 德赢Vwin官网 App
德赢Vwin官网 App

成组夹具技术在小批量铣加工生产中的应用 |
|
成组夹具是指针对一组(或几组)相似零件的一个(或几个)工序而 设计制造的夹具。成组夹具的应用可以扩大机床的使用范围,提高生产效率和零件的加工质量,也能够降低工人的劳动强度,缩短生产准备周期,提高劳动生产率。 针对我所的零件加工特点,有部分的结构零件较为适合应用成组技术设计夹具,现举几例。希望通过总结成组夹具的设计经验,在这方面做出一些探讨,与同行们互相切磋、交流。 1. 梁结构零件的工装设计 我所某小批量 产品上有一组两个梁结构零件(见图1) ,为连接产品内核及外围组合的关键零件。因涉及安装对接尺寸,精度要求较高。其外形包括斜角及多处带角度凸台(角度一致),以及在此角度方向和两侧方向的螺纹联接孔,导致铣加工工序繁琐,而且各工步之间缺乏统一的定位基准,铣加工的劳动强度很大,难度较高。其特点为两个零件外形成镜像尺寸对称,但三处安装孔孔距尺寸不同,这为成组夹具的应用创造了条件。 
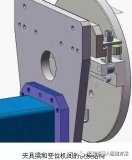
图1 梁结构示意图 针对梁结构零件结构尺寸特点,设计了一套成组工装,主要包括以下几个零件(见图2)。此工装的工作原理如下: 
图2 梁零件铣削加工工装示意图 1,底块 2,定位销钉 3,基座(可换) 4,梁零件 5,基座心轴 6,压紧螺钉 7,装夹心轴 底块为工装的基准,要求各面的垂直度小于0.02 mm, 以保证各面翻转加工时定位精度不受影响;其斜角的尺寸与梁零件一致,公差取梁零件斜角尺寸公差精度的2倍,考虑定位误差,能够保证加工角度尺寸符合要求。 
图3 小块薄片零件示意图 加工此类零件的工装如下,见图4。 
图4 铣小块薄片零件工装示意图 1,底座(可换) 2,顶头 3,盖板 4,紧固螺钉 5,滑块 3.插针零件的工装设计 
图5 插针零件示意图 所设计的工装,见图6。 
图6 插针零件工装示意图 1,下基座 2,下压块(可换) 3,上压块(可换) 4,上基座 5,压紧螺钉 6,压条 7,锁轴 工装使用时,根据不同插针零件尺寸选用不同上下压块,上压块以插针零件0.7mm圆台为定位基准,钻铰配合孔,保证与外形尺寸对称,反面钻沉孔通至孔0.7mm,便于取下零件。上下压块均设计与零件宽度尺寸2.1mm相容的凹台,基本限定坯料外形。随后放入上下底座之间,以螺钉压紧,加工0.7mm窄台。加工完成后,稍松螺钉(不需卸下),下基座在重力作用下松开,即可取出压块,卸下零件。 |












 工商网监
工商网监
评论