 德赢Vwin官网
App
德赢Vwin官网
App


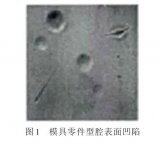
表面缺陷是产品表面局部物理或化学性质不均匀的区域,如金属螺丝、轴承、齿轮等精密部件的长宽高、直径、划伤、划痕、缺损、等表面尺寸缺陷。表面缺陷不仅影响产品的美观和舒适度,而且一般也会对其使用性能带来不良影响,所以生产企业对产品的表面缺陷检测非常重视,以便及时发现,从而有效控制产品质量,还可以根据检测结果分析生产工艺中存在的某些问题,从而杜绝或减少缺陷品的产生,同时防止潜在的贸易纠份,维护企业荣誉。
1、机器视觉表面缺陷检测
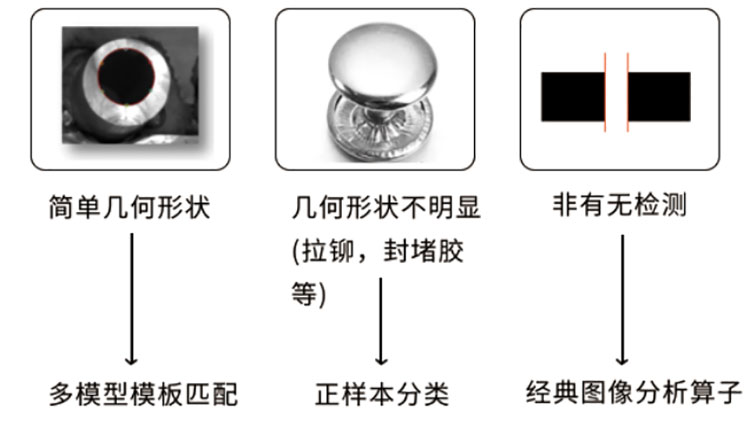
机器视觉技术是一种无接触、无损伤的自动检测技术,是实现设备自动化、智能化和精密控制的有效手段,具有安全可靠、光谱响应范围宽、可在恶劣环境下长时间工作和生产效率高等突出优点。机器视觉检测系统通过适当的光源和图像传感器(CCD摄像机)获取产品的表面图像,利用相应的图像处理算法提取图像的特征 信息,然后根据特征 信息进行表面缺陷的定位、识别、分级等判别和统计、存储、查询等操作。
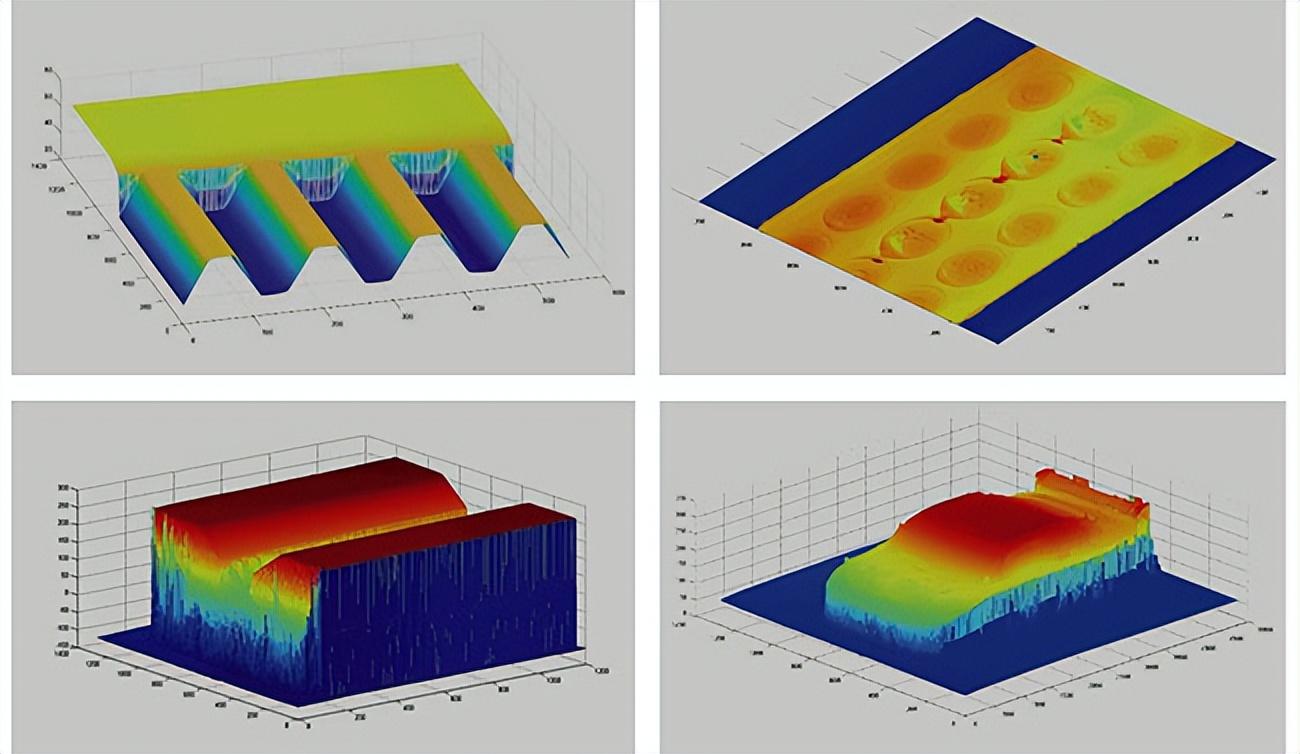
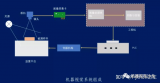
2、机器视觉表面缺陷检测系统基本组成
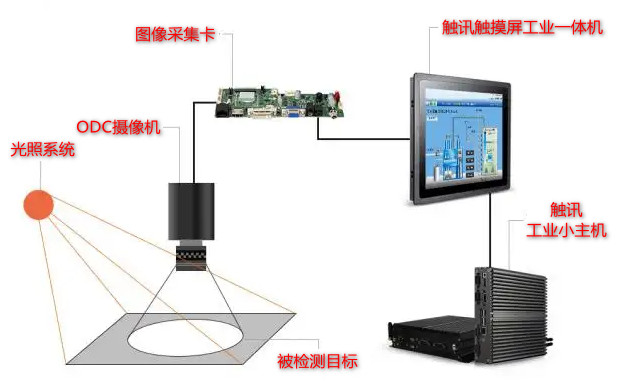
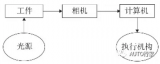
主要包括图像获取模块、图像处理模块、图像分析模块、数据管理及人机接口模块。
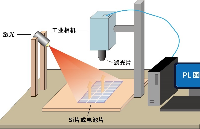
图像获取模块由工业相机、光学镜头、光源及其夹持装置等组成,其功能是完成产品表面图像的采集。在光源的照明下,通过光学镜头将产品表面成像于相机传感器上,光信号先转换成电信号,进而转换成计算机能处理的数字信号。目前工业用相机主要基于CCD或CMOS芯片的相机。CCD是目前机器视觉最为常用的图像传感器。
