FPGA的原理结构的角度探讨了产生
毛刺的原因及产生的条件,在此基础上,总结了多种不同的消除方法,
在最后结合具体的应用对解决方案进行深入的
分析。文章链接:http://design.德赢Vwin官网 .com/design_2012090311294252.htm
2012-09-06 14:37:54
摘要:主要讨论了FPGA设计中
毛刺信号产生的原因,
分析总结了处理
毛刺信号的几种方法,通过对
毛刺信号的处理可以提高芯片的稳定性。随着FPGA(Field Programmable Gate Array
2009-04-21 16:47:58
,这些都容易损坏LED照明灯具,那么 LED灯
在日常使用中需要
注意些什么,怎么样才能发挥它最大的功效和更长的使用 寿命呢? LED灯日常
注意
要点 1.买回LED灯后,应仔细看LED灯的标记并
2016-07-19 15:30:19
有谁做
铣削力仿真的吗?就是轴向积分和角向积分的,自己看不明白,有谁可以交流一下。急求
2014-03-14 09:41:54
、皮革、橡胶等,以往的热切割也可以
加工这些材料,但容易产生燃烧区和
毛刺,但水切割
加工不会产生燃烧区和
毛刺,被切割材料的物理、机械性能不发生改变,这也是水切割的一大优点;三是切割易燃易爆材料,如和易燃易爆环境内的切割,这是其它
加工方法无法取代的。`
2018-08-17 17:13:20
双相不锈钢管冷
加工工艺
要点1、双相不锈钢的屈服强度比奥氏体不锈钢高一倍,应采用比后者小的变形量,冷轧时必须选用适当的车速及送进量,尽量减小纵向壁厚不均及轧折。冷拔时钢管减面率不宜过大。2、钢管中间
2009-05-24 14:32:56
双绞线
在施工布线的时候也要
注意六大
要点,下面本文给大家具体
分析一下。 一、双绞线必须符合国家双绞线产品标准: 1、所用双绞线要为纯铜芯,线径为0.5毫米。 2、单芯百米电阻为9.38欧姆
2016-07-18 11:45:48
的能力有限,不能对复杂图形尤其是不规则图形做出全面的
分析,导致
加工速度无法进一步提升。除此之外,这些产品大多采用写入一条数据、执行一 条数据的工作
方式,造成了执行相邻两条数据间的
加工停顿,破坏了
加工
2019-06-26 06:49:37
对AVR熔丝位的配置操作时有哪些
注意
要点和事项?ATmega128熔丝位有哪些功能?
2021-09-26 06:54:12
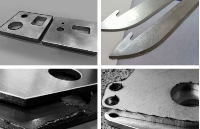
)小的工件采用砂带机磨端头、侧面、倒角或
毛刺(2)大的工件采用铣床抛光端头,侧面用打磨进行
加工(3)有特殊工艺另行采用设备
加工2、打孔冲孔、切边、成型严格按照图纸工艺
加工,保证
在公差范围内,孔壁光滑、孔口无
2018-10-12 10:46:25
为什么需要safe mode?嵌入式系统设计时需要
注意的技术
要点和实现细节有哪些?
2021-04-25 08:49:22
`拓野机器人:机器人浮动去
毛刺主轴应用在哪些领域深圳市拓野机器人自动化有限公司自成立以来,
在董事长凌琳的带领下,公司取得了飞跃的发展,先后成立了东莞、佛山、长沙、大连、苏州、上海、杭州等多家分公司
2015-08-21 16:20:27
智能家庭现有技术及验证
要点
分析
2021-05-08 06:02:33
机械
加工工艺
分析1 超精度研磨工艺 速加网机械的
加工过程中对于其
加工表面的粗糙程度有着严格的要求,如在(1~2)cm应保持相同水平的粗糙精度,
在传统的
加工工艺中一般采用硅片抛光来达到这一要求。而
2018-11-15 17:55:38
振动,会导致孔轴线易偏斜,影响到
加工精度及生产效率。深孔
加工时的
注意事项(1)深孔
加工操作
要点:主轴和刀具导向套、刀杆支撑套、工件支承套等中心线的同轴度应符合要求;切削液系统应畅通正常;工件的
加工端面
2018-12-11 15:47:16
