet及AS-i等系列网络解决方案,从而满足了管理层、客户层、现场层到传感器/执行器等各种层面的通讯需求。本文以我厂炭素成型连续混捏机改造为例,阐述了PLC如何实现混捏机调速控制、混捏过程的实时监控、显示、操作等功能。保障了生产过程的连续性,降低了劳动强度,改善了劳动条件,实现少人或无人巡视的目标,达到了对大型、关键设备的安全、可靠运行的目的。
2、被控对象
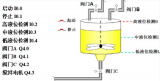
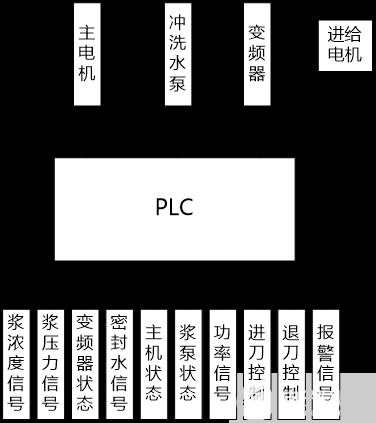
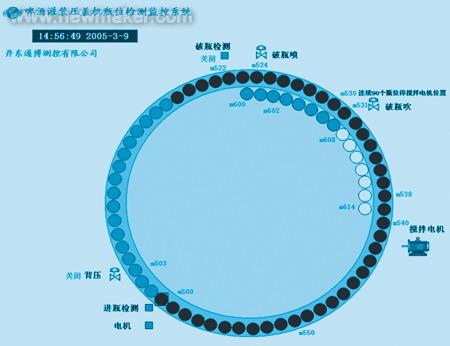
中铝青海分公司炭素连续混捏机是八十年代中期从德国BUSS公司引进的铝电解预焙阳极专用大型设备。其混捏方式采用动、静搅刀相对运动和搅拌轴前后移动实现糊料混捏目的。其混捏机总控制系统如图1所示。
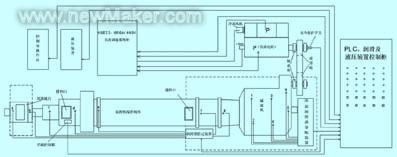
图1 混捏机控制及辅助装置的系统控制图
3、PLC控制系统设计
一个设计良好、性能优越的控制系统,必须有高质量、高性能的硬件配置才能保障最佳控制目的实现。由于混捏机控制系统的实际控制量较少,采集的参数种类较多的特点,采用S7-200 PLC能完全满足其控制要求。另外S7-200 PLC是以Profibus-DP为通讯模式,其高速(数据传输率高达12Mbps)且优化的通讯方式,适合现场级控制系统与分布式I/O及其它设备之间的主从通信。其PLC的主要配置分别为:处理器选用CPU315-2DP;数字输入模块6ES7 321-1FH00-0AA0 6块;vwin
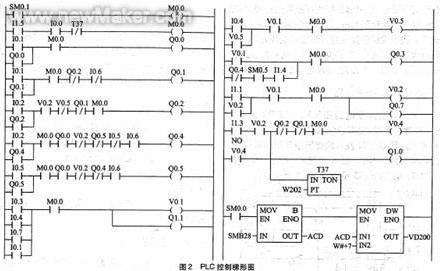
输入模块6ES7 331-7NF00-0AB0 2块;数字输出模块6ES7 322-1FH00-0AA0 4块;模拟输出模块6ES7 332-5HD01-0AB0 1块;模块前连接器6ES7 392-1BJ00-0AA0 13块;IM365本地扩展模块(6ES7 365-0BJ01-0AA0)1块;电源模块PS307 5 1块;DP总线连接器(6ES7 972-0BB50-0XA0)2块;监控装置为触摸屏TP270(10寸带Profibus接口)。其原理如图2所示。
图2 PLC控制混捏机及其辅助系统原理图
由于数字输入模块具有各组之间、组与数据总线间均设为相互隔离,其输入信号可直接接至模块上,也可用继电器隔离后接入模块,其输入模块内部原理如图3所示。
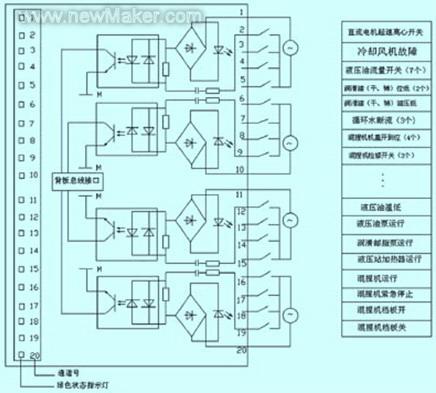
图3 PLC数字信号输入模板接线图
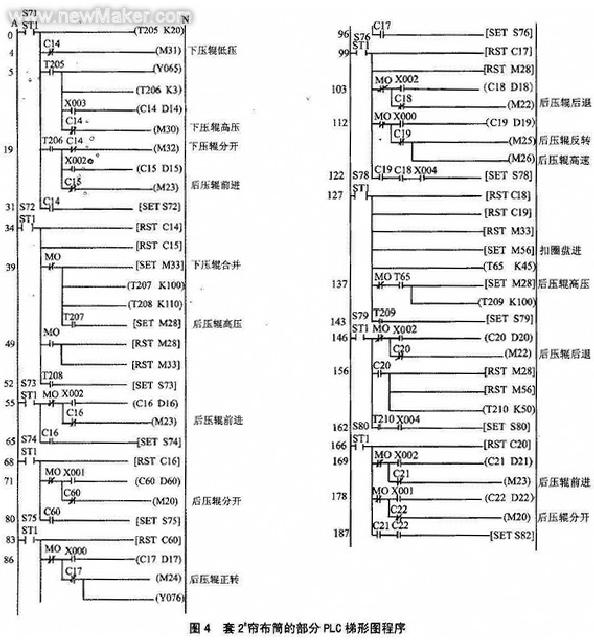
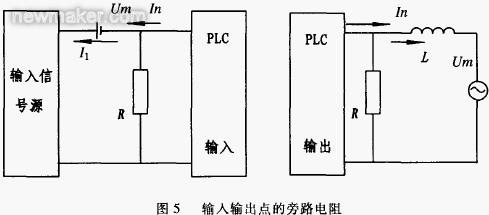