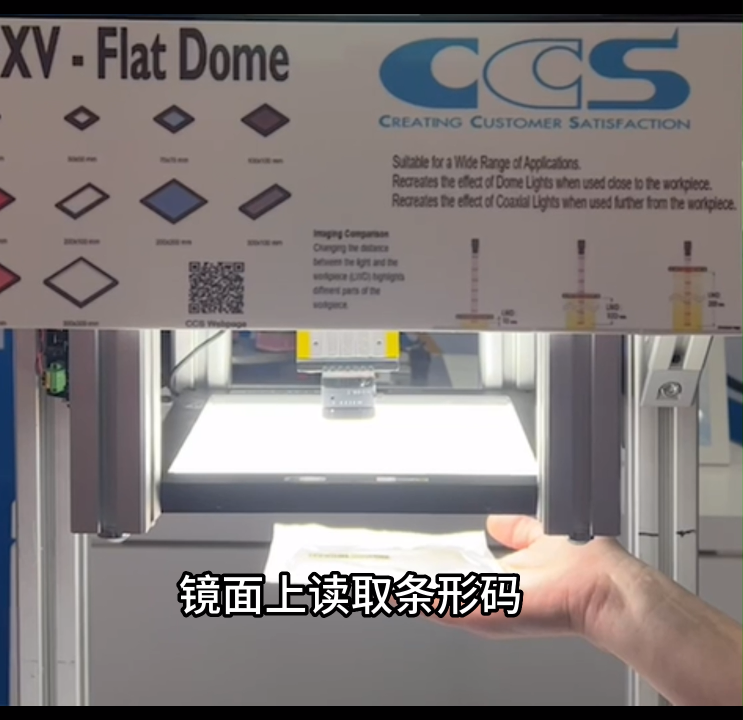
机器视觉光源直接影响到图像的质量,其作用是克服环境光干扰,保证图像的稳定性,获得对比度尽可能高的图像。目前常用的光源有卤素灯、荧光灯和发光二级管(LED)。LED光源以体积小、功耗低、响应速度快、发光单色性好、可靠性高、光均匀稳定、易集成等优点获得了广泛的应用。
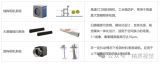
由光源构成的照明系统按其照射方法可分为明场照明与暗场照明、结构光照明与频闪光照明。明场与暗场主要描述相机与光源的位置关系,明场照明指相机直接接收光源在目标上的反射光,一般相机与光源异侧分布,这种方式便于安装;暗场照明指相机间接接收光源在目标上的散射光,一般相机与光源同侧分布,它的优点是能获得高对比度的图像。结构光照明是将光栅或线光源等投射到被测物上,根据它们产生的畸变,解调出被测物的三维信息。频闪光照明是将高频率的光脉冲照射到物体上,摄像机拍摄要求与光源同步。
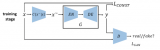
图像处理模块主要涉及图像去噪、图像增强与复原、缺陷的检测和目标分割。由于现场环境、CCD图像光电转换、传输电路及电子元件都会使图像产生噪声,这些噪声降低了图像的质量从而对图像的处理和分析带来不良影响,所以要对图像进行预处理以去噪。图像增强目的是针对给定图像的应用场合,有目的地强调图像的整体或局部特性,将原来不清晰的图像变得清晰或强调某些感兴趣的特征,扩大图像中不同物体特征之间的差别,抑制不感兴趣的特征,使之改善图像质量、丰富信息量,加强图像判读和识别效果的图像处理方法。图像复原是通过计算机处理,对质量下降的图像加以重建或复原的处理过程。图像复原很多时候采用与图像增强同样的方法,但图像增强的结果还需要下一阶段来验证;而图像复原试图利用退化过程的先验知识,来恢复已被退化图像的本来面目,如加性噪声的消除、运动模糊的复原等。图像分割的目的是把图像中目标区域分割出来,以便进行下一步的处理。