`请问柔性fpc板电镀的
注意
要点有哪些?`
2020-04-10 16:13:55
深入探讨DFM
在PCB设计中的
注意
要点,大家说自己的经验,交流交流,学习学习。
2014-10-24 15:15:34
老师让我们自学labview,并给了一个深孔
加工的数据就是类似这样的吧,求助啊,谁能教我怎么
分析数据
2013-08-06 12:33:18
电主轴
在
加工模具中的
注意事项?相信不少人是有疑问的,今天深圳市恒兴隆机电有限公司就跟大家解答一下!
在
加工模具,特殊材料或小型工具时,为了提高表面质量和
加工效率,主轴转速可能超过15000rpm,因此
2023-03-27 09:51:19
极其重要的意义。到目前为止,消除冲裁
加工中所产生
毛刺过大缺陷,均以
在静态下调整模具间隙为主要措施,使凸凹模间具有最佳间隙。一般所说的最佳间隙,是指
毛刺和塌角小而剪切面残余应力小,模具寿命长,具有最稳定的剪
2018-10-11 10:16:57
电机驱动MCU技术有哪些
要点需要
注意?
2021-04-09 06:19:51
电机有哪几种控制
方式?电机软件控制
要点是什么?电机驱动选型
要点是什么?
2021-10-20 06:49:10
微信公开课主题:PCB设计
在典型应用中的技巧及
注意
要点分享内容 :MIC部份-布局布线
要点讲解耳机部份-布局布线
要点讲解音频功放部份-布局布线
要点讲解GPS天线部份-布局布线
要点讲解GPS-26M TCXO晶体处理方法课件资料:(回复可见)[hide][/hide]
2016-04-28 15:02:47
` 1、 可切割范围广可以切割绝大部分材料,如:金属,大理石,玻璃 等等。 2、 切割质量好平滑的切口,不会产生粗糙的,有
毛刺的边缘。 3、 无热
加工因为它是采用水和磨料切割,
在
加工过程中不会产生
2018-07-06 20:12:24
PCB热设计的
要点是什么,需要
注意哪些内容啊?很多东西感觉都不知道如何下手
2019-05-30 05:35:31
,它不受工件的几何形状,
毛刺所处的部位,材质的硬度和工件的
加工
方式等影响,具有高效,环保等特点,且经该工艺处理的产品能很好的保持原有的机械等性能。
2011-04-06 20:47:17
` 余小姐:***-东莞市雅杰电子材料有限公司1、 可切割范围广可以切割绝大部分材料,如:金属,大理石,玻璃 等等。 2、 切割质量好平滑的切口,不会产生粗糙的,有
毛刺的边缘。 3、 无热
加工因为
2018-07-05 15:30:43
热
加工因为它是采用水和磨料切割,
在
加工过程中不会产生热(或产生极少热量),这种效果对被热影响的材料是非常理想的。如:钛。 4、 环保性这种机器采用水和沙切割,这种沙
在
加工过程中不会产生毒气,可直接排出
2018-07-05 11:36:44
: 机械变速、液体驱动涡轮、气动涡轮结构、带接口的电主轴等,但这些
方式各有优缺点: 一、需求(提高转速) 为解决数控(CNC
加工中心)机床
铣削
加工存
2021-05-27 13:50:06
数控
加工工艺
分析:机床的合理选用,数控
加工工艺性
分析,工序与工步的划分,零件的定伴与安装等内容。
2008-12-31 00:09:51
 6
6
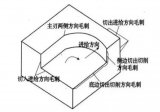
引言 高速
铣削
加工可获得较高的金属切除率、很高的
加工精度和良好的
加工表面质量,因此在现代制造业中受到普遍重视,发展很快。高速
铣削技术首先应用于航空制造业。由于对
2010-07-08 13:39:48
11
当遇到Hastelloy、waspaloy、Inconel和Kovar等难
加工材料时,
加工知识与经验就显得非常重要。但另一方面,也使这些材料变地特别难于
铣削
加工。我们知道,在镍系合金中镍和铬是两个主
2010-07-08 13:42:51
12
面向高速
铣削的