另外,由于模拟输入模块各通道之间、通道与数据总线间随具有隔离功能,但因混捏机调速系统、辅助控制系统以及现场各信号采样传感器电源回路、电压高低不同,为使PLC系统工作安全、可靠,一般要求其各输入信号必须隔离。此外对于远程采样信号,为提高测量准确性,其输入信号均采用电流信号输送。对于无源输入信号,而且传输距离短的传感器信号,可直接输入。其模拟输入模块的内部原理如图4所示。
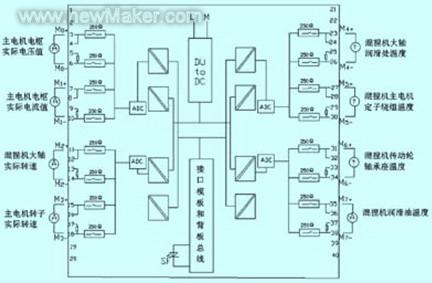
图4 PLC模拟量输入模板接线图
在模拟模块输入接线中,要考虑实际采用的传感器的引线根数,对于多数4芯传感器接线,则采用图5接线方式;对于2芯传感器接线,则采用图6接线方式。
图5 热敏电阻与模拟输入模块的四线连接
图6 热敏电阻与模拟输入模块的两线连接
3.1 混捏机控制及保护系统的设计
在混捏机调速控制系统中,除调速系统硬件设有过压、过流、限速、短路、可控硅击穿等保护措施外,还设置了多个PLC软件保护功能。如速度给定最大速率限制(设置以5r/s变化;防止升、降速过快问题),最高、最低速度限制设置,紧急停车机及失误操作等其它不正常操作。通过严密的逻辑关系和软件监测,实现了混捏机操作互锁、运行监控及故障报警功能;特别是对混捏机瞬间过电流的监控,解决了混捏料中因金属硬质物混入导致的搅刀被打断的问题,避免了混捏机的重大故障的发生或故障扩大的问题。
保护系统是设备应具备的基本功能,尤其是重大关键设备,其这方面的要求更加重要。在实际中,根据设备的运行安全的要求、现场复杂性以及对操作人员产生的可能伤害等要求,采取可靠的保护措施和防止手段,是设备控制必须的性能。为此,在混捏机电控系统中,应用PLC实现如下保护措施,完全满足了混捏机实际运行要求。
(1)电枢电流的上限设置。根据混捏机的实际工作要求,对其电机电枢电流的上限设置为两种保护功能:对于较小范围的过流(如负载扰动引起的过流),设置电枢电流达到设定的电流值360A(相对于混捏量为16T/h而言。由于混捏料量多少不同,其电机电枢电流相应的也不等,应根据实际混捏料量确定;如混捏量为17.2T/h,其工作电流上限设为380A较为适合),允许过流时间设定为45秒(可在10~300秒内选择),超过设定时间,电枢电流仍然处于过载范围,则PLC给混捏机调速装置发出故障信号,系统立即封锁主整流可控硅触发脉冲,使电枢主电路输出中断,并启动报警器工作;第二种保护设置是防止混捏机突发故障,引起主电机电枢电流超过一定值(如410A对应的混捏量为16T/h;若混捏量为17.2T/h,则动作电流值设为435A才能满足实际要求)的特殊情况,则设置立即启动保护功能(由于PLC扫描周期为100ms,故系统实际会延时100ms后才动作)。在实际中,导致这种大电流出现的原因一般有以下几种情况;如电机电枢绕组绝缘损坏、可控硅击穿、闭环控制系统出现大的振荡、电机集电器或炭刷等处短路、混捏机传动机构工作异常、混捏筒体内有螺栓或金属硬质物混入等异常故障,引起混捏机瞬间大电流出现。由于这类突发故障会造成混捏机整体机构严重的破坏和损害,故其控制系统要有灵敏的、高可靠的保护措施。例如2005年6月1#混捏机发生的11付动、静搅刀被混入混捏料中的螺栓打断的故障,造成数百万元的经济损失。另外又必须避开混捏机正常实际生产中小负载波动的情况。