3、表面缺陷检测应用
应用的领域十分的广泛,主要新能源动力电池、PCB电路板、半导体、精密五金部件、电子元器件、食品包装、医药包装、纺织辅料等领域。
4、为什么要使用表面缺陷检测系统
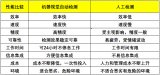
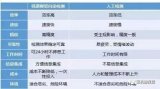
1、效率高:机器视觉检测速度快,每分钟能够对数百个甚至数千个元件进行检测,而且能够24小时不间断持续工作。
2、准确性强:人眼有物理条件的限制,也会受到主观性、身体精力等因素的影响,不能保证准确性。机器不受主观控制,只要参数设置没有差异,具有相同配置的多台机器就可以保证相同的精度。
3、总体成本更低:机器比人工检测更有效,从长远来说,机器视觉检测的成本更低。
4、信息集成:机器视觉检测可以通过多站测量方法一次测量多个技术参数,例如要检测的产品的轮廓,尺寸,外观缺陷和产品高度。
5、数字化统计管理:测量数据并在测量后生成报告,而无需一个个地手动添加。
6、可适用于危险的检测环境:机器可以在恶劣、危险的环境中,以及在人类视觉难以满足需求的场合很好地完成检测工作。
7、不会对产品造成接触损伤:机器视觉在检测工件的过程中,不需要接触工件,不会对工件造成接触损伤。人工检测必须对工件进行接触检测,容易产生接触损伤。
8、客观稳定:人工检测过程中,检测结果会受到个人标准、情绪、精力等因素的影响。而机器严格遵循所设定的标准,检测结果更加客观、可靠、稳定。
9、避免二次污染:人工操作有时会带来不确定污染源,而污染的工件。
10、维护简单:对操作者的技术要求低,使用寿命长等优点。
责任编辑:tzh














































 工商网监
工商网监
评论