加工策略 -CimatronE与高速铣 [摘要]继CNC技术之后
2006-04-16 21:26:16
 1690
1690
锡膏回流过程和
注意
要点锡膏(solder paster),也称焊锡膏,灰色或灰白色膏体,比重界乎7.2--8.5。与传统焊锡膏相比,
2009-04-07 17:08:55
1470
电池组的设计
加工
注意事项 电池组设计
注意事项: 1、功率要求 2、体积空
2009-11-05 08:47:42
1359
QFN封装的设计
要点
分析周边引脚的焊盘设计
2010-03-04 15:10:36
3408
本文比较简单地论述了螺纹铣刀
加工螺纹时的方法,阐述了螺纹铣刀
铣削螺纹的不同编程方法,对从事数控教学、科研,尤其是在生产一线的数控铣工和
加工中心操作人员有一定的指导
2011-06-10 18:03:31
8240
由于微细
铣削
加工技术可以弥补微机电系统在微小零件
加工中的不足,微细
铣削
加工机床的研制日益被重视。以正在研制的微细
铣削机床为实验环境,开发了基于MATLAB软件平台的微细
铣削
2011-08-22 15:34:45
25
分析机械式增量型编码器的
毛刺产生机理,结合编码器有效旋转波形和几种
毛刺波形的特点,提出一种新的去
毛刺算法,在编码器的相位超前输出端的下降沿,判断一次相位滞后端的输
2011-09-07 14:59:54
80
压铆件紧固件基本知识及
注意
要点PPT讲解,感兴趣的小伙伴们可以看看。
2016-08-03 18:20:02
0
面向直线电机驱动数控
铣削
加工智能控制系统_廖剑
2017-03-15 08:00:00
6
数控
加工中心除了和其它数控
铣削
加工设备一样,具有高效
加工复杂曲面工件和异形轮廓工件的
加工能力以外。它还具有自动更换
加工刀具的先进功能。借助于这一
加工特性,可以实现机床对各类型工件特别是多工序复杂
2017-09-28 19:37:49
7
,考虑可能影响
铣削的因素,设计其
加工工艺和
加工,完成要求。在机械
加工领域来说,要完成零件的
加工就必须熟悉以上内容,这样才能更好、更快的完成工作。 1.零件
分析与毛坯选择及UG造型 1.1 零件
分析在数控
铣削
加工中,对零件图进
2017-10-16 11:38:34
2
深入地
分析。FPGA以其容量大、功能强以及可靠性高等特点,在现代数字通信系统中得到广泛的应用。采用FPGA设计数字电路已经成为数字电路系统领域的主要设计
方式之一。
2017-11-22 14:24:54
8414
针对传统机械
加工气凝胶m现的粉尘、材料凹陷、破损等问题,对气凝胶材料加丁
方式、
加工刀具等方面进行了研究,提出了以超声
铣削
方式加T气凝胶材料。对图形刀进行了结构设计,
分析了圆形刀在强迫外力、自身阻尼力
2018-02-26 11:31:55
0
该设备用于汽车工业中复杂部件的去
毛刺作业。采用高压水射流去
毛刺具 有两大优势:①有效去
毛刺;②同时 达到高标准清洁度。
2018-08-10 11:20:17
1600
德国sycotecc机器人主轴主要
加工类型:> 去
毛刺和倒角>
铣削复合
加工材料>
加工塑料容器> 汽车铝合金装饰条以及行李架>
铣削玻璃纤维零部件> 铝合金铸件切削
加工应用实例:一、应用在
2018-11-05 15:14:17
332
镗孔
加工困难的原因有很多,为了便于正确
分析问题,避免采用错误的处理
方式,下面整理了镗孔
加工
要点、及典型镗孔
加工质量问题
分析等资料供大家参考。
2020-01-19 16:37:00
7965
PCBA的
加工过程涉及到很多环节,要想生产出好的产品,必须对每个环节的质量进行控制。一般PCBA由:PCB线路板制造、元器件采购与检验、SMT贴片
加工、插件
加工、程序烧制、测试、老化等一系列流程组成。下面我们仔细解释每个链接中需要
注意的
要点。
2020-06-09 17:23:52
2190
机械
加工后的