(2)自动爬行速度和最高速度的设置。混捏机属重负载设备,其启动后必须设置自动爬行速度功能。即混捏机启动后,其调速系统自动进入速度从零加速到一定的转速运行状态。另外对于减速操作,换设置了当进行减速操作时,电机速度下降到爬行速度时,会自动停止速度递减,保持最低速度运行,直到停止按钮按下后系统才会停车,这种设置是为了防止混捏机工作在堵转大电流异常状态。
最高转速限制。混捏机在进行升速操作过程中,有时因操作失误、或其它原因,会使调速系统给定无限增大,导致电机转子实际转速超过电机的额定值。为防止这种异常情况发生而设置的一种控制功能,当升速操作使电机转速达到额定值98%时,升速操作则失效。
(3)超速保护。混捏机拖动电机转子额定转速为1500r/min。而直流电机实际运行中,由于各种原因(如负载突然降低、弱励磁、失磁等异常)其转速有时会超过额定转速,在设备安全要求下,必须采取一定的措施。为此混捏机主电机设置有超速保护功能,当实际转子转速超过额定值的105%时,PLC采样到的实际转速信号与设定值比较,监测超速后立即向调速装置发出超速保护信号,系统立即封锁可控硅触发脉冲,使其输出(输出电压和电流)降为零,PLC同时启动报警系统工作。另外,混捏机还设置了第二级机械式超速保护措施,其转速离心保护器与主电机转子轴相连,当其转速达到1500r/min时,离心开关动作,断开系统主电源,实现超速保护功能。
(4)励磁欠磁保护。直流电机励磁工作电流一般不允许低于规定的值。较低和波动较大的励磁电流会引起电机失速,甚至飞车现象,故须采取可靠的欠磁保护装置。混捏机直流主电机励磁额定电流为7.8A,低于5.6A属弱磁(欠磁)运行状态。虽然主调速系统采用了欠磁继电器(其释放电流在40%—90%范围内可调)保护。当励磁电流低于设定值时,其欠磁继电器会释放,断开系统控制电源,达到欠磁保护目的。但欠磁继电器灵敏度低,误差大。为此在PLC控制设计中,应用可编程控制器的软件程序,实现励磁电流的检测、比较、异常报警等监控功能,提高了欠磁保护的准确性和灵敏度。
(5)热交换器控制及保护设置。中、大容量直流电动机均设有独立的自冷却系统,是一种封闭的、自循环冷却装置,采用PLC实现启、停及运行状态监控,使冷却装置工作更加安全、可靠。当PLC检测到机构工作状态异常(如冷却水断流、过滤网堵塞或循环风机停机等异常)时,立即向操作室工作人员发出声光报警,工作人员可及时采取必要的处理措施,报警状态持续180秒后(故障还未排除),则PLC自动使混捏机降速至停机。
3.2 辅助设备的控制设计
