 德赢Vwin官网
App
德赢Vwin官网
App


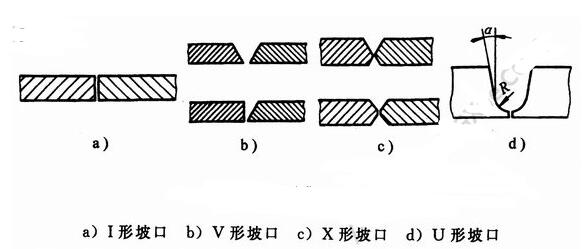
斜Y型坡口实验
一、实验内容
1、实验理论方面
通过斜Y型坡口裂纹实验,解决合金钢中不同的碳当量开裂倾向不同,合金钢中不同的含碳当量开裂倾向不同,钢结构中不同的拘束度、不同的钢板厚度裂纹倾向不同。
2、实验教学方面
焊接斜Y型坡口试样,解剖实验焊缝,检查表面裂纹率、断面裂纹率、根部裂纹率,通过调整预热温度、采用不同的焊条减小裂纹率,提高对合金钢搞焊接性实验的意义。
二、实验目的及要求
1、实验目的
斜Y型坡口实验是检测被焊材料冷裂纹实验的方法,通过实验掌握斜Y型坡口实验的方法和步骤,对实验中出现的各种问题要正确的解决,懂得焊缝在应力集中、拘束状态下以及粗晶区脆化造成焊缝的开裂,掌握预热缓冷可防止冷裂纹。
2、要求
要求同学在实验前了解实验板材的成分和力学性能。焊接中会出现的问题,如何通过调整焊接工艺和工艺参数,解决出现的问题。懂得坡口质量好与坏对实验结果的影响。
三、实验条件及要求
(一)实验设备
1、焊接设备和焊条烘干箱
焊机牌号:BX—315;焊条烘干箱:ZYH—10
2、预热设备
氧气体、减压阀、乙炔体、减压阀、H01—20焊炬一套、1000℃温度计等。
3、解剖设备
无齿剧、线切割机、手工锯。
(二)焊接试板牌号、尺寸
1、焊接试板牌号
45钢或40Cr钢(也可根据实际情况确定);
2、尺寸
200×75×20(mm),经过机械加工保证零件尺寸,按照图示开坡口。板厚
可根据实际情况确定。
(三)焊接材料数据及工艺参数
焊条型号:E6303(根据试板钢号确定);焊条直径:4 mm、焊接电流/I:170±10/ A、电弧电压/U:24±2/v、焊接速度/υ:150±10mm/min。
(四)要求
试板坡口基本准确;焊条表面不得有脱落并经烘干使用;焊接中不得在试板上乱起弧;焊接要带防护面罩、穿绝缘鞋和隔热衣服;焊接试板的学生必须经过培训。
四、实验设计及实施的指导
(一)焊前准备
1、焊接前清理试件表面油污和铁锈。
2、酸性焊条烘干150±10℃保温1小时,碱性焊条烘干300±10℃保温2小时箱断电保温随用随取。
(二)确定焊接参数及工艺
1、焊接参数
焊接速度170/mm/min;电弧电压24V;焊接电流:170A。
2、焊接工艺
如果在焊接拘束焊缝时可采用小一点的电流保证拘束焊缝不出现裂纹,当裂纹不可避免时,可换强度低一级的焊条。焊完拘束焊缝后要保证试板平整,不得有大于2O的角变形,确保实验焊缝根部间隙2mm。
(三)焊接
焊接拘束焊缝
将试板放置在工作台上装配,通过点固焊、矫正使试板呈5O~7O左右的反变形量,焊接拘束焊缝应正反面进行焊接可从实验焊缝上部引弧进入实验焊缝进行焊接,也可从实验焊缝中直接进行焊接。实验焊缝只焊一道,运条要均匀、电弧要保证平稳、焊条不做横向摆动,焊条与工件夹角75о,收弧处不得有弧坑裂纹。焊好后的试板放置24h后进行解剖。
(四)试样制备
1、检查表面裂纹率
切割试样前首先清理试板表面的焊渣,检查表面裂纹率。
2、切割试样
试样尺寸16mm×12mm×12mm。为保证焊接熔合区组织的可靠性,切割试样可采用无齿锯、线切割和氧乙炔熔割方法。每块试板切割不少于五块试样。
3、试样修整
对切割下的试样首先清理毛刺,并检查根部裂纹率和断面裂纹率。将检查的结果记录,填入公式进行计算。
五、思考问题
1、铁研实验主要测试什么类型和部位的裂纹?
2、铁研实验测试裂纹的原理?
3、实验中要注意什么问题?