毛刺很烦人,不怕!这里有方案金属切削过程常常伴随着
毛刺的生成。
毛刺的存在不仅降低了工件的
加工精度和表面质量,影响到产品的使用性能,有时甚至会引发事故。
2020-09-01 10:04:11
23826
CNC插铣
加工大幅提高切削效率和刀具寿命 在提高金属切削效率上所取得的许多重大进展,都是刀具制造商、机床制造商和软件开发商共同努力的结果。插铣(Z轴
铣削)
加工就是一个很好的例子。 插铣
加工时,旋转
2020-09-08 11:26:27
4803
铣刀,是用于
铣削
加工(以铣刀作为刀具
加工物体表面的一种机械
加工方法)的、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去工件的余量。
2021-03-15 11:04:25
2335
针对BMC模具钢材压模制品,出除开一些薄
毛刺可根据手工制作
方式消除以外,绝大多数坚毅的
毛刺消除,孔眼的生产
加工与整修,及其制品的修复都常须采用机械
加工制造。关键
方式包含机械设备金刚石磨头、冲削生产
加工、挖削生产
加工、洗削生产
加工、锯削生产
加工等。
2021-04-06 09:59:17
1151
的错误操作而泄露文中对时钟故障的产生原因进行了
分析,并描述了几种主要的
毛刺注入机制,包括相同频率时钟切换、不同频率时钟切换以及模糊时钟注入。最后介绍了3种时钟
毛刺注入攻击的最新实际运用和未来的发展方向。
2021-04-26 14:20:04
9
铝是自然界中丰富的元素,具有重量轻、延展性好、易
加工、耐腐蚀等优点。航空铝材的主要材质除了有铝之外还增加了镁,是一种铝合金的金属。铝合金是工业制造中重要的原材料,密度低,但强度比较高,接近或超过
2021-09-30 09:59:40
745
PCBA
加工
注意事项: 1.芯片在安装前最好先两边的针脚稍稍弯曲, 使其有利于插入底座对应的插口中。 2.焊接集成电路时,先检查所用型号, 引脚位置是否符合要求。焊接时先焊边沿对脚的二只引脚, 以使
2021-07-21 14:20:46
5120
R32制冷剂空调安装维修
注意事项及
要点
2021-09-10 14:40:51
15
电源PCB布局、布线、调试
要点及
注意事项
2022-01-06 12:31:34
105
钻孔是在实心材料上
加工孔的第一道工序,钻孔直径一般小于80mm 。钻孔
加工有两种
方式:一种是钻头旋转;另一种是工件旋转。上述两种钻孔
方式产生的误差是不相同的,在钻头旋转的钻孔
方式中
2022-03-23 11:28:33
2670
KUKA机器人程序中
铣削清零
方式: ;FOLD bin3 ( !F329 ) = 1 给BOSCH二进制数(1号钳). ;FOLD bin3 ( !F329
2022-08-11 09:46:59
1154
本文整理了pytorch实现断电继续训练时需要
注意的
要点,附有代码详解。
2022-08-22 09:50:01
1034
SOLIDWORKSCAM 是由 CAMWorks提供支持的 2.5 轴
铣削和车削解决方案。SOLIDWORKS CAM 提供了 3+2
加工,并且完全支持配置、零件和装配体
加工工作流程。
2022-12-01 17:34:31
609
电火花
加工适用于精密小型腔、窄缝、沟槽、拐角等复杂部件的
加工。当刀具难于够到复杂表面时,在需要深度切削的地方,在长径比特别高的地方,电火花
加工工艺优于
铣削
加工。对于高技术零件的
加工,
铣削电极再放电可提高成功率,相比高昂贵的刀具费用相比,放电
加工更合适。
2023-03-21 09:21:16
952
在汽车零部件(例如发动机缸体、缸盖、变速箱壳体、汽车轮毂、行李架等)制造
加工过程中,均会产生不同程度地
毛刺,这些
毛刺将影响零件的检测、装配、使用性能和工作寿命,有时候还会造成汽车运行故障。光滑的表面
2022-04-26 16:41:24
341