连续混捏机的辅助设备减速机冷却油给定、各润滑点的周期性喷油以及液压系统等控制均采用PLC控制和实现,解决了原系统因采用时间继电器、延时器等控制器实现的控制中存在的多故障、保护不完善,润滑不到位、工作不稳定的问题,增加了润滑系统工作的可靠性和保护系统的安全性,也是其电路简单,便于参数调整和维修。
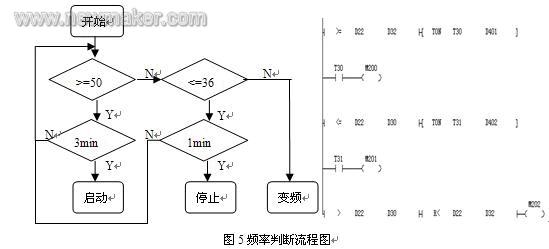
(1)润滑装置的监控设置。混捏机润滑装置、减速机冷却机构的可靠工作,对于混捏机正常运行至关重要,每一处的润滑异常都会引起混捏机的机械装置重大损坏,甚至导致重大事故发生。因此其各个润滑点的喷油时间、间歇时间设定适当,工作可靠、稳定。由于润滑参数的设置与工作环境、设备运行状况等有关,环境温度越高、粉尘浓度越高等环境越恶劣,机械磨损程度越严重,则其润滑周期应越短,喷油量要多些(但过多又会出现设备漏油和润滑油浪费问题)。其润滑时序如图7所示。
图7 混捏机各润滑点喷油时序图
注:1.tn-1为喷油时间tn-2为间歇时间;
由于润滑装置的给油量一定,同时只允许最多两个喷油嘴供油。
混捏机主轴上设有5个润滑点,其采用间歇、周期性、自动喷油方式润滑。在混捏机运行中,润滑机构工作异常(如每一喷油量不足,或间隔时间设定不合理),会使润滑点润滑不良,引起局部过热现象,PLC检测到该处温度超过设定值时(一般设定为55℃),则发出故障报警,故障持续6分钟后,PLC会自动降速并停机。
(2)冷却装置的监控设置。混捏机减速机冷却装置也是重点监控的重点之一,由于混捏机的工作制是连续长期运行方式(每个生产周期均达到50多天),其减速机承担着两种运行方式(大轴自转和前后移动)的减速和转换工作,且负载非常重,其发热量十分大,故要求冷却装置的工作必须可靠、运行良好,监控及时、准确。为此在应用PLC实现其控制中,对6个冷却点的油路流量、压力进行测量,监测有断流(断流时间不允许超过180秒)、或供油不足,则发出报警。由于冷却系统工作不正常会引起机械部件局部高温,导致齿轮、轴承等部件退火,加速机械磨损等现象。故其供油装置的油泵运行、各管路内油流量、减速机温度(6处)均要求设置监控点。
4、结束语
根据三个生产周期的(6个月)运行,并对混捏效果、电机参数、工艺条件等指标长期测量和监控,以及对阳极混捏料质量测定、比较,其结果证明改造效果良好。每个生产周期内混捏机的电控系统故障平均降到1.2%(改造前每个生产周期平均为11.6~19.2%);其次,应用PLC实现了混捏机可靠调速操作和的多级保护功能,电机主电流两级保护的设置,解决了混捏料中因混入的金属物,而使多组搅刀被打断的重大设备事故的发生;此外,PLC的应用,提高了润滑、冷却等辅助装置的工作可靠性,改进了原控制系统的缺点和多故障问题。该厂连续混捏机控制系统应用PLC完成改造后,取得了显著的效益。达到了高质量、低成本、稳定可靠的设备运行目的

















 工商网监
工商网监
评论