4、铁研实验存在的问题?
六、实验成绩评定办法
按照焊接试样准确、制备试样熟练、检测的熟练、实验结果准确、实验报告描述清楚,以及出勤、实验态度、团结协作、按时完成实验报告评定成绩。
一、实验内容
1、实验理论方面
通过斜Y型坡口裂纹实验,解决合金钢中不同的碳当量开裂倾向不同,合金钢中不同的含碳当量开裂倾向不同,钢结构中不同的拘束度、不同的钢板厚度裂纹倾向不同。
2、实验教学方面
焊接斜Y型坡口试样,解剖实验焊缝,检查表面裂纹率、断面裂纹率、根部裂纹率,通过调整预热温度、采用不同的焊条减小裂纹率,提高对合金钢搞焊接性实验的意义。
二、实验目的及要求
1、实验目的
斜Y型坡口实验是检测被焊材料冷裂纹实验的方法,通过实验掌握斜Y型坡口实验的方法和步骤,对实验中出现的各种问题要正确的解决,懂得焊缝在应力集中、拘束状态下以及粗晶区脆化造成焊缝的开裂,掌握预热缓冷可防止冷裂纹。
2、要求
要求同学在实验前了解实验板材的成分和力学性能。焊接中会出现的问题,如何通过调整焊接工艺和工艺参数,解决出现的问题。懂得坡口质量好与坏对实验结果的影响。
三、实验条件及要求
(一)实验设备
1、焊接设备和焊条烘干箱
焊机牌号:BX—315;焊条烘干箱:ZYH—10
2、预热设备
氧气体、减压阀、乙炔体、减压阀、H01—20焊炬一套、1000℃温度计等。
3、解剖设备
无齿剧、线切割机、手工锯。
(二)焊接试板牌号、尺寸
1、焊接试板牌号
45钢或40Cr钢(也可根据实际情况确定);
2、尺寸
200×75×20(mm),经过机械加工保证零件尺寸,按照图示开坡口。板厚
可根据实际情况确定。
(三)焊接材料数据及工艺参数
焊条型号:E6303(根据试板钢号确定);焊条直径:4 mm、焊接电流/I:170±10/ A、电弧电压/U:24±2/v、焊接速度/υ:150±10mm/min。
(四)要求
试板坡口基本准确;焊条表面不得有脱落并经烘干使用;焊接中不得在试板上乱起弧;焊接要带防护面罩、穿绝缘鞋和隔热衣服;焊接试板的学生必须经过培训。
四、实验设计及实施的指导
(一)焊前准备
1、焊接前清理试件表面油污和铁锈。
2、酸性焊条烘干150±10℃保温1小时,碱性焊条烘干300±10℃保温2小时箱断电保温随用随取。
(二)确定焊接参数及工艺
1、焊接参数
焊接速度170/mm/min;电弧电压24V;焊接电流:170A。
2、焊接工艺
如果在焊接拘束焊缝时可采用小一点的电流保证拘束焊缝不出现裂纹,当裂纹不可避免时,可换强度低一级的焊条。焊完拘束焊缝后要保证试板平整,不得有大于2O的角变形,确保实验焊缝根部间隙2mm。
(三)焊接
焊接拘束焊缝
将试板放置在工作台上装配,通过点固焊、矫正使试板呈5O~7O左右的反变形量,焊接拘束焊缝应正反面进行焊接可从实验焊缝上部引弧进入实验焊缝进行焊接,也可从实验焊缝中直接进行焊接。实验焊缝只焊一道,运条要均匀、电弧要保证平稳、焊条不做横向摆动,焊条与工件夹角75о,收弧处不得有弧坑裂纹。焊好后的试板放置24h后进行解剖。
(四)试样制备
1、检查表面裂纹率
切割试样前首先清理试板表面的焊渣,检查表面裂纹率。
2、切割试样
试样尺寸16mm×12mm×12mm。为保证焊接熔合区组织的可靠性,切割试样可采用无齿锯、线切割和氧乙炔熔割方法。每块试板切割不少于五块试样。
3、试样修整
对切割下的试样首先清理毛刺,并检查根部裂纹率和断面裂纹率。将检查的结果记录,填入公式进行计算。
五、思考问题
1、铁研实验主要测试什么类型和部位的裂纹?
2、铁研实验测试裂纹的原理?
3、实验中要注意什么问题?
4、铁研实验存在的问题?
六、实验成绩评定办法
按照焊接试样准确、制备试样熟练、检测的熟练、实验结果准确、实验报告描述清楚,以及出勤、实验态度、团结协作、按时完成实验报告评定成绩。














 工商网监
工商网监
评论