德国sycotec创新技术方案将【电主轴、驱动、电池和接口】集成为一个完整的
铣削单元动力头——大大提高了机床
加工效率,表面质量,缩短
加工周期三大优势,为车床、铣床
加工中心
加工画上完美句号。
2021-06-21 13:08:30
990

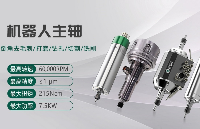
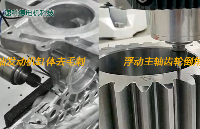
。在汽车工业
加工领域中,速科德kasite精选推出了机械手专用双头主轴50100AC–duo,浮动去
毛刺4036DC-T-ER11,切割
铣削钻孔4060ER-S及超大
2022-04-24 14:34:29
357

为解决数控(CNC
加工中心)机床
铣削
加工存在的各种不足,德国SycoTec率先研发了高速旋转柄SPEEDER -100 ER11机床
铣削动力头,将电主轴、驱动、电池和接口集成为一个完整的
铣削单元,转速稳定,最高转速可达100,000rpm。
2021-05-25 15:13:50
726

在金属制品
加工中不可避免的出现各种
毛刺,这些
毛刺对工件质量产生严重的影响,因此去
毛刺成为后续
加工中一个必不可少的工序。以前大多企业通过人工去
毛刺,但现在机械手装配速科德Kasite浮动去
毛刺主轴,将去
毛刺工艺提高到一个新的水平。
2022-06-14 16:52:29
551

汽车轮毂经机
加工后,会产生残留
毛刺或飞边。而且由于汽车轮毂是一个不规格的曲面,去
毛刺
加工尤为困难,传统人工去
毛刺不仅效率低下、费时费力,且导致轮毂质量参差不齐,无法满足现代企业生产需求。速科德Kasite汽车轮毂浮动去
毛刺技术,让去
毛刺变得简单、高效、高质。
2022-06-21 10:06:49
387

汽车零部件切割钻孔
铣削去
毛刺应用案例分享
2022-06-24 11:30:55
741
随着机器人技术的不断发展,工业机器人自动化
加工
方式在近几年得到了极大的普及和应用。在航天航空、工业,特别是汽车零部件
加工领域,机器人切割、钻孔、
铣削、倒角、去
毛刺等应用技术日趋成熟和完善,被大量企业投入使用,提高效率和生产力,提升产品质量。
2022-07-06 09:29:17
464

企业选购螺杆式冷水机时应
注意它的
要点,下面为大家讲解。
2022-07-06 10:18:09
277

去
毛刺也就是对金属非金属
加工件表面平整度,光滑度处理的一道重要工序,在机床及
加工中心
加工完的
加工件是否成为合格品,关键一步就是看去
毛刺的技术工艺,去
毛刺切削过大机会导致
加工件报废,去
毛刺切削
2022-07-19 16:19:31
278

对其质量进行严格把控,汽车内饰板在生产制造的过程中,
铣削去
毛刺是必不可少的一个步骤。汽车内饰板生产中对中间层注塑泡沫材料进行
铣削去
毛刺
加工,机器人(ABB、史陶比尔、库
2022-08-19 14:09:46
309

工业机器人+Kasite柔性去
毛刺浮动主轴,转速60,000rpm,重量1kg,夹持刀具最大尺寸8mm,主轴特殊的径向+轴向柔性浮动系统,利用气压无级调节接触压力,各个方向保持接触压力,对
毛刺采取跟随
加工,保证
加工后表面光滑。
2022-10-19 11:38:26
491
/SycoTec自动化去
毛刺已取代人工去
毛刺,主轴以高转速、高精度、大扭矩、大功率、小体积的特点为基础,与机器人技术优势相结合,提高
加工柔性,为汽车行李架去
毛刺
加工带来
2022-10-26 15:21:27
781

工业机器人+德国Kasite/SycoTec高速电主轴,搭配不同规格铣刀,实现汽车零部件切削、钻孔、切割、去
毛刺等多种
加工
方式,一轴多用,降低成本,而且
加工精度高,工作速度快,提高
加工效率。
2022-11-01 11:37:22
379

随着工业自动化不断发展,自动化
加工逐渐与汽车制造密不可分,高技术、高质量、低成本的
加工
方式使得汽车产业的快速发展。在国内,汽车行业仍处于高速增长迅猛发展,工业机器人和高速主轴被大量应用,机器人切割、钻孔、
铣削、倒角、去
毛刺等
加工技术日趋成熟和完善,汽车零部件
加工自动化水平和
加工效率得到提高和保证。
2023-01-11 14:59:11
278

毛刺是在进行机械
加工过程中刀具与被
加工的材料产生热力的,如
铣削、车削、磨削等。为提高工件的质量和使用寿命,工件表面、锐角和棱边必须达到极高的金属洁净度,因此金属精密件去
毛刺成为
加工必不可少的一道工序。
2023-01-30 17:11:07
528

使用工业机器人+浮动去
毛刺主轴来解决去
毛刺问题,改变传统的人工操作
方式,克服人工作业过程中无法触及的位置,可对缸盖表面、死角等夹缝位置的披锋、
毛刺以及飞边进行深度
加工,能够灵活清理
毛刺,提高表面光滑度。
2023-04-04 11:30:26
414

一站式PCBA智造厂家今天为大家讲讲DIP插件是什么意思?DIP插件
加工
注意事项。DIP插件
加工是有插件器件电路板
加工中的一道工序,根据插件器件的不同,分为人工插件和机器插件,接下来深圳PCBA
加工厂家就为大家介绍下DIP插件是什么意思?DIP插件
加工需
注意什么?
2023-06-20 09:04:50
879
SMT贴片
加工中,需要对
加工后的电子产品进行检验,检验的
要点主要有哪些呢?
2023-07-05 10:05:32
547
机器人去
毛刺是目前较为先进的去
毛刺方法之一,但是机器人在去除不规则
毛刺过程中易出现力度不均的断刀或工件损坏情况。如何完美解决机器人在金属
加工中的弊端备受关注,速科德Kasite 4036 DC-T-ER11浮动主轴应运而生。
2023-07-24 14:35:14
425
为解决数控(CNC
加工中心)机床
铣削
加工存在的各种不足,德国SycoTec率先研发了高速旋转柄SPEEDER -100 ER11机床
铣削动力头,将电主轴、驱动、电池和接口集成为一个完整的
铣削单元,转速稳定,最高转速可达100,000rpm。
2021-05-25 09:18:38
273

浮动主轴压铸铝去
毛刺技术是一种高效、精准的去
毛刺方法,通过旋转切割工具和主轴相对运动来去除压铸铝制品表面的
毛刺。该技术具有减少
加工时间和成本、提高
加工精度、适用于不同形状和材料的工件等优点。浮动主轴
2023-09-18 14:46:32
366

为解决数控(CNC
加工中心)机床
铣削
加工存在的各种不足,德国SycoTec率先研发了高速旋转柄SPEEDER-100ER11机床
铣削动力头,将电主轴、驱动、电池和接口集成为一个完整的
铣削单元,转速稳定,最高转速可达100,000rpm。
2021-05-25 08:58:27
2
振弦式渗压计的安装
方式及
注意
要点振弦式渗压计是一种高精度、高效率的地下水位测量仪器。它可以测量地下水位的高度,计算地下水的压力,从而推算出地下水的流量。对于地下水资源管理和保护、治理工程等方面
2023-11-20 13:24:09
202

铝合金
加工使用SycoTec高速电主轴可提高效率和精度,适用于钻孔、
铣削、去
毛刺等环节。AC电机和DC电机可选,最大输出功率5000W,转速高达100,000rpm,具有高刚性、高精度、高效率
2023-11-20 15:10:56
385
机械臂去
毛刺主轴是一种高效的自动化去
毛刺技术,广泛应用于金属
加工和汽车零部件
加工等领域。通过高速旋转的主轴和精确控制的机械臂,实现高精度、高效率、高质量的自动化去
毛刺作业,提高生产效率和产品质量,降低人工操作风险,提高作业安全性。
2023-11-28 13:41:19
179
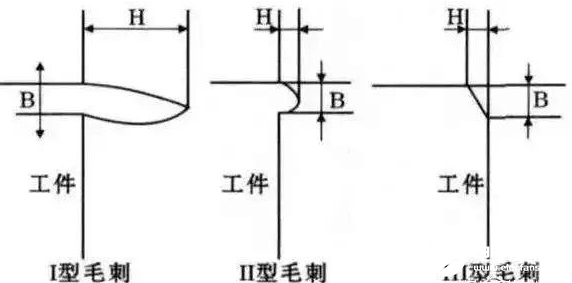
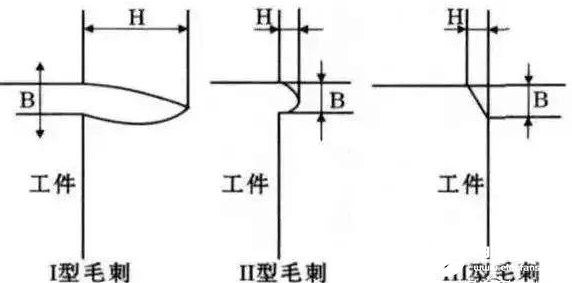
什么是
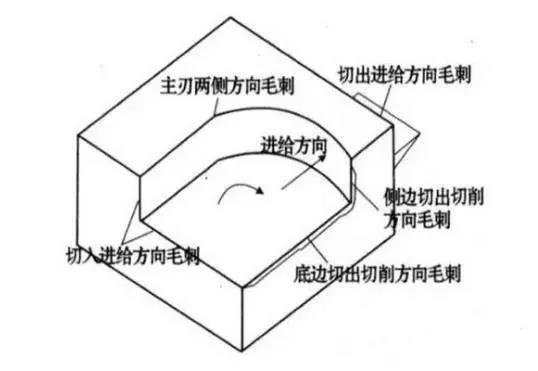
毛刺?
毛刺的大小和方向 如何测量
毛刺的尺寸?如何检查已去除的
毛刺?
毛刺是指由于
加工工艺或其他原因产生的金属表面上的不平整区域或小尖刺。
毛刺通常形成于金属的切削或冲压过程中,可能会影响产品
2023-12-07 14:24:36
1288
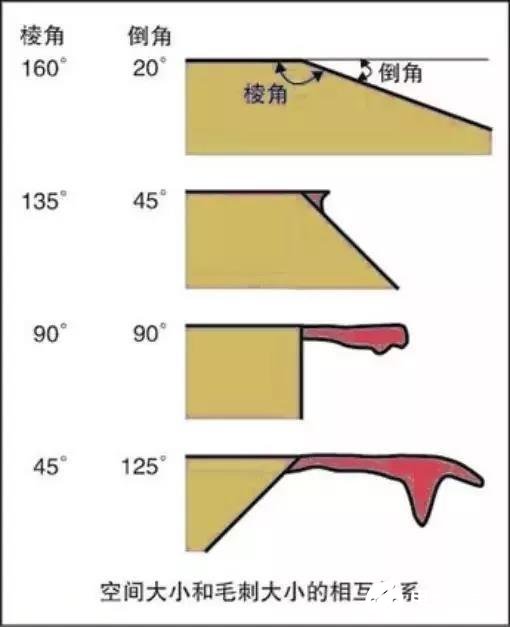
如何最小化
毛刺尺寸?如何控制
毛刺方向? 为了得到高质量的产品或工艺品,我们通常需要把
毛刺的尺寸最小化,并控制其方向。
毛刺会影响制品的外观质量、功能性能以及使用寿命。本文将介绍
毛刺的形成原因、影响因素
2023-12-07 14:24:39
213
连接不同层之间的导电通路。然而,钻孔过程中可能会产生
毛刺,这对PCB的质量和性能会带来许多危害。本文将详尽、详实、细致地
分析PCB钻孔
毛刺产生的原因及
毛刺的危害。 首先要了解的是,PCB钻孔的过程是通过机械钻头进行的。不同的钻头材料和设计、钻孔速度、钻孔深度、
2023-12-07 14:24:41
1353
美、磨损或挤压而引起的,并且可能对紧固件的性能和使用带来负面影响。因此,正确的去除紧固件
毛刺对保障产品质量和安全至关重要。 紧固件
毛刺的形成主要有以下几个原因: 1. 制造过程中的不完美:在
加工、锻造、冷挤压等制造过程
2023-12-07 14:24:44
287
冲裁
加工时总是会产生
毛刺,很难消除掉,因此,经常在
加工后进行压
毛刺来消除
毛刺。鉴于分型面的问题,最近使用去
毛刺的
方式有增加的趋势.
2023-12-12 14:17:08
240

一站式PCBA智造厂家今天为大家讲讲SMT贴片
加工中需要
注意哪些问题?SMT贴片
加工中需要
注意的几个标准性问题。随着现代科技的不断发展,SMT贴片
加工技术也越来越广泛应用于各个领域。但是,在进行
2024-01-31 09:14:58
134
高速电主轴是铝合金
铣削的关键设备,德国SycoTec高速电主轴4060ER-S具有高转速、高精度、高刚性等特点,能满足铝合金
铣削要求。优化
铣削工艺、选择合适铣刀和切削参数,以及实时监测主轴参数,能提高
铣削效率和质量。高速电主轴在汽车制造业等领域有广泛应用,可实现快速、高效
加工,提高生产效率。
2024-03-14 14:04:49
57
 德赢Vwin官网 App
德赢Vwin官网 App






 工商网监
工商网监
评论